1
Изобретение относится к. фотомеханической репродукции печатных форм для плоской, высокой или глубокой печати.
Известны способы изготовления металлических печатных форм, заключающиеся в обработке пластин с нанесенным изображением потоком эмульгированного термостатированного травящего раствора с водным раствором азотной кислоты и специальной защитной композицией, перемешиваемых с помощью акустической и ультразвуковой аппаратуры 1.
Недостатком этих способов является низкая скорость травления.
Известны способы изготовления цинкографских печатных форм, заключающиеся в том, что пластины с изображением травят эмульгированным подогретым водным раствором с азотной кислотой в количестве 13,5-14,5% и защитной композицией, при этом эмульгированный раствор подают на пластину с изображением под давлением
2.
Недостатком известных способов является недостаточно высокая производительность и большой расход защитной композиции.
Цель изобретения - повышение производительности с одновременной экономией защитной композиции и эмульгированного
раствора на единицу обрабатываемой поверхности и улучшением его технологических характеристик.
Для этого в способе подогревают эмульгированный раствор до 34-40°С и подают На пластину с изображением под давлением 5-30 см столба жидкости, а количество защитной композиции выбирают в пределах 2,,9% от общего объема эмульгированного раствора.
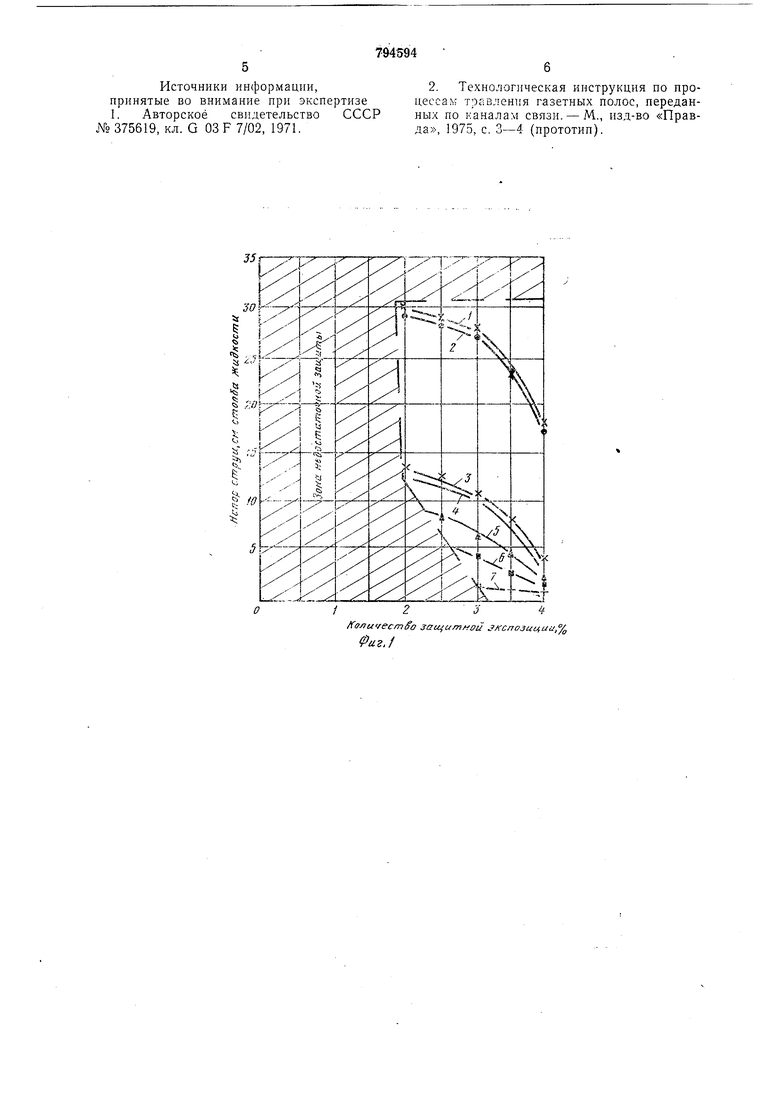
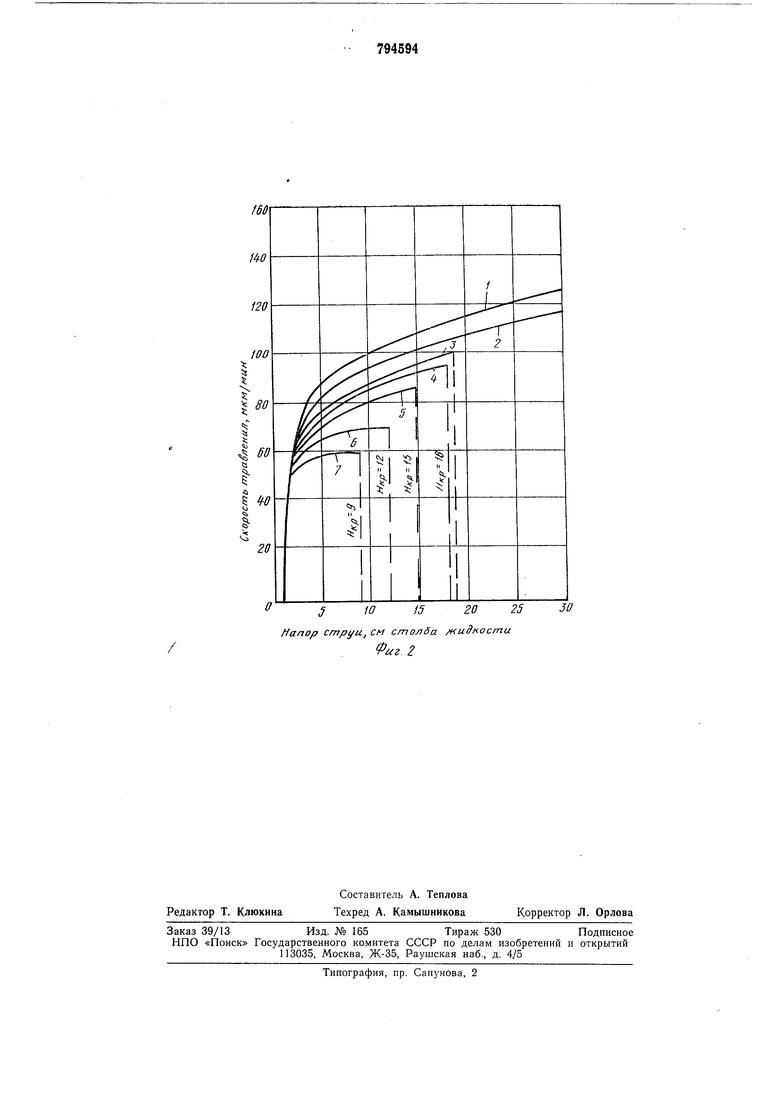
На фиг. 1 даны условия получения качественных форм с композицией типа Rocket-Etch, Velv-Etch, (США) и «Рубин (СССР); на фиг. 2 - зависимость скорости
травления от напора эмульгированного раствора при различной температуре.
В соответствии с приведенными графиками кривая I - для температуры 40°С и кривая 2 - для температуры 34°С для композиции типа Rocket-Etch; кривая 3 - для температуры 40°С, кривая 4 - для температуры 34°С, кривая 5 - для температуры 32°С, кривая 6 - для температуры 30°С и кривая 7 - для температуры 27°С для композиции «Рубин.
