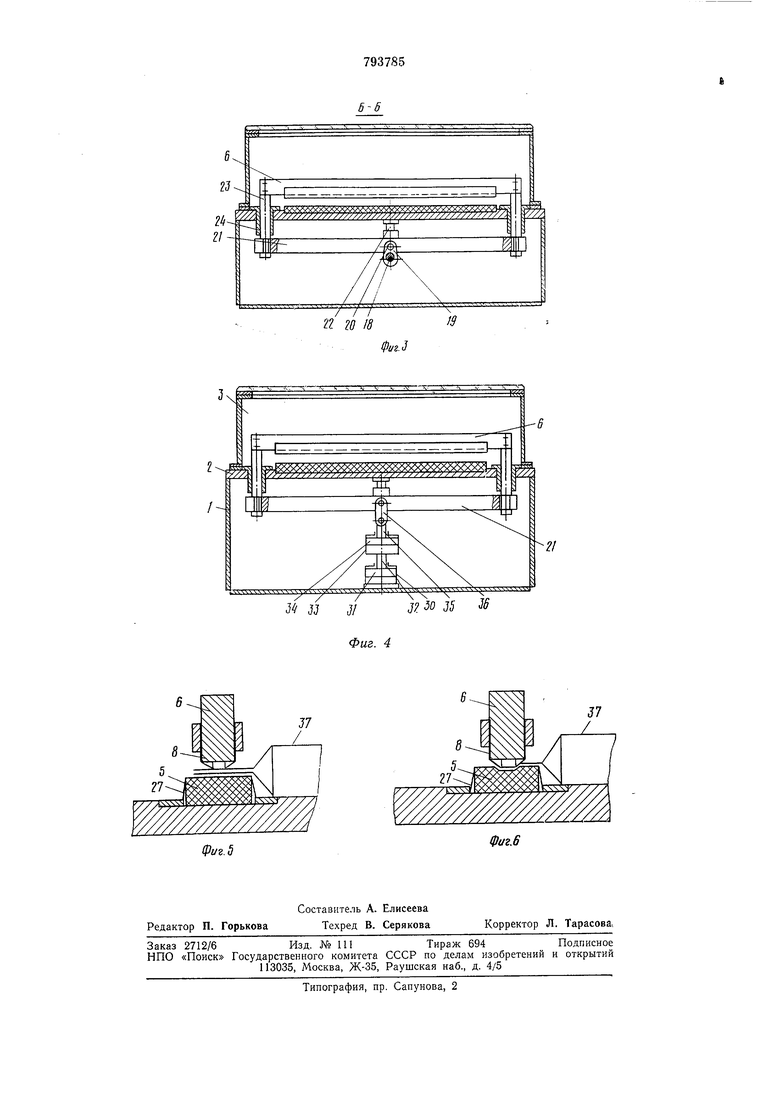
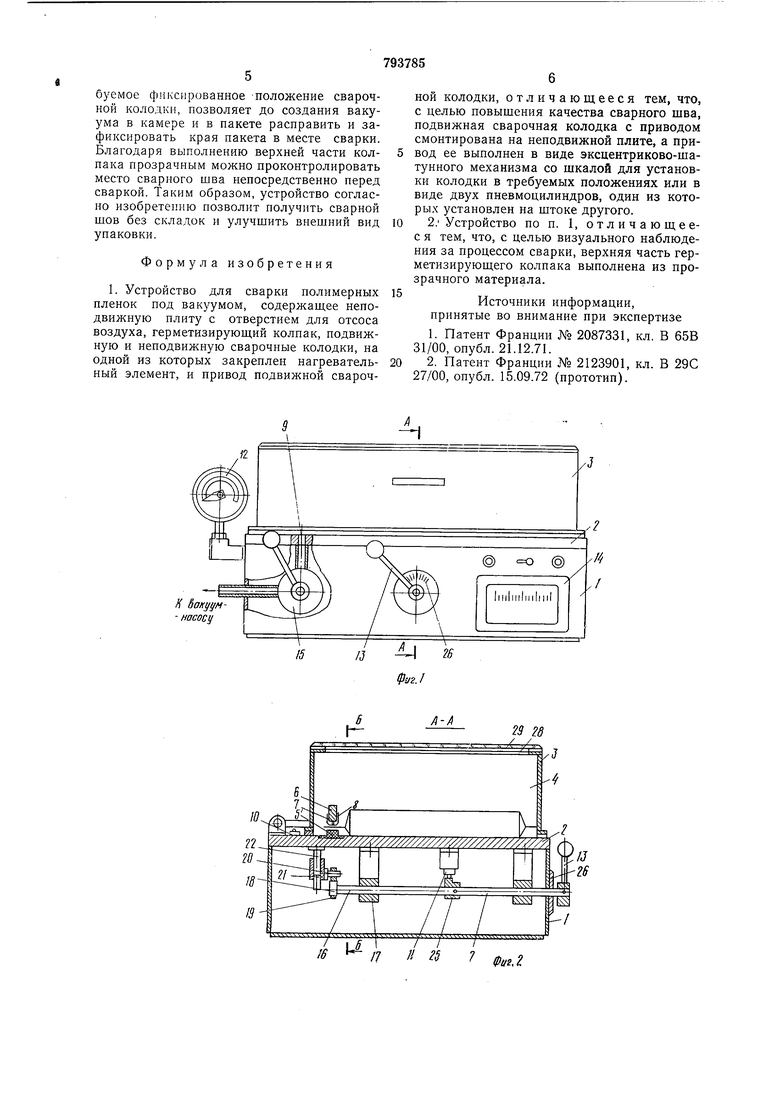
На фиг. 1 изобрал :еп общий вид устройства; на фиг. 2 - разрез по А-А фиг. 1 с эксцентриково-шатунным приводом подвижной сварочной колодки; иа фиг. 3 - разрез по Б-Б фнг. 2; на фиг. 4 - вариант выполнения устройства с приводом подвижной сварочной колодки в виде двух пневмоцилиндров; на фиг. 5 - положение сварочных колодок в момент фиксирования места сварки и вакуумирования упаковки; на фиг. 6 - положение сварочных колодок в момент сварки. Устройство для сварки полимерных пакетов под вакуумом содержит корпус 1, установленную на нем неподвижную плиту 2 и подвижный герметизирующий колпак 3, которые образуют вакуумную камеру 4. На неподвижной плите 2 смонтированы неподвижная сварочная колодка 5 и подвижная сварочная колодка 6 с приводом. Нодвижная сварочная колодка 6 снабжена нагревательным элементом 7, покрытым термоустойчивой пленкой 8 (из фторолона). В неподвижной плите 2 выполнены отверстия 9 для отсоса воздуха из камеры 4. Устройство снабжено конечными переключателями 10 и 11, вакуумметром 12, рукояткой управления 13 приводом подвил ной сварочной колодки, реле времени 14 и краном 15. Привод подвижной колодки имеет вал 16, установленный с возможностью поворота в опорах 17. На одном конце вала 16 закреплена рукоятка 13, а иа другом - эксцентрик 18, цзаимодействующий с шатуном 19. Шатун 19 при помощи пальца 20 связан с траверсой 21, которая в своей средней части смонтирована на колонке 22, а ее концы связаны с колонками 23, на которых закреплена подвижная сварочная колодка 6. Колонки 23 имеют возможность вертикального перемещения в стаканах 24. На валу 16 закреплен кулачок 25, взаимодействующий с конечным переключателем И. Рукоятка 13 привода снабжена шкалой 26, закрепленной на корпусе 1. Неподвижная сварочная колодка 5 выполнена из эластичного материала, покрытого термостойкой пленкой 27. Для визуального наблюдения в верхней части колпака 3 выполнено окно 28, закрытое листом 29 из прозрачного материала. Привод подвижной колодки может быть выполнен в виде двух пневмоцилиндров (см, фиг. 4): цилиндра 30 с порщнем 31 и штоком 32 и цилиндра 33 с порщнем 34 и штоком 35. Цилиндр 33 закреплен на щтоке .32 цилиндра 30, а его щток 35 связан щатуном 36 с траверсой 21. Устройство работает следующим образом. На неподвижную плиту 2 укладывают пакет 37 