«г. /
Изобретение относится к упаковочной технике, в частности к устройствам для упаковки изделий в термоусадочную пленку.
Цель изобретения - повышение качества упаковки за счет обеспечения нанесения товаросопроводительной информации как на верхнюю грань упаковки, так и на ее боковые стороны, а также за счет обеспечения защиты информации упаковочным материалом.
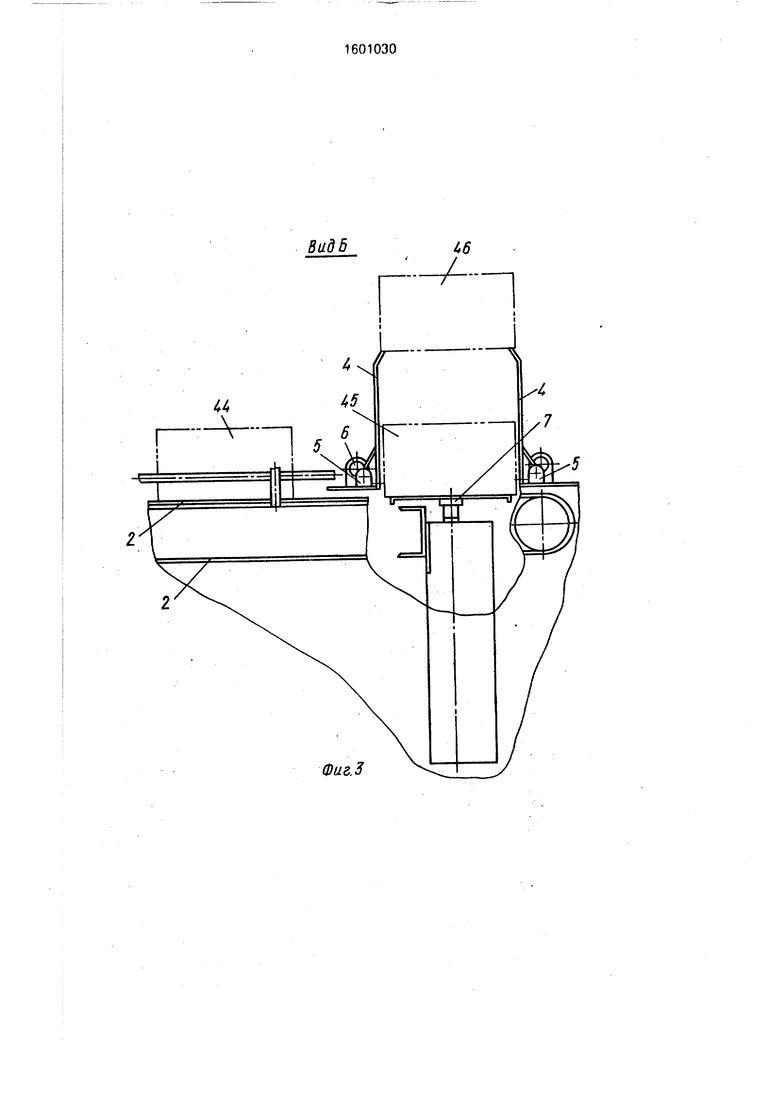
На фиг.1 схематично изображено предлагаемое устройство, общий вид: на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - вид В на фиг.1; на фиг.5 - сечение Г-Г на фиг.4; на фиг.б - узел I на фиг.1; на фиг.7 - схема процесса заворачивания штабеля изделий в термоусадочную пленку с одновременным подворачиванием этикеток на боковую сторону штабеля; на фиг.8 - штабель в изометрии с уложенными на нем этикетками.
На фиг.З окружности, выполненные сплошными линиями, указывают на-место расположения присосов подвески, а окружности, выполненные пунктирными линиями, указывают на место расположения присосов скобы толкателя штабеля.
