Изобретение относится к химическому машиностроению, в частиости к оборудованию для получения .погонажных изделий из полимерных композици- i онных материалов с магнитным наполнителем.
Цель изобретения - повьш1еиие качества готового экструдата из маг- нитоппаста за счет обеспечения его однородно.сти и повышение надежности {Работы установки
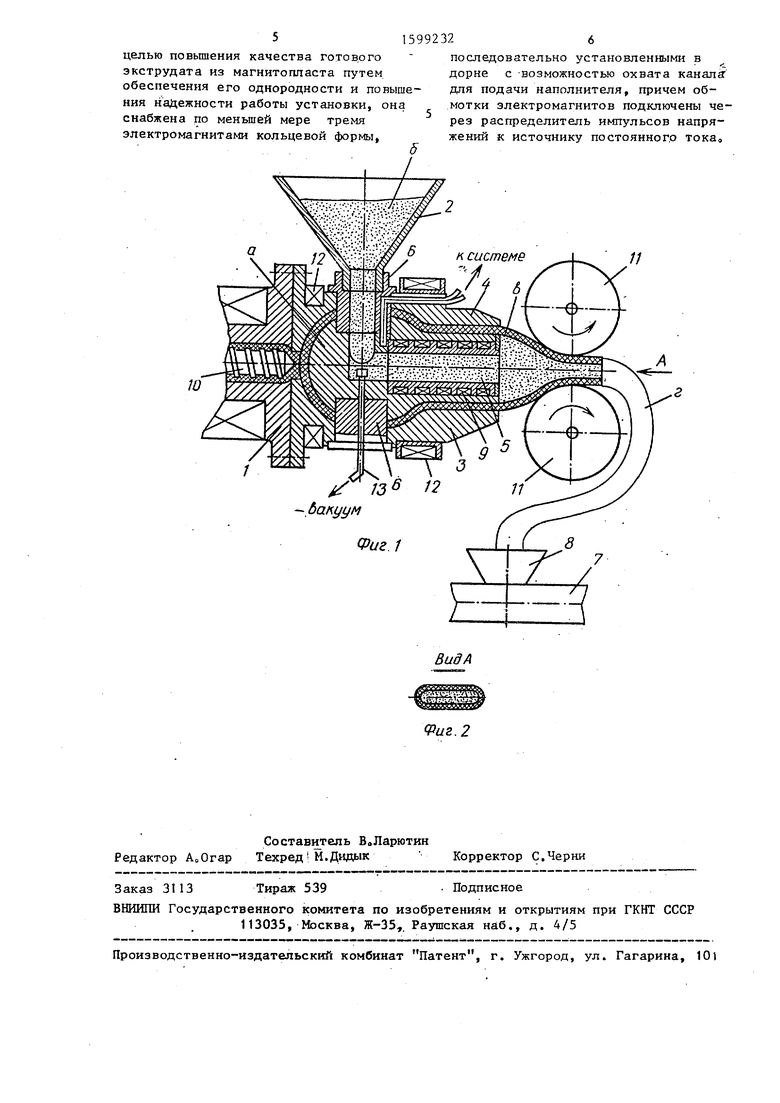
На фиг,I изображена экструзион- ная установка для формования погонажных изделий из полимеров, общий вид; на фиг,2 - ввд А на фиг,1,
Экструзионная установка содержит натшетающее устройство 1, устройство 2 для подачи порошкового наполнителя и формунндую . головку Зо Формующая головка 3 содержит дорн 4, имеющий Центрально расположенный канал 5 для подачи наполнителя и дорнодержатель 6, Кроме того, установка включает экструдер 7 с загрузочной воронкой 8, Установка снабжена также по меньшей мере тремя электромагнитами 9 кольцеND
СО
315
вой формЫс Электромагниты 9 после/до- вательно установлены в дорне 4 и ок- ватывают канал 5 для подачи наполни- Обмотки электромагнитов 9 , подключены через распределитель импульсов напряжений к источнику постоянного тока (не показаны) Нагнетающее устройство 1 обычно выполняют в виде одночервячного экструдера с
червяком 10о Непосредственно на выходе из формукщей головки 3 могут быть установлены обжимающие валки 11,, В формукщей головке 3 могут .-быть установлены система 12 обогрева и
система 13 вакуумного отсоса воздуха из канала 5 для-подачи наполни- теляс Валки 11 могут иметь регулируемые скорость вращения и межвалковый зазоро
Экструзионная установка работает следующим образом
Расплав -полимера (а) из нагнетающего устройства 1 подается на вход {{юрмиругацей головки 3, затем он по- падает через кольцевой зазор менсду , дорном 4 и KOilnycoM головки 3 в формующую часть головки, расположенную на выходе из неео Одновременно через канал в дорнодержателе 6 и дапее через канал 5 дорна 4 подается порош кообразный магнитный наполнитель (б) поступающий из устройства для подачи наполнителяс При этом питание на обмотки электромагнитов 9 подается таким образом, чтобы обеспечивалось втягивание порошка б по направлению к выходу из головки Зо
На выходе из канала 5 дорна 4 порошок б попадает во внутреннюю . .полость сформированной трубчатой полимерной заготовки (в)о
Перепад давления воздуха за счет вакуумного отсоса из канала 5 дорна 4 и, сле,цоватепьно, из полости трубчатой полимерной заготовки в спллацивает заготовку в после выхода ее из головки 3 перед постухшением в межвалковый зазор двух валков И, где она окончательно обжимается и уплотняется, образуя монолитную заГ товку S В1ще непрерывной ленты (т), поступаю1дей в экструдер 7 о
Предлагаемая установка обеспечивает возможность организации непре- рывного технологического процесса смешения и изготовления заготовок при точном дозировании соотношения магнитного наполнителя и связующе
д
0
5
45 Q ;
0
5
40
го„ Кроме того, обеспечивается питание экструдера 7 непрерывной заготовкой с постоянной концентрацией наполнителя, которую можно изменять, меняя частоту имщшьсов на обмотках электромагнитов 9, не останавливая при этом технологический процесс, что обеспечивает повышение качества готового экструдата за счет повышения его однородностио