так, чтобы края пакета, подлежащие сварке, располагались на неподвижной сварочной колодке 5. Затем, поворачивая рукоятку 13 до определенного деления на шкале 26, поворачивают вал 1C с экицентриком 18, который через шатун 19 воздействует на траверсу 21, перемещая ее вниз. При этом перемещаются вниз и колонки 23 внутри направляющих стаканов 24 и опускают подвижную сварочную колодку 6 так, чтобы между нагревательным элементом 7 и неподвижной сварочной колодкой 5 образовался зазор, достаточный для выхода воздуха из пакета 37 (порядка 0,5-1 мл, см. фиг. 5). Складки упаковки, получившиеся при опускании подвижной сварочной колодки 6 на края пакета, расправляют под подвнжной колодкой и получивщиеся ровные края упаковки удерживаются в таком виде до сварки, благодаря малому зазору между нагревательным элементом и неподвижной сварочной колодкой 5. После этого опускается подвижный герметизирующий колпак 3, при этом срабатывает конечный переключатель 10, который включает привод вакуум-насоса (на чертеже не показан), и из камеры 4 и из пакета 37 откачивается воздух. После достижения необходимого разрежения, о чем можно судить по показаниям вакуумметра 12, поворотом рукоятки 13 до определенного деления на шкале 26, опускают подвижную колодку 6 и прижимают края пакета к неподвижной сварочной колодке 5 с некоторым усилием, необходимым для образования сварочного шва (см. иг. 6). При этом кулачок 25 воздействует на конечный переключатель 11, который отключает привод вакуум-насоса и включает подачу напряжения на нагревательный элемент 7. Под действием тепла нагревательного элемента 7 и давления края пакета свариваются. При этом время сварки регулируется при помощи реле времени 14, на котором выдержка времени устанавливаегся в зависимости от марки и толщины материала пакета. После окончания сварки при помощи крана 15 камера 4 сообщается с атмосферой, подвижный колпак 3 поднимается и вакуумированный, герметизированный пакет вынимается из устройства. При выполнении привода в виде двух пневмоцилиндров устройство работает следующим образом. После установки пакета 37 на неподвижную плиту 2 включают цилиндр 30 и опускают подвижную колодку 6 до положения, при котором расправляют складки на упаковке, фиксируют ее и создают вакуум в камере 4 и пакете 37. Затем включают цилиндр 33 и опускают подвижную колодку 6 до положения сварки. Установка подвижной