Устройство содержит раму 1 (фиг.1), транспортер 2 и механизм формирования штабеля, включающий толкатель 3, состоящий из пневмоцилиндра, направляющих и толкающей скобы, расположенной в конце транспортера 2, подхваты 4, расположенные за толкателем 3, закрепленные на шар- нирах 5 (фиг.2) и подпружиненные пружинами 6 кручения по обе стороны подъемной плиты 7 (фиг.З). В шарнирах 5 (фиг.2) подхватов 4 имеются регулировочные упорные винты для регулировки величины сведения подхватов 4 (не показаны).
Выше подъемной плиты 7 и подхватов 4 (фиг.1) размещены толкатель 8 штабеля с толкающей скобой 9, на поверхности которой закреплены вакуум-присосы 10 для фиксации этикеток на штабеле. Над толкателем 8 штабеля расположен магазин 11 с этикетками товаросопроводительной информации, а еще выше толкатель 12 механизма захвата, перемещения и укладывания этикеток на штабель с прикрепленным к нему вертикальным пневмоцилиндром 13, на конце штока которого находится подвеска 14с основными и дополнительными вакуум- присосами. На стойке 15 рамы 1 закреплены сварочный механизм, включающий приспособление 16 для сварки поперечных швов и приспособление 17 для сварки боковых швов, прижимная плита 18, а также рулоно- держатель с рулоном 19 термоусадочной пленки. Другой рулонодержатель с рулоном
20 термоусадочной пленки находится в нише рамы 1. В задней части рамы расположен упаковочный стол 21.
Термоусадочная камера 22 располагается за упаковочным столом 21 и размещена на собственной раме.
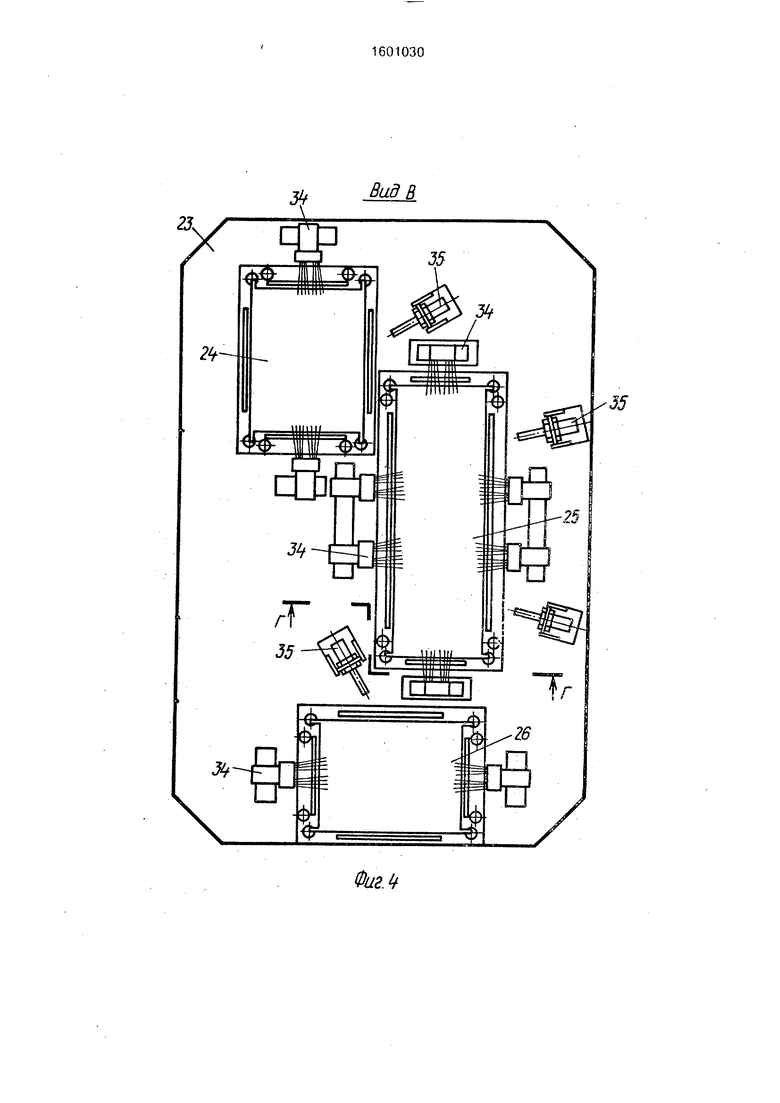
Магазин 11 для этикеток представляет собой плиту 23 (фиг.4) с размещенными на ней ложементами 24 - 26. Ложементы 24 0 26 и, соответственно, уложенные в них этикетки сориентированы относительно друг друга так, как они в дальнейшем будут расположены на сформированном штабеле
(фиг.8).