Непрерывная подача порошкового магнитного наполнителя достигается за счет последовательного циклического подключения импульсного питания разной полярности к обмоткам электромагнитов 9о При изменении полярности питания наполнитель, находящийся в одной из зон и имеющий с учетом сдвига фаз между подающимся питанием на обмотки электромагнита 9 и собственным намагничиванием способность выталкиваться из данной зоны, продвигается вперед, так как движение в обратном направлении невозможно вследствие того, что сопротивление движению материала в сторону загрузочного отверстия устройства 2 намного выше, особенно с учетом входа наполнителя под прямым углом в канал 5, чем в направлении выхода из головки Зо Благодаря возможности регулирования частоты циклических воздействий пульсации могут быть с сведены до минимума, обусловленного техническими требованиями. Кроме того, если Конструктивное решение не обеспечивает надежного предохранения от движения наполнителя в противоположном -выходу направлении, может быть достигнут запирающий магнитный эффект путем подачи соответствующего питания на первые от зоны загрузки электромагниты 9 в момент подачи выталкивакщего импyf ьca на последние, что повышает надежность работы установки
Формула изобретения
Экструзионная установка для формования: погонажных изделий из полимеров, содержащая нагнетающее устройство, устройство для подачи порошкового наполнителя, формунхцую головку с дорном, имеющим центрапьно расположенный канал для подачи наполнителя и дорнодержателем, экструдер, о т - личающаяся тем, что, с
X 13 П
-бакуум
Фиг.1
;/
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2116198C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ МЕТОДОМ ЭКСТРУЗИИ | 2006 |
|
RU2327563C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| Экструзионная головка для изготовления полимерных трубчатых изделий | 1980 |
|
SU889453A1 |
Изобретение относится к химическому машиностроению и может быть использовано при изготовлении погонажных изделий из магнитопластов. Цель изобретения - повышение качества готового экструдата из магнитопласта за счет обеспечения его однородности и повышение надежности работы установки. Установка содержит нагнетающее устройство, устройство для подачи наполнителя и формующую головку. Головка включает дорн с центральным каналом для подачи наполнителя и дорнодержатель. Установка снабжена по меньшей мере тремя электромагнитами кольцевой формы. Они последовательно установлены в дорне и охватывают канал для подачи наполнителя. Обмотки электромагнитов подключены через распределитель импульсов напряжения к источнику постоянного тока. На выходе из головки могут быть установлены валки для обжима заготовки. При подаче наполнителя в канал дорна вследствие поочередного подключения электромагнитов обеспечивается проталкивание наполнителя по каналу за счет сил электромагнитного поля. Регулируя импульсы, можно регулировать подачу наполнителя, что обеспечивает однородность экструдата. 2 ил.
VU.-37
Г Л
(Риг.2
| Устройство для изготовления листов из полимерных материалов | 1984 |
|
SU1141001A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент ЧССР № 233105 | |||
| кл, В 01 F 3/14 | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
