Известны станки для мерной отрезки мелких деталей посредством абразивного круга. Недостатком этих станков является отсутствие автоматической подачи и низкая производительность.
Предлагаемый станок устраняет этот недостаток, обеспечивая высокую производительность. Достигается это тем, что заготовки в виде прутков располагают параллельно образующим на боковой поверхности барабана и автоматически осуществляют последовательную подачу их к абразивному кругу путем непрерывного вращения барабана около его оси, причем абразивный круг и барабан сопряжены между собой так, что разрезание каждого следующего прутка начинается непосредственно за окончанием отрезания предыдущего. Кроме того в станке автоматизирована и подача прутков на заданную длину, осуществляемая под действием собственного веса прутков, для чего ось барабана расположена вертикально, а для фиксации прутков на барабане применены зажимы, взаимодействующие при вращении барабана с неподвижными упорами.
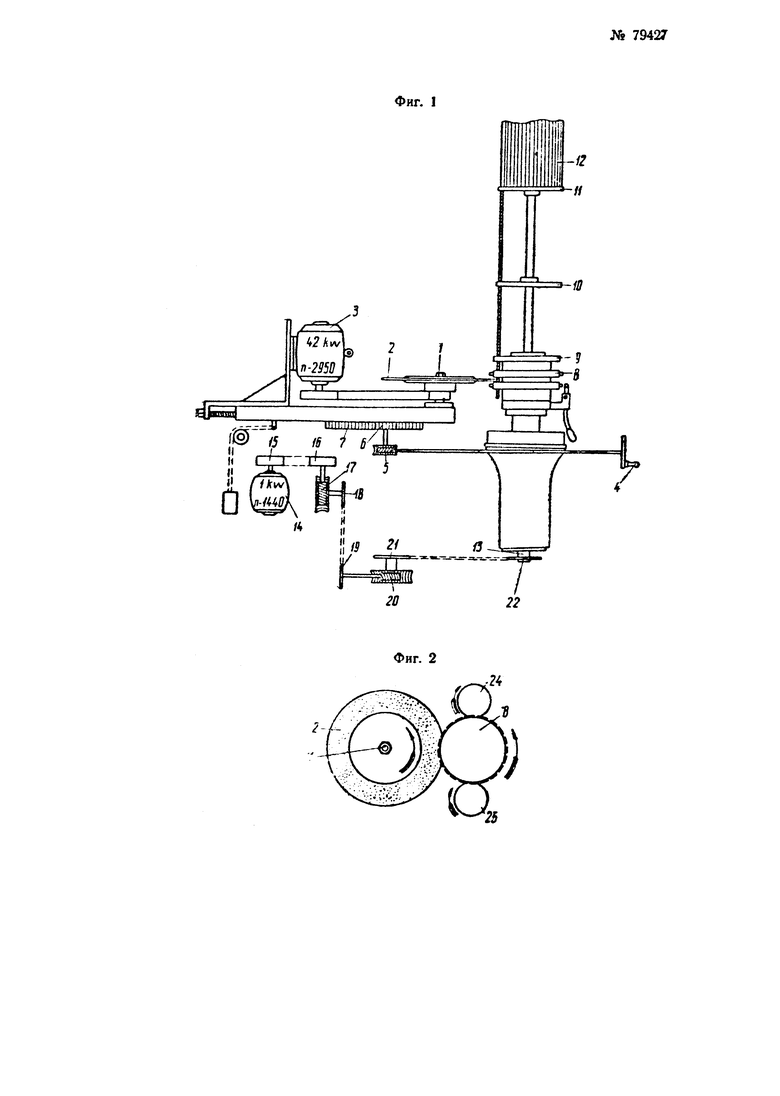
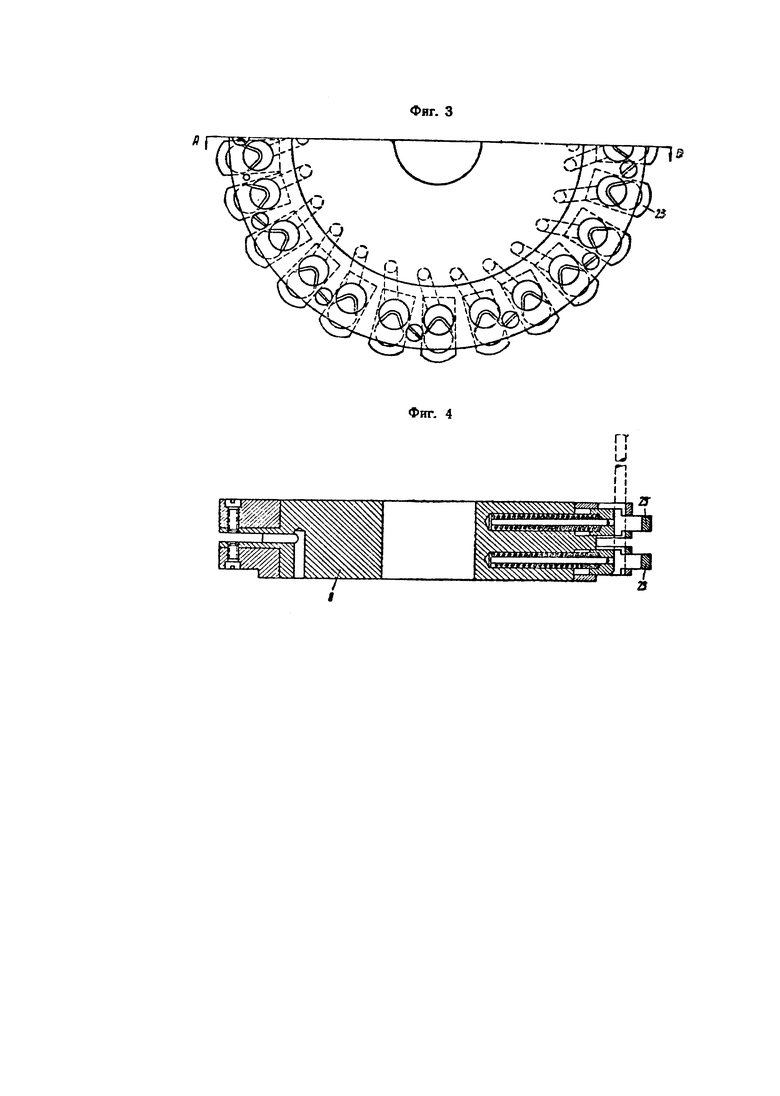
На фиг. 1 изображена схема станка; на фиг. 2 - вид станка в плане, без привода; на фиг. 3 - вид в плане зажимного патрона для фиксации прутков на барабане; на фиг. 4 - разрез патрона по А-В.
Шпиндель 1 (фиг. 1) с абразивным кругом 2 расположен вертикально и приводится во вращение от электродвигателя 3. Маховичком 4 при помощи червячного редуктора 5, реечной шестерни 6 и жестко укрепленной на супорте рейки 7 можно перемещать супорт вместе с шлифовальным кругом в сторону подлежащих разрезанию прутков. Прутки располагаются вертикально на боковой поверхности барабана, заключающем в себе зажимной патрон 8, фланцы 9, 10, 11 и трубки 12 для прутков. Барабан установлен на вертикальном валу 13 и получает вращение от отдельного электродвигателя 14 через сменные шкивы 15 и 16, редуктор 17, звездочки 18 и 19, редуктор 20 и звездочки 21 и 22.