5Ложементы 24 - 26 (фиг.4) по конструкции идентичны друг другу и отличаются только размерами, которые, в свою очередь, зависят от размеров этикеток, укладываемых в данный ложемент.
0 Любой из ложементов состоит из планки 27 (фиг.5), опирающейся на регулировочные винты 28, ввернутые в плиту 23 магазина. На планке 27 закреплены ограничители 29 и стойки 30, за верхние части
5 которых закреплены пружины 31. К другим концам пружин 31 подвешены основания 32.
На основаниях 32 стопки этикеток 33 с нанесенной на них необходимой
30 информацией. На плите 28 на специальных стойках закреплены щетки 34 и расположенные под ними сопла 35, раструбы которых направлены на верхний слой (уровень Д) стопки этикеток 33.
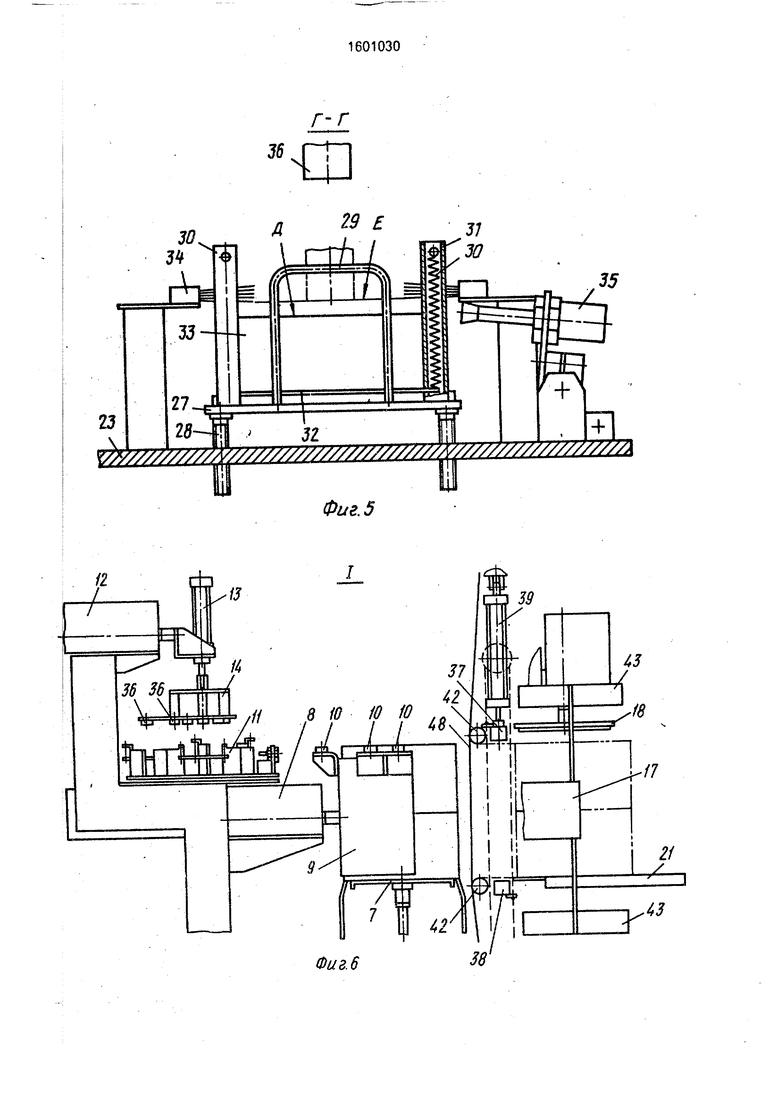
35Верхний уровень Д стопки этикеток 33
всегда находится на одной и той же высоте благодаря подбору пружин 31 с необходимой жесткостью. Щетки 34 закреплены таким образом, что их нижний край находится 40 на уровне опускания торцов вакуум-присо- сов 36 (уровень Е) подвески 14 (фиг,1).
