Известно, что газовая сварка, применяемая при изготовлении сложных сварных конструкций, характеризуется низкой производительностью и обладает целым рядом недостатков технологического характера. Основными из них являются возникновение трещин вследствие перегрева, коробление и понижение механических свойств конструкций.
Лучшие результаты дает электродуговая сварка, но отсутствие плавных переходов от наплавленного метал.ча к основному, особенно в начале и в конце шва, ухудшает механические свойства сварного соединения и снижает вибрационную стойкость.
По предлагаемому способу применяется комбинированная сварка изделий, основанная на использовании положительных свойств газовой и электродуговой сварки. При этом места наибольшей концентрации напряжений сварных швов выполняют с помощью газовой или атомно-водородной сварки, а остальные-с помощью электродуговой. Такой способ обеспечивает высокое качество сварки и увеличение производительности труда при значительном снижении брака из-за трещин, коробления и непровара.
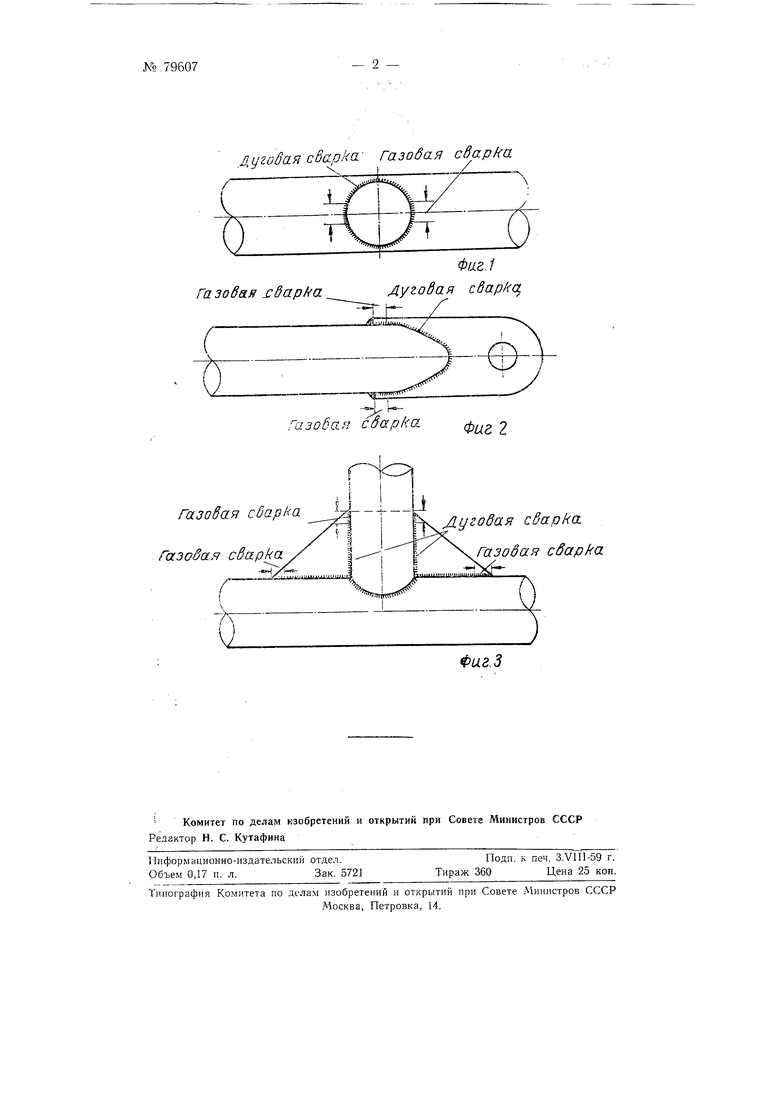
На фиг. 1, 2 и 3 изображены эскизы изделий, сваренных по предлагаемо.мз способу.
Применять указанный способ следует при изготовлении конструкций, из стали толщиной 1,2 мм и выще- подвергающихся ударным и вибрационным нагрузкам.
Газовая сварка выполняется на следующих местах:
а)в острых углах в трубчатых соединениях (фиг. 1);
б)в концах щвов во врезных углах и косынках (фиг. ,2);
в)в завязках швов в ребрах жесткости и ущках (фиг. 3).
Предмет и з о б р е т е н и я
Способ комбинированной сварки изделий с применением газовой (либо атомно-БОДородной) и электродуговой сварки, отличающийся те.м, что .места наибольшей концентрации напряжений сварных швов выполняют с помощью газовой или атомно-водородной сварки, а остальные-с помощью электродуговой.
Лцгобая cBaokfL Газовая ceapka.
Газовая Sapf/a
Газобая cSapha. ф
Газовая cSapha Газобая сварка
Фаг.1 Дуговая с6ар/ а.
Ч (-0Дуговая c6apk(L Га зоба я сварка
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой электрической сварки | 1933 |
|
SU51251A1 |
| Способ сварки легких сплавов | 1950 |
|
SU91605A1 |
| Способ изготовления полых сварных металлических сосудов | 1949 |
|
SU148423A1 |
| Способ контактной сварки | 1947 |
|
SU77212A1 |
| Способ изготовления сложно-комбинированного осесимметричного сварного изделия | 2020 |
|
RU2741737C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2344026C2 |
| Машина для изготовления сварных двухслойных спиральных труб | 1958 |
|
SU119280A1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| Способ сварки в защитных газах методом плавления алюминиево-бериллиевого сплава марки АБ | 1958 |
|
SU121519A1 |
| Машина для изготовления сотового набора | 1957 |
|
SU114884A1 |