1
Изобретение относится к обработке; металлов давлением, а именно.к устройствам для изготовления наружньк и внутренних резьб накатыванием.
Известна рез-ьбонакатная головка, содержащая резьбонакатные и резьбонарезные инструменты tl.
Недостаток указанной головки заключается в сложности ее конструкции и невозможности накатывания резьб на вязких труднообрабатываемых материалах.
Наиболее близким решением из известных является головка,содержащая расположенные в корпусе равномерно по окружности резьбонакатные ролики с кольцевой нарезкой 2,,
Недостатком указанной головки является то, что в результате наличия в головке роликов сравнительно большого диаметра не представляется возможньал накатывать резьбы на трУднодеформируегллх материалах.
Цель изобретения - расширение технологических возможностей.
Указанная цель достигается тем, что ролики выполнены с разньвхи диаметрами, ролики меньшего диаметра расположены:между роликалда большего диаметра, а геометрические оси роликов большего и меньшего диаметров расположены от оси корпуса на расстоянии равном половине разности диаметров роликов.
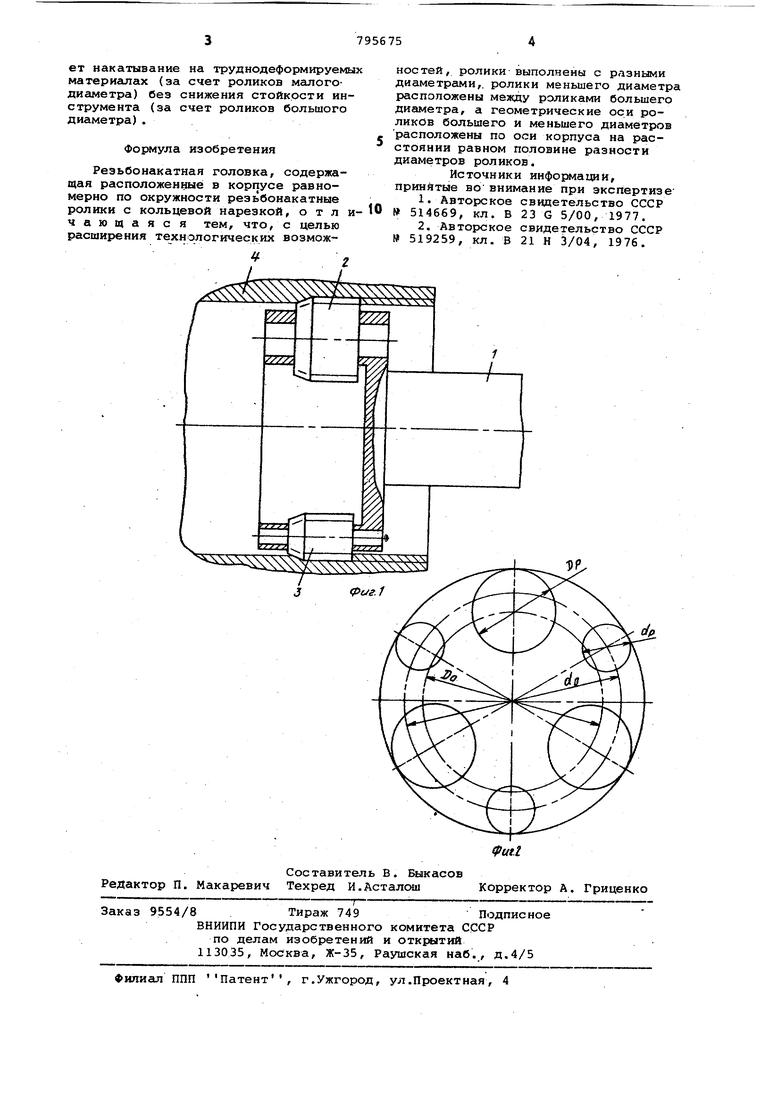
На фиг.1 изображена резьбонакатная головка, продольный разрез; на фиг.2 - схема расположения роликов вокруг оси головки.
В корпусе 1 размещеил поочередно
O (через один) свободно вращающиеся резьбонакатные ролики различных диа;метров - большие 2 и малые 3. Большие ролики 2, выполненные с диаметром Dp, расположены на окружности
5 диаметра D, которий меньше диаметра d окружности расположения малых роликов, выполненных с диаметром dp, на величину разности диаметров .роли-. ков, т.е. все указанные диаметры связаны зависимостью Dp Dj,- d.
