(54) СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОМБИНИРОВАННЫМ НАКАТЫВАНИЕМ | 2007 |
|
RU2345876C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЛИННОМЕРНОГО СТАЛЬНОГО ТЕЛА ВРАЩЕНИЯ | 2006 |
|
RU2303651C1 |
| Способ обработки поверхности трения | 1989 |
|
SU1732232A1 |
| ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1997 |
|
RU2117566C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЗЬБОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2539137C1 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2423219C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| Способ восстановления изношенных стальных деталей | 1977 |
|
SU686467A1 |
| ЭЛЕКТРОХИМИЧЕСКОЕ ПОКРЫТИЕ ИЗ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИТА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2405068C1 |
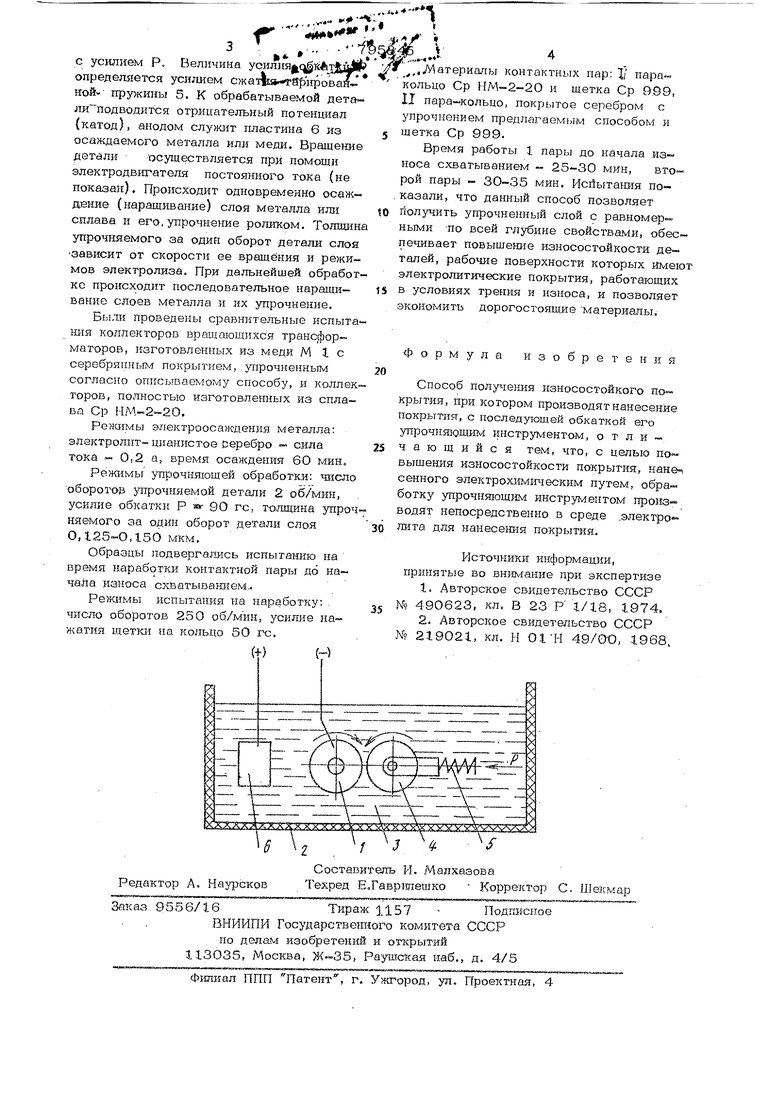
Изобрете1ше относится к машиностроению и приборостроению и может быть использовано для повышения износостойко-®ти деталей машин и приборов, работающих в условиях трения. Известно устройство, реализующее спо соб нанесе шя покрытий на детали ферромагнитными пороипсами в магнитном пале, при котором нанесенное покрытие обкатывают упрочняющим инструментом, что приводит за счет пластического деформирования нанесенного слоя к увеличению плотности и износостойкости покрытияfll Однатсо при обкатыванри покрытия происходит процесс диффузии кислорода воздуха в металл покрытия, что приводит к развитию окислительных процессов при трении и снижению износостойкости деталей. Известен также способ изГотовлешш контактов, основанный на механической обработке контактной поверхности в среде электролита д. Однако при -данном способе не осуществляется упрочнение-поверхностных слоев, что ухудшает износостойкость деталей. Цель изобретения - повышение изно- СОСТОЙ7СОСТИ покрытия, нанесенного электрохимическим путем. Поставленная пель достигается, тем что обработку упрочняющим инструментом производят непосредственно в среде электролита для нанесения покрытия. На чертеже изображено устройство, реализующее предлагаемый способ. Обрабатываемая деталь I помещена в ванну 2 с электролитом 3. В ванне 2 расположены также упрочняющий инстру- 4, тарированная пружина 5, воздействующая на ролик 4 и анод 6. Нанесение покрытия осуществляется следующим образом. Обрабатываемой детали I, погруженной в ванну 2 с электролитом 3, придают вращательное движение. Ролик 4 контактирует с обрабатываемой поверхностью
