(54) МНОГОЭЛЕКТРОДНАЯ СВАРОЧНАЯ МАШИНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэлектродная сварочная машина | 1987 |
|
SU1611637A1 |
| Многоэлектронная сварочная машина | 1990 |
|
SU1770104A2 |
| Многоэлектродная сварочная машина | 1984 |
|
SU1181822A1 |
| Устройство для шагового перемещения | 1982 |
|
SU1032259A1 |
| Машина для многоточечной контактной сварки | 1986 |
|
SU1368134A1 |
| Устройство для обработки кулачков | 1979 |
|
SU795753A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| МЕХАНИЗМ ИЗМЕНЕНИЯ ФОРМЫ СТРОЧКИ ШВЕЙНОЙ МАШИНЫ "ЗИГЗАГ" | 1990 |
|
RU2023086C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Привод прерывистого движения грузонесущего органа упаковочной машины | 1984 |
|
SU1284893A1 |
1
Изобретение относится к области металлообработки и может найти применение, в частности в машинах для контактной многоточечной сварки.
Известна установка для контактной точечной сварки, содержащая поворотный стол, реечную передачу с переставляющими зубьями, поворотный упор, пневмоцилиндр 1.
Недостатком этой установки является то, что различные щаги получаются только за счет перестановки зубьев, а время движения и время выстоя обеспечивается за счет системы управления. Такая конструкция сложна и не позволяет выполнять сварку точек с различным Шагом.
Известно устройство, содержащее программный диск с выступами, и бесконтактный датчик 2.
Недостатком этого устройства является то, что не обеспечивается достаточная точность щага точек, ограничена возможность программирования. Кроме того, необходимость частых включений и отключений привода вращения создают неблагоприятные условия его работы и снижают производительность.
Известна многоэлектродная сварочная мащина, содержащая станину, приводы сжатия электродов, барабан с устройством базирования свариваемых деталей, связанный при помощи механизма «мальтийского креста с программным устройством 3.
Недостатком этой мащины является то, что из-за применения для связи поворотного стола с кулачковым валом механизма «мальтийского креста отсутствует возможность программирования соотнощения времени поворота стола и времени его выстоя, так как механизм «мальтийского креста имеет жесткую зависимость отношения времени движения и времени выстоя и для его изменения необходимо изменять параметры механизма. Во время выстоя «креста мальтийского механизма (т.е. во время выстоя стола) производятся технологические операции (загрузка, выгрузка, сварка и т.п.). Длительность технологических операций обычно бьшает различной и, следовательно, при данной конструкции мащины длительность выстоя должна быть принята по наибольшей длительности технологической операции, а это ведет к резкому снижению производитель
ности машины и сужению ее технологических возможностей. Кроме того, принятая система фиксации стола в этой машине (за счет фиксатора водила «мальтийского креста) ненадежна и требуется установка дополнительных тормозов или фиксаторов.
Цель изобретения - повышение производительности и расширение диапазона программирования шагов свариваемых точек.
Поставленная цель достигается тем, что водило механизма «мальтийского креста выполнено в виде ведущей звездочки цепной передачи, а цевки водила установлены с шагами, пропорциональными длительности технологических операций между двумя последовательными поворотами барабана на шаг, при этом количество цевок на цепи равно количеству поворота барабана на шаг за цикл работы машины.
Фиксатор «мальтийского креста выполнен в виде двуплечего рычага и установлен с возможностью взаимодействия одним концом с пазом «мальтийского креста, а другим - с цевками цепи.
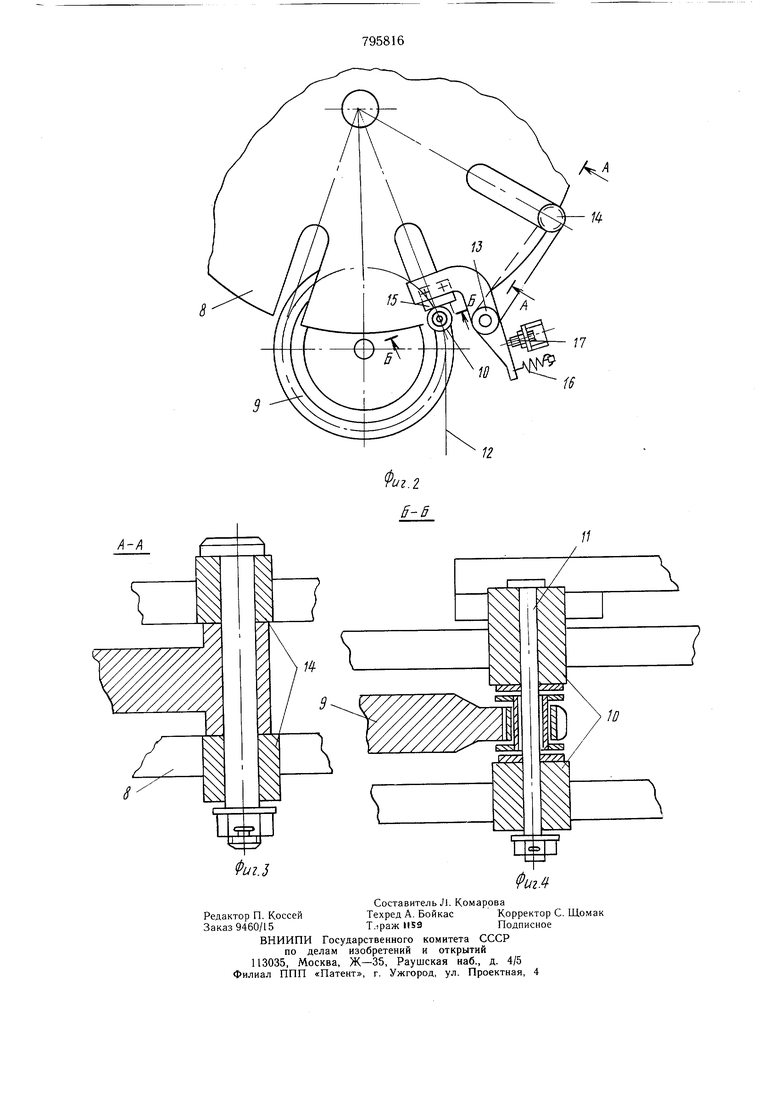
На фиг. 1 изображена машина, обший вид; на фиг. 2 - фиксатор мальтийского креста; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Многоэлектродная сварочная машина содержит станину 1, барабан 2 с устройствами базирования свариваемой детали 3, приводы сжатия 4 сварочных электродов, сварочные трансформаторы 5.