Вакуум-присосы 36 (фиг.б) размещены на подвеске 14 таким образом, что напротив
каждого ложемента 24 - 26 магазина оказывается группа вакуум-присосовЗб. Расположение вакуум-присосов 36 относительно друг друга показано на фиг.8 кружочками из сплошных линий. Кружочки из пунктирных
линий обозначают расположение вакуум- присосов 10 (фиг.б) скобы 9 толкателя 8 штабеля.
Приспособление 16 для сварки поперечных швов (фиг.1) состоит из двойных сварочных губок 37 и.38 (фиг.б), приводимых в действие пневмоцилиндром 39. На верхней сварочной губке 37 расположены электроды 40 (фиг.7) и отрезная проволока 41. Губки 37 и 38 приспособления 16 расположены за длинномерными роликами 42.
Приспособление 17 для сварки боковых швов (фиг.6) содержит основные и дополнительные сварочные губки 43, попарно расположенные по обеим сторонам упаковочного стола 21.
Устройство содержит также систему управления операциями, в которую входят датчики положения механизмов и изделий (не показаны).
Устройство работает следующим обра- зом.
Изделия 44, имеющие прямоугольную форму, подаются транспортером 2 (фиг 2) к толкателю 3. который при наличии перед ним изделия 44 перемещает его на подъем ную плиту 7 (фиг.З) и возвращается назад
Операция продолжается до тех пор. пока не заполнится подъемная плита 7 После заполнения плита 7 поднимается вверх при этом изделия 44 проходят через подхваты 4 слегка раздвигая их верхние концы Это возможно благодаря шарнирному креплению подхватов 4 к раме 1 на шарнирах 5
Юсле прохода изделия 44 верхние концы подхватов 4 от действия пружин 6 кручения сдвигаются в первоначальное положение до регулируемых упоров в шарнирных узлах (не показаны), а подъемная плита 7 возвращается вниз, где повторяется цикл ее загрузки новыми из елияИзделия 44 остаются лежать на подхватах 4. После загрузки нового слоя на подъемную плиту 7 происходит подъем последней вверх, при этом новый слой изделии 44. находящийся на подъемной плите 7. снова слегка раздвигает верхние концы подхватов 4. и изделия 44. лежавшие на подхватах 4. оказываются на изделиях 44 лежащих на плите 7.
Указанный процесс накопления слоев на подхватах 4 (формирование штабеля) продолжается до набора необходимого количества изделий 44 в штабеле. После подъема последнего слоя изделий 44 подъемная плита 7 вниз не опускается, и весь штабель оказывается на ней. Затем начинается процесс укладки зтикеток 33 на сформированнТм. определяемые нормативно-технической документацией на упаковку. При этом пневмоцилиндр з (фиг.6) опускает подвеску 14 с расположенными на ней вакуум-присосами 36 к магазину П. к вакуум-присосам 36 подается
тый в оХх - - - При подаче струи воздуха через сопла ;35 к боковой поверхности стопки этикеток 33 происходит их разделение между собой и всплывание отдельных этикеток 33 за
6
счет воздушной подушки между ними до уровня щеток 34 (уровень Е). До этого же уровня опускаются и торцевые (приса- сывающие) поверхности группы вакуум- 5 присосов 36 (фиг.6). Каждая группа вакуум-присосов 36 присасывает этикетку 33 из ложемента 24 - 26 магазина 11 к которому она опустилась. После присасыва- ния всех этикеток 33 происходит отключе- 24 этикетки 33 в ложементах 26 (фиг.4) магазина 11 (фиг.6) опускаются вниз, а подвеска 14 вакуум-присосов 36 вместе с присосавшимися этикетками 33 вертикальными пневмоцилиндром 13 под- 15 нимается вверх. При этом протаскивание
гТиТ) ™ ° 34 trn rS отделению лишних эти- 36 йплЛ - вакуум-присосов
20 этикетки 33 не нужен, но
20 возможен за счет электростатических сил или за счет фильтрации вакуума через верх- нюю этикетку 33. Эти силы, удерживающие верхнюю этикетку 33. как показали экспери ментальные данные, намного меньше сил
о группы присосок на первую этикетку 33.
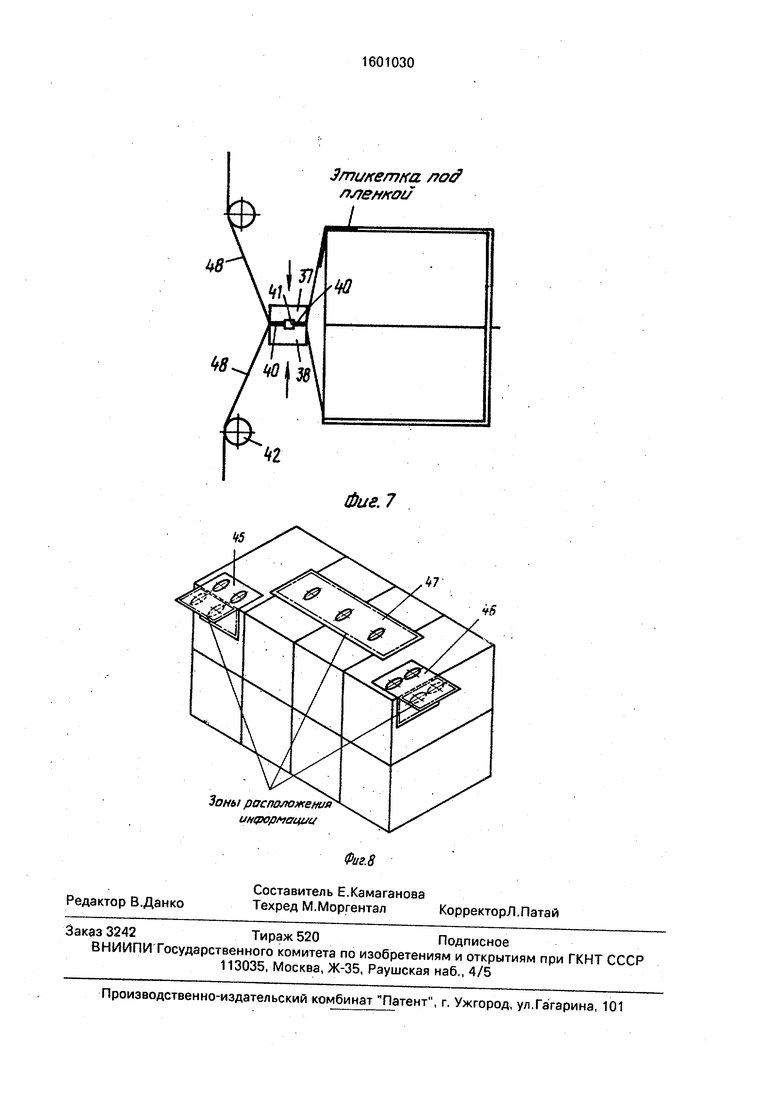
После подъема подвески 14 в верхнее положение толкатель 12 перемещает крон 30 пневмоцилиндром 30 13 вперед. При этом подвеска 14 оказывает- ся над сформированным штабелем, а каждая этикетка 33 - над тем местом штабеля где она должна находиться в соответствии с 35 дТнТГуГоГкГ документацией на В предложенном устройстве этикетки 33 из ложементов 24 и 26 (фиг.4) магазина 11 укладываются на края 45. 46 сформиро- ванного штабеля (фиг.8), а этикетки 33 из 40 ложемента 25 (фиг.4) - на середину 47 по верхности штабеля (фиг.8). После выдвижения горизонтального пневмоцилиндра вертикальный пневмоцилиндр 13 опускает лц одвеску вниз, при этом в вакуум-при- 45 сосы 10, расположенные на скобе 9 подается вакуум, который необходим для
удержания этикеток 33 (фиг.8). расположен- ных на краях 45. 46 штабеля.