Патрон 8 (фиг. 3 и 4) служит для фиксации на барабане прутков и имеет два ряда зажимных кулачков 23, между которыми происходит разрезка прутков. Окало зажимного патрона 8 помещены свободно вращающиеся диски 24 и 25 (фиг. 1 и 2). Подача прутков по их длине происходит при подходе кулачков к диску 24, под действием которого верхние и нижние кулачки вдавливаются в патрон 8 я пруток свободно проваливается до расположенного ниже упора. При дальнейшем повороте кулачки, освобождаясь от воздействия диска 24, зажимают пруток, подготовив его для разрезания абразивным кругом. Диск 25 воздействует только на нижний ряд кулачков, удерживающих отрезанное изделие. При вдавливани нижних кулачков отрезанное изделие свободно проваливается в находящийся ниже желоб. Количество одновременно зажатых прутков в зажимном патроне рассчитывается так, чтобы разрезание происходило непрерывно. При окончании резания одного прутка начинает резаться второй и т.д. Величина подачи зависит от числа оборотов зажимного патрона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |
| Станок для нарезки винтов | 1930 |
|
SU22432A1 |
| Абразивно-отрезной станок | 1991 |
|
SU1834789A3 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| ОТРЕЗНОЙ АВТОМАТ Для riPyTKOBblX ЗАГОТОВОК | 1969 |
|
SU252119A1 |
| Станок для изготовления иголок из пруткового материала | 1938 |
|
SU54489A1 |
| Станок для резки прутков на мерные заготовки | 1957 |
|
SU109093A1 |
| Станок для поперечной резки стержней | 1983 |
|
SU1166916A1 |
| Многошпиндельный токарный автомат | 1985 |
|
SU1292923A1 |
1. Станок для мерной отрезки мелких деталей абразивным кругом, с непрерывным действием при работе с прутковым материалом, отличающийся тем, что, с целью автоматизации операций, подача прутков на заданную длину происходит под влиянием их веса, а отрезка заготовки производится путем осуществления круговой подачи прутков к абразивному кругу, возникающей посредством сочетания вращения абразивного круга и вертикального барабана с прутками на его боковой поверхности.
2. Форма выполнения станка по п. 1, отличающаяся тем, что, с целью подачи прутков на заданную длину, они расположены в вертикальном положении и удерживаются зажимными кулачками 23, которые отпускают прутки при соприкосновении с диском 24, а отрезанные заготовки - при соприкосновении с диском 25, взаимодействующим лишь с нижним рядом кулачков.