сварочной колодки с приводом на неподвижной плите, а не на колпаке и выполнение привода в виде эксдентриково-шатунного механизма или в виде двух включаемых последовательно пневмоцилиндров обеспечивают любое требуемое фиксированное -положение сварочной колодки, позволяет до создания вакуума в камере и в пакете расправить и зафиксировать края пакета в месте сварки. Благодаря выполнению верхней части колпака прозрачным можно проконтролировать место сварного шва непосредственно перед сваркой. Таким образом, устройство согласно изобретению позволит получить сварной шов без складок и улучшить внешний вид упаковки.
Формула изобретения
1. Устройство для сваркн полимерных пленок под вакуумом, содержаш.ее неподвижную плиту с отверстием для отсоса воздуха, герметизирующий колпак, подвижную и неподвижную сварочные колодки, на одной из которых закреплен нагревательный элемент, и привод подвижной сварочК бакуун- насосу
/7 П 25
ной колодки, отличающееся тем, что, с целью повышения качества сварного шва, подвижная сварочная колодка с приводом смонтирована на неподвижной плите, а привод ее выполнен в виде эксцентриково-шатунного механизма со шкалой для установки колодки в требуемых положениях или в виде двух пневмоцилиндров, один из которых установлен на штоке другого.
2.Устройство по п. 1, отличающеес я тем, что, с целью визуального наблюдения за процессом сварки, верхняя часть герметизирующего колпака выполнена из прозрачного материала.
Источники информации, принятые во внимание при экспертизе
1.Патент Франции № 2087331, кл. В 65В 31/00, опубл. 21.12.71.
2.Патент Франции № 2123901, кл. В 29С 27/00, опубл. 15.09.72 (прототип).
А-А
29 2д
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство вакуумной упаковки продуктов | 1990 |
|
SU1742140A1 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 2001 |
|
RU2195418C2 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 1995 |
|
RU2080273C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ СЫПУЧИМ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 2000 |
|
RU2182106C2 |
| УСТРОЙСТВО ПОПЕРЕЧНОЙ СВАРКИ | 2013 |
|
RU2545121C1 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 1996 |
|
RU2108272C1 |
| Устройство для изготовления, наполнения и запечатывания пакетов из ленточного термосклеивающегося материала | 1988 |
|
SU1551588A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |