канала для ввода армирующих волокои, а стенка корпуса в месте установки валков вынолнена с режущими кромками.
Использование для загрузки армирующих волокон, подающих валков с приводом их вращения, установленных в корпусе па выходпом участке канала для ввода армирующих волокон, позволяет предотвратитЕз забивание полимерпым материалом указапного капала при создаппп давления в зоне питания рабочего зазора, что повыщает производительность экструдера.
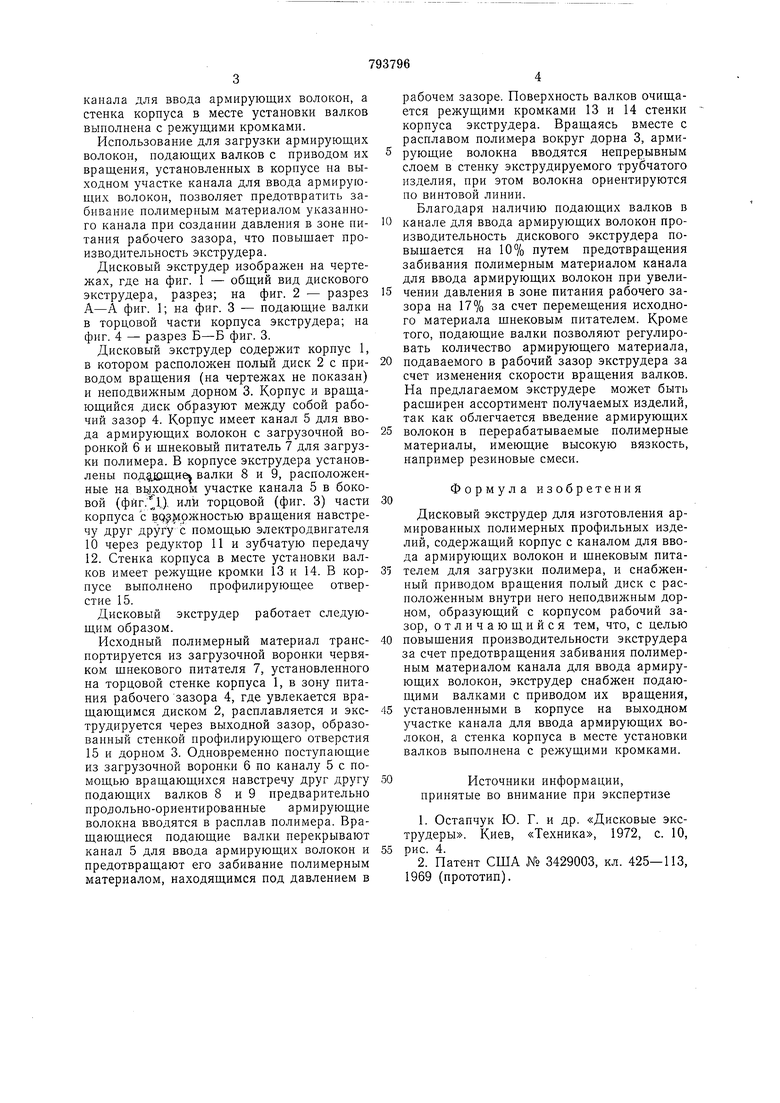
Дисковый экструдер изображен на чертежах, где па фиг. 1 - общий впд дискового экструдера, разрез; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - подающие валки в торцовой части корпуса экструдера; па фиг. 4 - разрез Б-Б фиг. 3.
Дисковый экструдер содержит корпус 1, в котором расположен полый диск 2 с приводом вращения (па чертежах не показан) и неподвижпым дорном 3. Корпус и вращающийся диск образуют между собой рабочпй зазор 4. Корпус имеет канал 5 для ввода армирующих волокон с загрузочной воронкой 6 и щнековый питатель 7 для загрузки полимера. В корпусе экструдера установлены под дащие валки 8 и 9, расположенные на вщходном участке канала 5 в боковой (фйг. или торцовой (фиг. 3) части корпуса с возможностью вращения навстречу друг другу с помощью электродвигателя 10 через редуктор И и зубчатую передачу 12. Стенка корпуса в месте устаповки валков имеет режущие кромки 13 и 14. В корпусе выполнено профилирующее отверстие 15.
Дисковый экструдер работает следующим образом.
Исходный полимерпый материал транспортируется из загрузочной воронки червяком щпекового питателя 7, установленного на торцовой стенке корпуса 1, в зону питания рабочего зазора 4, где увлекается вращающимся диском 2, расплавляется и экструдируется через выходной зазор, образованный стенкой профилирующего отверстия 15 и дорном 3. Одновременно поступающие из загрузочпой воронки 6 по каналу 5 с помощью вращающихся павстречу друг другу подающих валков 8 и 9 предварительно продольно-ориентированные армирующие волокна вводятся в расплав полимера. Вращающиеся подающие валки перекрывают канал 5 для ввода армирующих волокон и предотвращают его забивание полимерным материалом, находящимся под давлением в
рабочем зазоре. Поверхность валков очищается режущими кромками 13 и 14 стенки корпуса экструдера. Вращаясь вместе с расплавом полимера вокруг дорна 3, армирующие волокна вводятся непрерывным слоем в стенку экструдируемого трубчатого изделия, при этом волокна ориептируются по виптовой линии. Благодаря паличию подающих валков в
канале для ввода армирующих волокон производительность дискового экструдера повыщается на 10% путем предотвращения забивания полимерным материалом канала для ввода армирующих волокон при увеличении давления в зоне питания рабочего зазора на 17% за счет перемещения исходного материала щнековым питателем. Кроме того, подающие валки позволяют регулировать количество армирующего материала,
подаваемого в рабочий зазор экструдера за счет изменения скорости вращения валков. На предлагаемом экструдере может быть расщирен ассортимент получаемых изделий, так как облегчается введение армирующих
волокон в перерабатываемые полимерные материалы, имеющие высокую вязкость, например резиновые смеси.
Формула изобретения
Дисковый экструдер для изготовления армированных полимерных профильных изделий, содержащий корпус с каналом для ввода армирующих волокон п щнековым питателем для загрузки полимера, и снабженный приводом вращения полый диск с расположенным внутри него неподвижпым дорном, образующий с корпусом рабочий зазор, отличающийся тем, что, с целью
повыщения производительности экструдера за счет предотвращения забивания полимерным материалом канала для ввода армирующих волокон, экструдер снабжен подающими валками с приводом их вращения,
установленными в корпусе на выходном участке канала для ввода армирующих волокон, а стенка корпуса в месте устаповки валков выполнена с режущими кромками.
Источники информации,
принятые во внпмание при экспертизе
1.Остапчук Ю. Г. и др. «Дисковые экструдеры. Киев, «Техника, 1972, с. 10,
рис. 4.
2.Патент США № 3429003, кл. 425-113, 1969 (прототип).
Фиг. f
А - л
8
(риг. 2
д- В
(Риг.