, присасывания этикеток 33 к при50 сосам 10 (фиг.б) скобы 9 толкателя 8 штабеля происходит отключение вакуума в вакуум-присосах 36 и затем подъем подвески 14 вертикальным пневмоцилиндром 13 вверх и возврат пневмоцилиндра 13 с под- 55 веской 14 а исходное положение толкателем 1. Этикетка 33 из ложемента 25 Гфиг 8) остается лежать на.поверхности штабеля
( . Р ™лкатель 8 штабеля (фиг.6) скобой 9 перемещает штабель с ле- жащими на нем этикетками 33 с подъемной
6
плиты 7 на упаковочный стол 21. Перемещение штабеля происходит через полиэтиленовую термоусадочную пленку 48, которая загораживает проем, образованный двумя длинномерными роликами 42, Являющимися составной частью механизма размотки пленки. При этом перемещении происходит сматывание пленки с рулонов 19 и 20(фигЛ), закрепленных на имеющих возможность вращения и подторможенных штангах.
После перемещения штабеля на упаковочный стол 21 (фиг.6) (последний оказывается обернутым пленкой с трех сторон) происходит опускание прижимной плиты 18 вниз, которая через пленку прижимает этикетку 33 к штабелю. Вакуум в присосах т и скобы 9 толкателя 8 штабеля отключается, и последний возвращается в исходное положение.,.
После возврата толкателя 8 штабеля в исходное положение происходит сдвижение сварочных губок 37 и 38 приспособления 16 сварка пленки двойным швом и разрезание последней по межшовному пространству. При движении верхней сварочной губки 37 вниз происходит оборачивание штабеля с четвертой стороны и одновременно загибание этикетки 33, расположенной на краю 45 штабеля (фиг.8), на 90 , которая до этого располагается горизонтально. При этом загибании информация, расположенная на этой части этикетки 33 оказывается под пленкой, и расположенной на вертикальной стороне блока.
Оборачивание боковых сторон штабеля и загибание этикетки 33, расположенной на краю 46 щтабеля, на вертикальную сторону происходит с помощью губок 43 (фиг.6) приспособления 17. В отличие от приспособления 16 приспособление 17 формируют лишь
одинарные швы.- « „„
После окончания сварки готовый олок сталкивается толкателем 8 штабеля через вновь сформированный штабель с упаковочного стола 21 на транспортер термоусадочной камеры 22 (фиг.1). Таким образом вновь сформированный штабель оказывается на упаковочном столе 21, готовый к выполнению над ним операций укладки
5
1
,
этикеток и сварки, а блок по транспортеру проходит через термокамеру с горячим воздухом (не показана), в которой происходит усадка пленки.
В результате операций, проделанных
над изделиями с помощью предлагаемого устройства, получается единый блок, в котором изделия стянуты термоусадочной пленкой а на гранях блока, между пленкой и 0 штабелем, в заданных местах оказывается необходимая товаросопроводительная информация.