Эмульсионные травящие растворы относятся к разновидности дисперсных систем, многие свойства которых обусловлены размером частиц защитной композиции dcp и
величиной межфазного поверхностного натяжения б. Между критическим напором и указанными параметрами эмульсии существует взаизаосвязь По величине критического напора Якр выбирается величина технологического напора Ятех, .обеспечивающего изготовление печатных форм требуемого качества. Величина Ятех определяется из выражения , -; . /y.jex /С/ткр),(2) где К, - коэффициент, показывающий, какую долю от критического напора должен составлять технологический напор (эк.спериментально установлено, что ,8). Из выражения (1) следует, что повыщение напора эмульсионного раствора, необходимое для более интенсивного растворения металла формной пластины, ограничено величиной межфазного натяжения и диаметром частиц защитного препарата. Величина межфазного натяжения, главным образом, зависит от ряда физико-химических факторов и, в первую очередь, от свойств используемых поверхностно-активных веществ и температуры раствора. Величина диаметра частиц защитной композиции существенно зависит от скорости вращения центробежного насоса, процентного содернсания компонентов травящего раствора и его температуры. Указанные режимы были опробированы при использовании ряда защитных композиций Rocket-Etch, Velv-Etch (США), «Рубин (СССР). Пример. Защитную композицию «Рубин использовали во время приемочных испытаний скоростной травильной мащины ФТЭ-50Н, имеющей струйную систему эмульгирования и подачи травящего раствора. Температура эмульгированного раствора 34°С. Содержание защитной композиции 2,75-2,9%. Давление раствора на форму 12 см столба жидкости. Использование указанных режимов существенно повышает технико-экономические показатели процесса изготовления цинкографских печатных форм. Увеличивается скорость травления в 1,5 раза и достигает величины 90 м(м/мин, соответственно время травления форм сокращается в 1,5 раза. Уменьшается содержание защитной композиции на 1,0% по отношению к общему объему раствора или на 25-33% по отношению к объему защитной композиции, используемой ранее. Увеличивается максимальная насыщенность раствора солями растворенного металла на 14-% до значения 70 г/л. Кроме того, в растворе объемом 80 л вытравливают на две пластины больше, что с0Отв;етсгвеннО позволяет сократить расход раствора на изготовление одной с|)ормы на 25%. Предстйвлённыё графики показывают, что 1Гаиболёё прйемлемые услодия травления форм до стигаю.тся при содержании за-щиТной ком-позиции 2,0-2,9%, температуре 34-40°С и давлении раствора 5-30 см столба жйдкости. Следует отметить, что уменьшение количества, -защитной КОМПОЗИЦИЙ по сравнению с указанным приводит к браку изготавливаемых ф.ор.м, увеличение количества защитной композиции приводит к дополнительным его затратам без улучшения производительности процесса и показателей качества форм. Уменьшение температуры по сравнению с указанным диапазоном ухудшает свойства эмульсии, что приводит к снижению напора раствора, а следовательно, и скорости травления, а также к увеличению затрат защитной композиции. Увеличение температуры в диапазоне 34-40°С и выше практически не оказывает влияния на свойства эмульсии. При достижении температурь 45-50°С появляется опасность разрушения копировального слоя на формных пластинах и ухудшение свойств травящего раствора за счет испарения органического растворителя, входящего в состав защитной композиции. Уменьщение напора ниже 5 см столба жидкости приводит к существенному снижению скорости травления. Увеличение напора свыше 30 см столба жидкости даже при использовании самых совершенных зашитных композиций, таких как Rocket-Etch, Velv-Etch, невозможно в связи с резким снижением скорости травления за счет полной пассивации поверхности формы. Формула изобретения Способ изготовления цинкографских печатных форм, заключающийся в том, что пластины с изображением травят эмульгированным подогретым водным раствором с азотной кислотой в количестве 13,5- 14,5% и защитной композицией, при этом эмульгированный раствор подают на пластину с изображением под давлением, о тличающийся тем,что, с целью повышения производительности с одновременной экономией защитной композиции и эмульгированного раствора на единицу обрабатываемой поверхности и улучшением его технологических характеристик, подогревают эмульгированный раствор до 34- 40°С и подают на пластину с изображением под давлением 5-30 см столба жидкости, а количество защитной композиции выбирают в пределах 2,,9% от общего объема эмульгированного раствора.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 375619, кл. G 03F 7/02, 1971.
2. Технологическая инструкция цо процессам травления газетных полос, переданных по каналам связи. - М., изд-во «Правда, 1975, с. 3-4 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термообработки цинкографских копий | 1985 |
|
SU1293037A1 |
| Способ изготовления цинкографских клише | 1978 |
|
SU709391A1 |
| Способ травления печатных форм высокой печати | 1961 |
|
SU147198A1 |
| Защитный состав для эмульсионного травления цинковых сплавов | 1982 |
|
SU1071667A1 |
| Машина для травления рельефных форм | 1982 |
|
SU1126630A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ | 1971 |
|
SU294540A1 |
| Светочувствительный состав | 1975 |
|
SU541138A1 |
| Способ очистки отработанного траящего раствора | 1983 |
|
SU1096237A1 |
| Способ травления печатных форм из сплава цинка | 1982 |
|
SU1092210A1 |
| Состав для однорастворного травления форм глубокой печати | 1978 |
|
SU716875A1 |
о
2J
/fo urecmffo защитной JffCnojut4Uij°/g
Фиг.
Напор струи, см столба жидкости Фиг 2