При работе большие 2 и малые 3 ролики, перекатываясь по поверхности обрабатБшаемой детали 4, накатывают на ней резьбу. Причем, наличие роли5ков малого диаметра обеспечивает оптимальные условия формирования резьбового профиля, а большого.диаметра достаточную стойкость инструмента.
Предлагаемая головка улучшает условия резьбообразования и осуществля0ет накатывание на труднодеформируем материгшах (за счет роликов малогодиаметра) без снижения стойкости ин струмента (за счет роликов большого диаметра). Формула изобретения Реэьбонакатная головка, содержащая расположенные в корпусе равномерно по окружности резьбонакатные ролики с кольцевой нарезкой, о т л чающаяс я тем, что, с целью расширения технологических возможностей, ролики-выполнены с разными диаметрами,, ролики меньшего диаметра расположены между рэликами большего диаметра, а геометрические оси роликов большего и меньшего диаметров расположены по оси корпуса на расстоянии равном половине разности диаметров роликов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 514669, кл. В 23 G 5/00, 1977. 2.Авторское свидетельство СССР № 519259, кл. В 21 Н 3/04, 1976.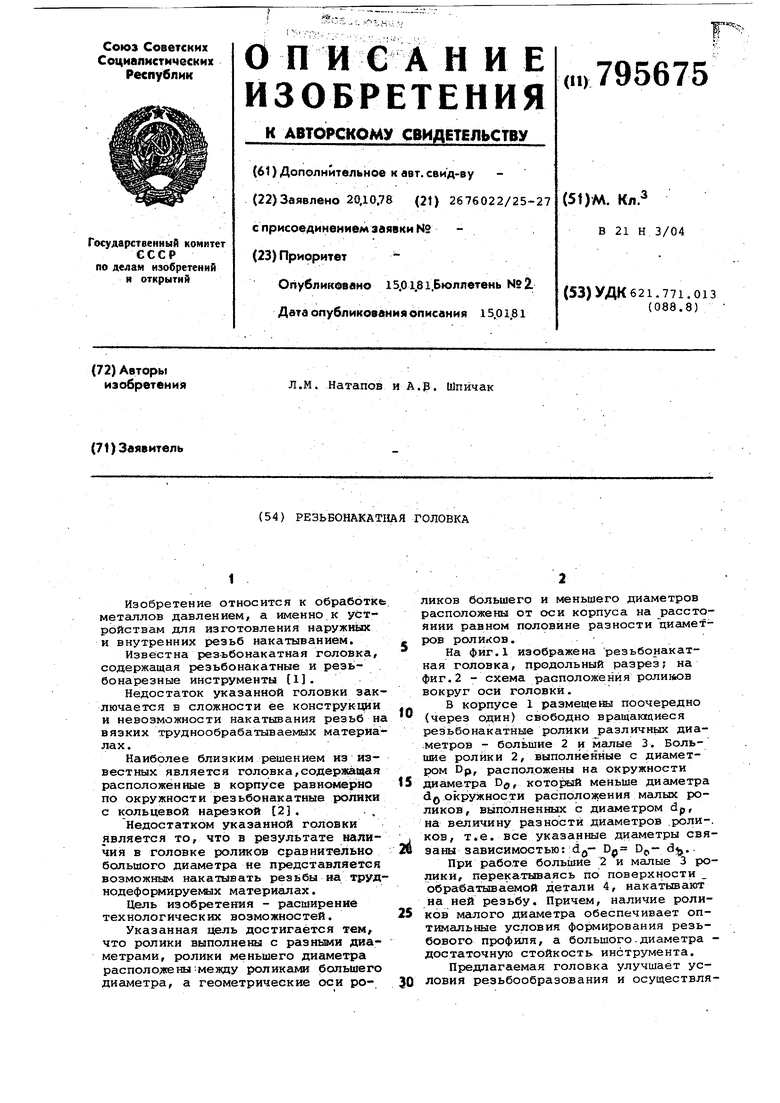
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатаная головка | 1978 |
|
SU664730A1 |
| Резьбонакатная головка | 1978 |
|
SU774737A1 |
| Резьбонакатный инструмент | 1978 |
|
SU719770A1 |
| Резьбонакатная головка | 1978 |
|
SU912362A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU732061A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Резьбонакатная головка | 1982 |
|
SU1058697A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654339A1 |
