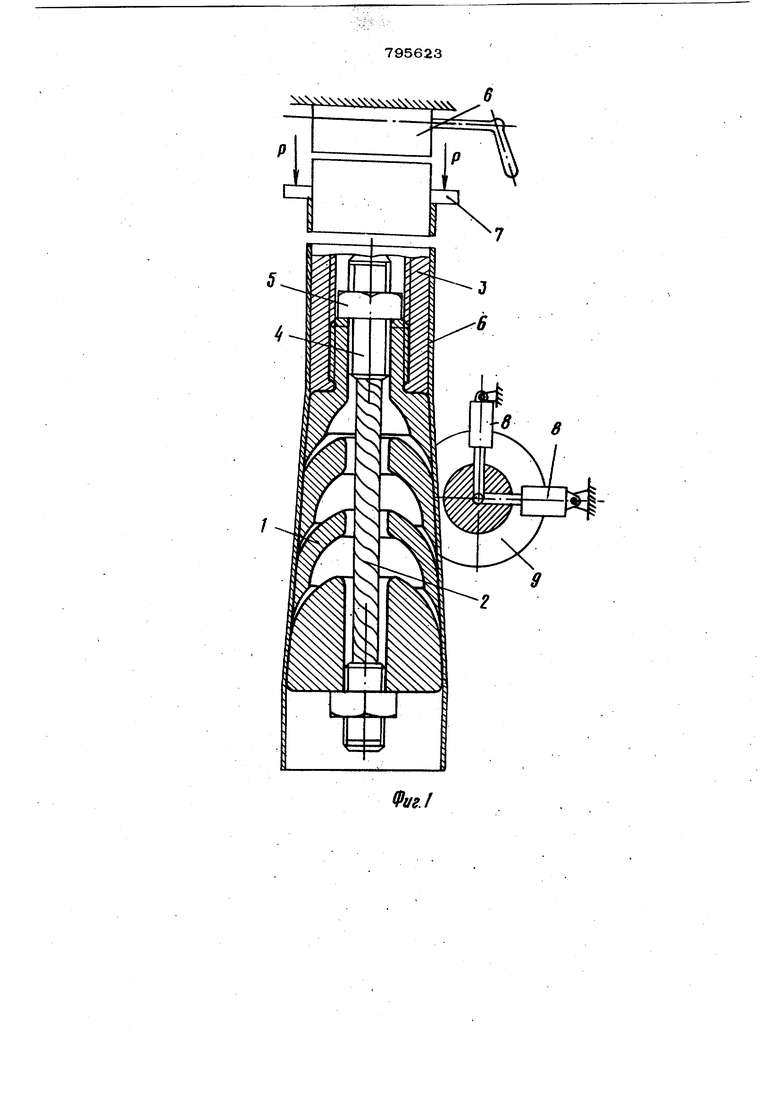
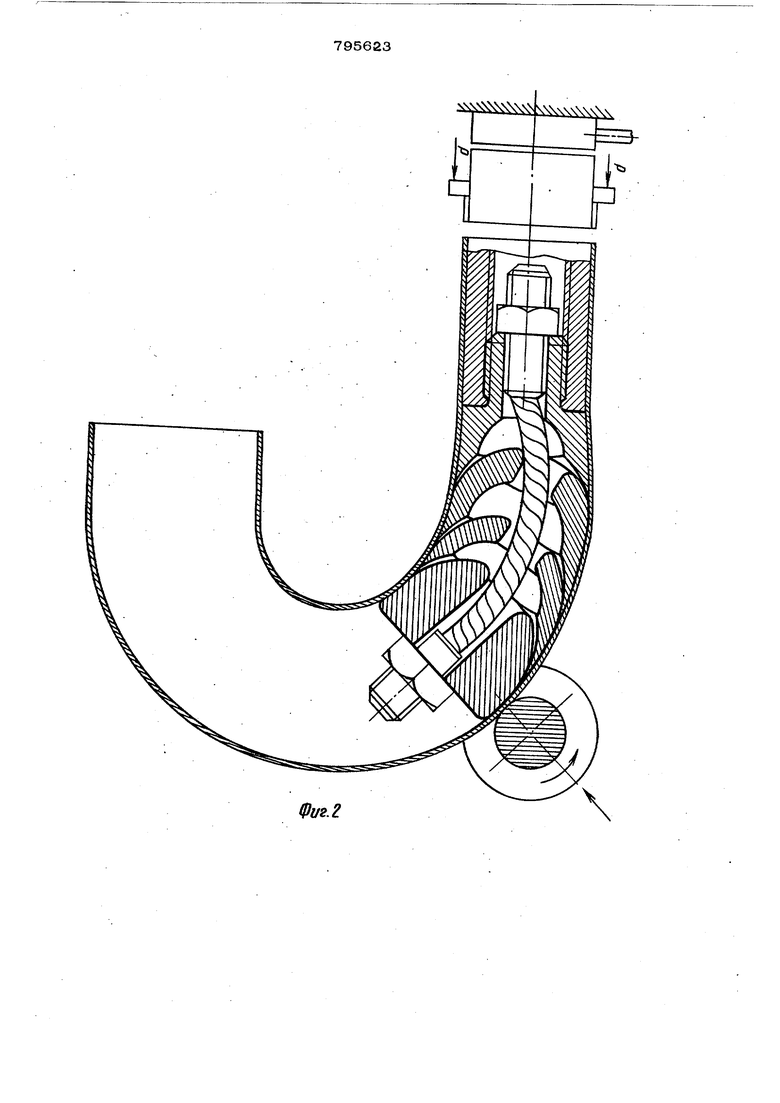
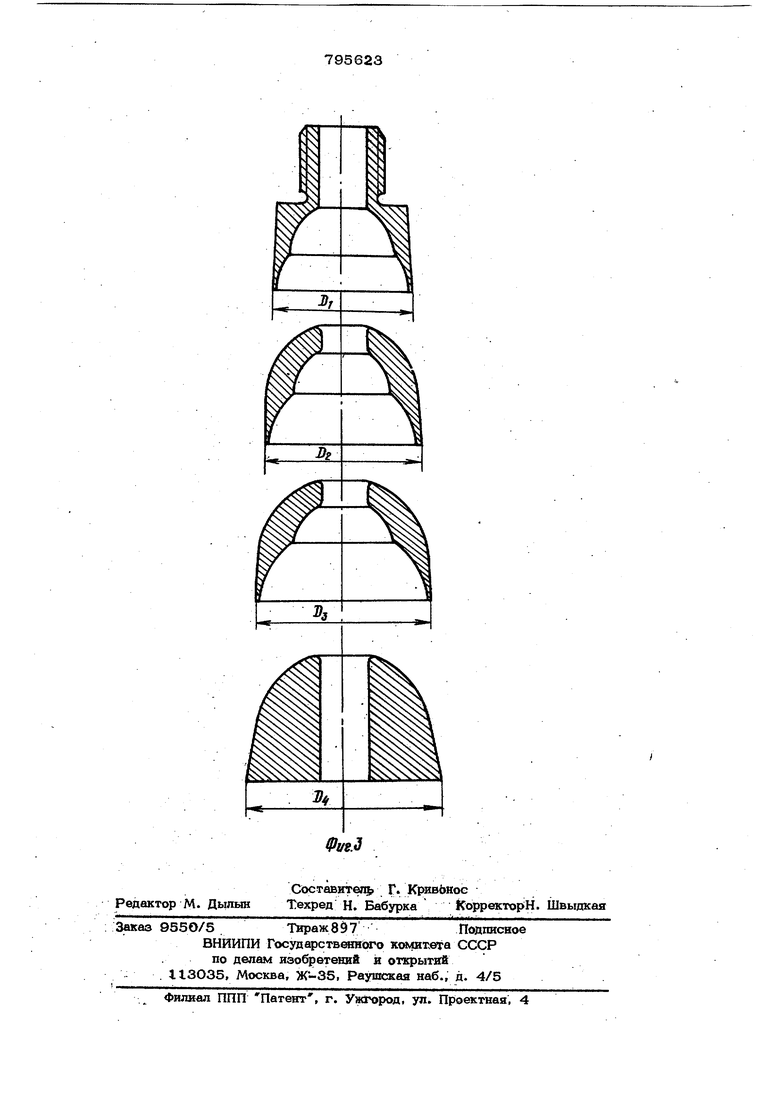
(54) ОПРАВКА ДЛЯ ГИБКИ ТРУБ 379 Цель изобретения - повышение качества изгибаемых труб. Поставленная цель достигается тем, что рабочая поверхность каждого звена выполнена по конусу, а контактирукидие между собой поверхности звеньев по сфере, причем диаметр каждого последук щего звена больше диаметра предыдущего. На фиг. t изображена оправка; на фиг. 2 - оправка в рабочем положении; на фиг. 3 - звенья оправки. Оправка содержит набор звеньев I, соединенных между собой тросом 2. Каждое звено вьтолнено с конической рабочей поверхностью. Контактирующие между собой поверхности звеньев выполнены сферическими. Причем пер1зое звенр имеет только коническую поверхность и является направляющим. Второе и по-, следующие звенья являются формообразую щими последнее звено - калибрующее. При этом диаметр каждого последующего звена больше диаметра предыдущего, т.е. D1 Ъ2. (фиг.З). При состыковке всех звеньев и соединении их тросом образуется конусообразная оправка (фиг.l). Первое звено имеет резьбу для крепления оправки на вал 3 устройства для гибки. Трос 2 имеет на концах жест ко закрепленные втулки 4 с резьбой. Плотное соединение звеньев между собой достигается при помощи гаек 5, устанавливаемых на втулки 4. Оправка работает следукяцим образом. Оправку при помощи