Предложенное устройство позволяет повысить качество упаковки изделий в тер- 5 моусадочную пленку за счет нанесения товаросопроводительной информации с помощью этикеток в нужные места сформированного штабеля и защитить ее от механических повреждений. 20 Формула изобретения
Устройство для упаковывания изделий в термоусадочную пленку, содержащее раму, механизм формирования штабеля изделии, рулонодержатели. толкатель штабеля, сва- 25 рочный механизм, прижимное приспособление, магазин для этикеток и механизм захвата, перемещения и укладывания этикеток на штабель, включающий силовой цилиндр с вакуум-присосом, отличающее- 30 с я тем, что, с целью повышения качества упаковки, магазин для этикеток представляет собой плиту с размещенными на ней ложементами, каждый из которых состоит из прикрепленной к плите регулировочными 35 винтами планки, жестко закрепленных на планке стоек и подвешенного на стоиках с помощью пружин основания, на плите укреплены сопла для подачи воздуха на верхний слой этикеток и расположенные над 40 соплами щетки, механизм захвата, перемещения и укладывания этикеток на штабель оснащен дополнительными вакуум-присо- сами а на толкателе штабеля закреплена скоба, на наружной поверхности которой 45 смонтированы вакуум-присосы для фиксации этикеток на штабеле, при этом сварочный механизм имеет дополнительные сварочные губки, а прижимное приспособление представляет собой плиту.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания изделий в термоусадочную пленку | 1986 |
|
SU1451062A1 |
| Устройство для упаковки штучных изделий в термосклеивающийся пакет | 1974 |
|
SU520294A1 |
| Устройство для свертывания в рулоны и упаковывания листовых материалов | 1988 |
|
SU1564047A2 |
| Устройство для группового упаковывания предметов в пленку | 1990 |
|
SU1736848A1 |
| Устройство для оклейки кубиков двумя этикетками | 1969 |
|
SU441205A1 |
| Устройство для наклеивания этикеток | 1974 |
|
SU749736A1 |
| Устройство для маркировки этикеток | 1991 |
|
SU1781135A1 |
| И. В. Ефремови А. С. Мичурин | 1968 |
|
SU213659A1 |
| Автомат для штампования и наклейки этикеток на цилиндрические предметы | 1957 |
|
SU111087A1 |
| Устройство для упаковывания стержнеобразных изделий | 1984 |
|
SU1278272A1 |

Изобретение относится к устройству для упаковывания изделий в термоусадочную пленку и направлено на повышение качества упаковки. Изобретение позволяет получить упакованные в термоусадочную пленку изделия с нанесенной на поверхность упаковки информацией путем укладки этикетки с информацией на изделия под пленку, причем информация оказывается не только на верхней, но и на боковых поверхностях упаковки. Во время работы устройства подвеска 14 с вакуумными присосами забирает из магазина 11 этикетки и при помощи толкателя 12 переносит их на сформированный штабель, где этикетки присосками 10, расположенными на скобе 9 толкателя 8 штабеля временно закрепляются на поверхности штабеля. Далее толкатель 8 штабеля перемещает штабель на упаковочный стол 21 через проем, образованный двумя длинномерными роликами и перекрытый термоусадочной пленкой. При этом происходит обертывание штабеля в пленку, а затем сварка полотнища по периметру, в результате чего этикетки с информацией оказываются под пленкой. 8 ил.
/ и
в ид 5
Фиг.З
Вид в
Фиг.
36
ч
У//////////////////
Фиг. 5
/2
Фиг. 5
35
У////////у /////////А
3mu/femf(a /7oi /т/те/улг
«2
Фие. 7
k5
Зоны растиюжения инрзормациа
Редактор В.Данко
Заказ 3242Тираж 520п
ВНИИПИ Государственного комитета по изобретениям°и открытиям при ГКНТ СССР 113035. Москва, Ж-35, Раушская наб,, 4/5
kl
| Патент США Ns 3585777, кл | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| опублик | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
