1
Изобретение относится к средствам неразрушающего контроля материалов и изделий и может быть использовано при контроле металла и сварных соединений трубопроводов, сосудов, рельсов, металлоконструкций и другого оборудования.
Известны устройства для настройки ультразвуковых дефектоскопов в виде контрольных образцов, имеющих искусственные отражатели-плоскодонные отверстия, боковые цилиндрические отверстия, зарубки, сегменты 1.
Недостатком этих устройств является невозможность воспроизведения искусственных отражателей и, как следствие, неоднозначность при интерпретации результатов контроля.
Известно устройство для ультразвуковой дефектоскопии, включающее в себя контактирующий отражатель 2.
Однако при его использовании имеются большие неудобства при контроле и низка производительность контроля, так как контактирующий отражатель необходимо удерживать вручную в одном месте неподвижно и с одинаковым усилием прижатия.
Целью изобретения является повышение удобства эксплуатации и производительности контроля.
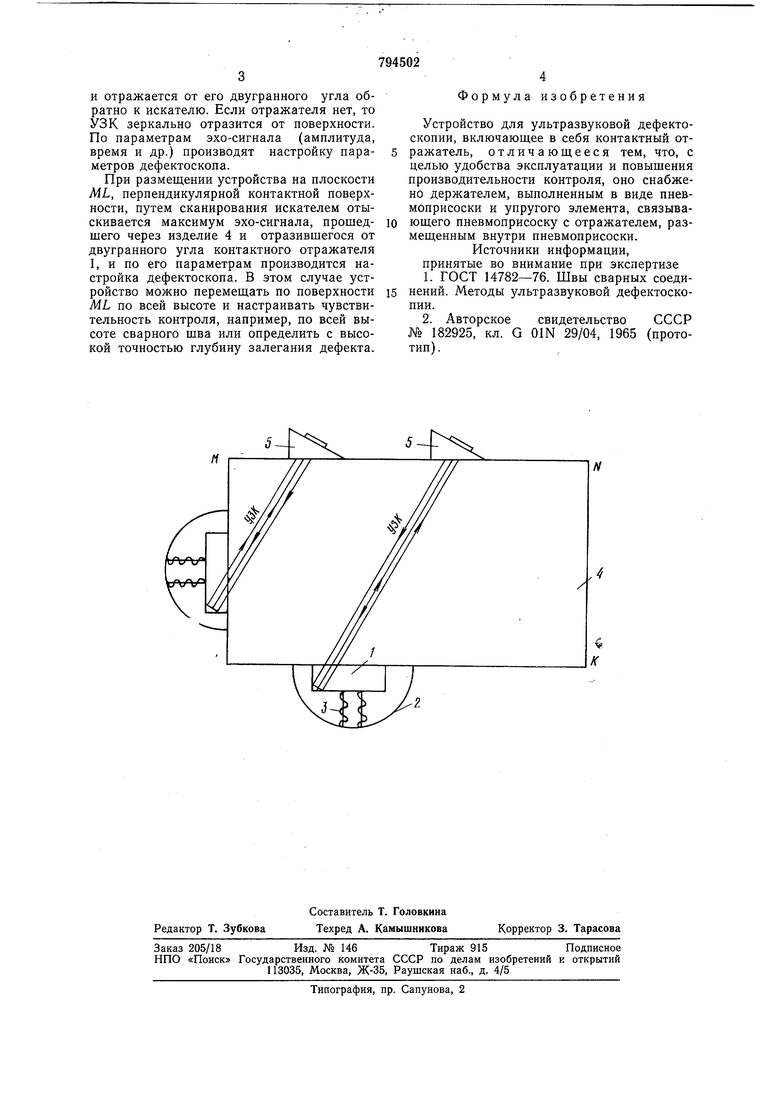
Указанная цель достигается тем, что оно снабжено держателем, выполненным в виде пневмоприсоски и упругого элемента, связывающего пневмоприсоску с отражателем, размещенным внутри пневмоприсоски. На чертеже изображено предлагаемое устройство ДЛЯ ультразвуковой дефектоскопии. Устройство состоит из коитактного отражателя 1, пневмоприсоски 2, упругой связи 3. Устройство расположено на контролируемом изделии 4, там же расположен ультразвуковой искатель 5. Работа с помощью устройства осуществляется следующим образом. Контактный отражатель 1 находится в акустическом контакте с контролируемым изделием 4 на поверхности LK (см. чертеж), удерлсивается на этой поверхности благодаря наличию
присоски 2 и прижимается к ней благодаря упругой связи 3, которая может быть выполнена, например, в виде пружин. Искатель 5 перемещают по контактной поверхности изделия MN и находят максимальное
значение эхо-сигнала, прошедшего через контактный СЛОЙ, контролируемое изделие и контактный отражатель. Ультразвуковой пучок (УЗК) -стрелками показаны два его луча - проходит через границу контролируемое изделие - контактный отражатель
и отражается от его двугранного угла обратно к искателю. Если отражателя нет, то УЗК зеркально отразится от поверхности. По параметрам эхо-сигнала (амплитуда, время и др.) производят настройку параметров дефектоскопа.
При размещении устройства на плоскости ML, перпендикулярной контактной поверхности, путем сканирования искателем отыскивается максимум эхо-сигнала, прошедшего через изделие 4 и отразившегося от двугранного угла контактного отражателя 1, и по его параметрам производится настройка дефектоскопа. В этом случае устройство можно перемеш,ать по поверхности ML по всей высоте и настраивать чувствительность контроля, например, по всей высоте сварного шва или определить с высокой точностью глубину залегания дефекта.
Формула изобретения
Устройство для ультразвуковой дефектоскопии, включаюш,ее в себя контактный отражатель, отличающееся тем, что, с целью удобства эксплуатации и повышения производительности контроля, оно снабжено держателем, выполненным в виде пневмоприсоски и упругого элемента, связывающего пневмоприсоску с отражателем, размещенным внутри пневмоприсоски.
Источники информации, принятые во внимание при экспертизе
1.ГОСТ 14782-76. Швы сварных соединений. Методы ультразвуковой дефектоскопии.
2.Авторское свидетельство СССР № 182925, кл. G 01N 29/04, 1965 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для настройки параметровульТРАзВуКОВОгО дЕфЕКТОСКОпА | 1979 |
|
SU794496A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОВАРА СТЫКА СОЕДИНЕННЫХ ДЕТАЛЕЙ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353926C1 |
| ОБРАЗЕЦ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1993 |
|
RU2057333C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТИПА ДЕФЕКТА В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ | 2013 |
|
RU2524451C1 |
| Способ настройки ультразвукового дефектоскопа при контроле керамических изделий | 2023 |
|
RU2813144C1 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| Ультразвуковой дефектоскоп | 1983 |
|
SU1113738A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
| Способ настройки ультразвукового эхо-дефектоскопа | 1984 |
|
SU1229683A1 |
/(