резьбы закрепляют на валу 3 устройства для гибки. Трубу 6, предназначенную для гибзш с нане сенной на внутреннюю поверхность смазко устанавливают на вал 3. Сиравкупредварительно нагревают до определенной температуры в. зависимости от марки материала трубы и автоматически поддерживают постоянной во время процесса гибки. Загеял приводят в движение подвижную траверсу 7 устройства, котороая перемещает трубу 6 по валу 3 с усилием Р и протал кивает ее по неподвижной оправке. При необходимости изогнуть трубу 6 в определенном месте приводят в движение поджиАЛНое устройство 8, которое перемешает ролик 9 с усилием Г в попере koM направлении. Переместив ролик 9 (фиг. 2), оправка примет форму, рогообразного сердечника. При протяжке трубы по такой оправкепроисходит концентрическая раздача трубы, а это приводит в свою очередь к равномерному перерас3пределению металла трубы по окружности. Так как трение трубы о внутреннюю сто1эону изогнутой оправки больше, то и деформация металла в данном месте тоже больше, что приводит к изгибу трубы. Если дальше необходимо создать прямо/шнейный участок трубы, то отводят ролик 9 в исходное положение. При необходимости получить гибку труб в разных плоскостях, необходимо вал 3 совместно с tJ3y6oft б повернуть на опредеенный угол. Оправка, благодаря выполнению звеньев с конической рабочей поверхностью и сферическими поверхностями соединения