Барабан 2 связан с программным устройством 6 посредством механизма 7 «мальтийского креста. Механизм 7 «мальтийского креста содержит «крест 8, водило 9, выполненное в виде ведушей звездочки цепной передачи программного устройства 6, а цевки 10 водила 9 установлены на осях И цепи 12, причем цевки 10 установлены с шагами пропорциональными (коэффициент пропорциональности зависит от конкретных размеров элементов машины, длительности цикла и т.п.) длительности технологических операций между двумя последовательными поворотами барабана 2 на шаг, а количество цевок 10 на цепи 12 равно количеству поворотов на шаг барабана 2 за цикл работы машины. Имеется фиксатор 13, выполненный в виде двуплечего рычага, на одном конце которого установлена втулка 14, взаимодействующая с радиальными пазами «креста 8, а на другом установлена планка 15, взаимодействуюшая с цевками 10. Прижатие втулок 14 к «кресту 8 обеспечивается пружиной 16, а глубина входа втулок 14 в пазы «креста 8 ограничивается упором 17.
Машина работает следующим образом.
Свариваемые детали 3 укладываются на барабан 2 автоматическим устройством, не входящим в состав машины, и затем начинается автоматический цикл работы.
Приводы сжатия 4 подводят электроды к свариваемой детали 3 и производится сварка, после чего электроды отводятся. К этому времени одна из цевок 10 непрерывно движущейся цепи 12 входит в контакт с радиальным пазом «креста 8 и планкой 15. При этом цевка 10 вначале нажимает на планку 15 и, поворачивая фиксатор 13, выводит втулки 14 из радиального паза «креста 8, а затем, взаимодействуя с радиальным пазом «креста 8, начинает поворачивать
последний. Цевка 10 перемещается по траектории, совпадающей с делительным диаметром водила 9, выполненного в виде звездочки, и выходит из контакта с планкой 15. При этом под действием пружины 16 втулки 14 фиксатора 13 прижимаются к периферии «креста 8. Цевка 10 вращает «крест 8 до тех пор, пока не выйдет из контакта с его радиальным пазом. К этому времени следующий радиальный паз «креста оказывается против втулок 14 фиксатора 13 и
0 под действием пружины 16 втулки 14 входят в паз «креста 8, фиксируя его. «Крест 8 находится в зафиксированном состоянии до тех пор, пока следующая цевка 10 не войдет в контакт с планкой 15 и радиальным
J пазом «креста 8, а шаг установки цевок 10 выбран таким, что при данной скорости перемещения цепи 12 он пропорционален времени поворота «креста 8 на один шаг плюс времени выстоя (время выстоя определяется длительностью операций сварки,
ц так как во время выстоя осуществляется сварка). Операции сварка-поворот «креста 8 на шаг (следовательно и барабана 2) продолжаются до тех пор, пока все точки на детали 3 не сварены и настанет момент автоматической выгрузки сваренной детали 3 и загрузки следующей. Поскольку время загрузки-выгрузки значительно больше времени сварки, то в этом случае последующая цевка 10 устанавливается от предыдущей с большим щагом, пропорциональным времени поворота на шаг плюс время для загрузки-выгрузки. Далее цикл повторяется. Конструкция машины позволяет повысить производительность и расширить технологические возможности машины, так как обеспечивает при одном и том же времени поворота барабана на шаг любое оптимальное время технологических операций; любое количество последовательно выполняемых шагов; любую переменную величину шага поворота (шага свариваемых точек), кратную наименьшему шагу. Кроме того, конструкция фиксатора повышает надежность работы машины за счет надежного фиксирования барабана во время выстоя (сварки).
Формула изобретения
Многоэлектродная сварочная машина, содержащая станину, приводы сжатия электродов, барабан с устройствами базирования свариваемых деталей, связанный при помощи механизма «мальтийского креста с программным устройством, отличающаяся тем, что, с целью повышения производительности и расширения диапазона программирования шагов свариваемых точек, водило механизма «мальтийского креста выполнено в виде звездочки цепной передачи, а цевки водила установлены на цепи с шагами, пропорциональными длительности технологических операций между двумя последовательными поворотами барабана на шаг, при этом количество цевок на цепи равно количеству поворотов барабана на шаг за цикл работы машины.
Источники информации, принятые во внимание при экспертизе