между собой звеньев, и -соединению звеньев тросом, позволяет образовыватьрогообразную оправку с любым радиусом Ьйба в любой плоскости и в любом месте трубы. Оправка обеспечивает при этом высокое качество гибки, так как при проталкивании трубы по конусообразной оправке происходит концентрическая раздача трубы, что приводитк равномерному перераспределению металла грубы по окружности. Кроме того, сферические контактирующие поверхности и конические рабочие поверхности звеньев образуют конусообразную оправку без зазоров между звеньями, что oбecпe iивaeт полуюсопряженность поверхности оправки с внутренн ёй поверхностью изгибаемой трубы, в результате качество трубы повышается, а также появляется возможность получения цельнотянутого трубопровода в целом с крутыми радиусами , 1,5 D грубы. Формула изобретения . Оправка для гибки труб, состоящая из набора звеньев, шарнирно соединенных между собой тросом, о т л и ч а ющ а я с я тем, что, с целью повышения качества изгибаемых ,труб, рабочая поверхность каждого звена вьшолнена по конусу, а контактирующие между собой поверхности звеньев по сфере, при. этом диаметр каждого последукшего звеш больше диаметра предыдущего. Источники информации, принятые во вниманиеи при экспертизе 1.Авторское свидетельство СССР N9 515550, кл. В 21D 9/12, 19722.Авторское свидетельство СССР № 554041, . В 21 Ь 9/03. 1973.
NN 4 V 444 444444444
Фаг./ Фиг. 2