Изобретение относится к машинам для изготовления сварных двухслойных спиральных труб с гофрированной внутренней стенкой.
Известные подобные машины, также содержаш,ие устройство для спиральной навивки и сварки плоской наружной стенки трубы и устройство для формовки, зубчатыми роликами и сварки гофрированной внутренней стенки трубы, не обеспечивают нужной производительности и непрерывности рабочего процесса.
Для устранения этого недостатка предлагается,устройство для формовки и сварки внутренней стенки трубы располагать на консоли и при работе вводить во внутреннюю полость трубы, а направляющие для лент при формовке внутренней и наружной спиралей располагать так, чтобы обе спирали образовывали между собой угол, обеспечивающий перекрещивание лент.
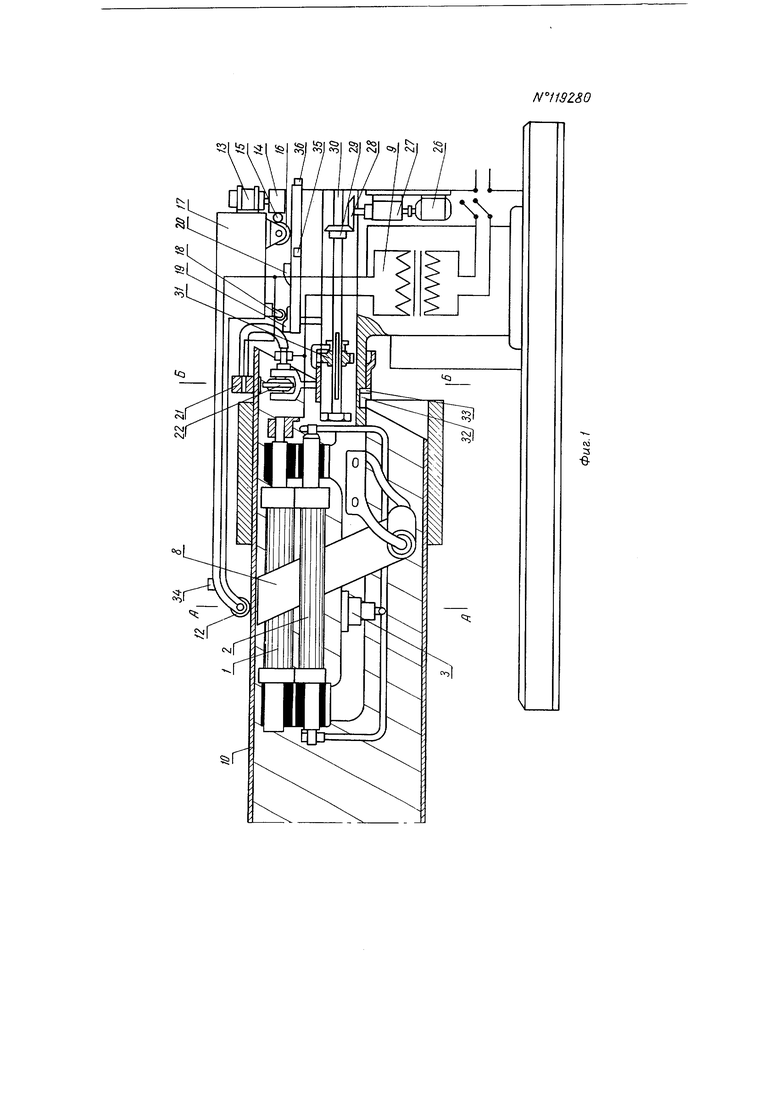
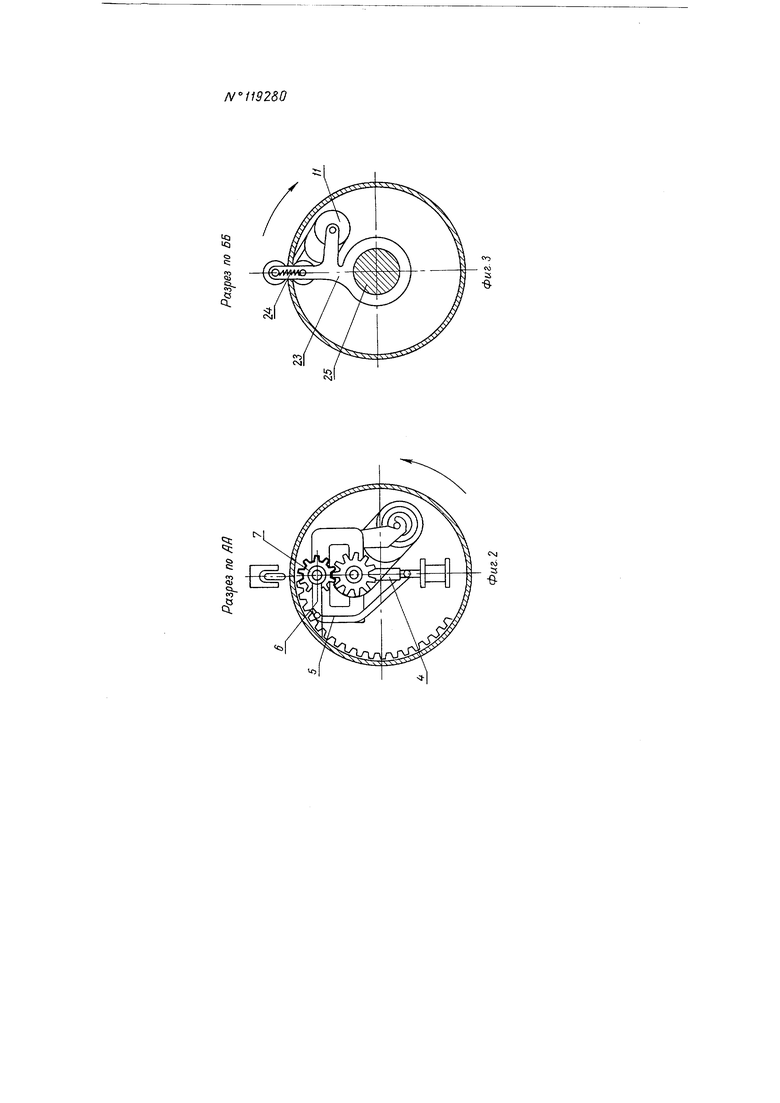
На фиг. 1 показана предлагаемая машина; на фиг. 2 и 3-разрезы по АА и ББ на фиг. 1.
Профилирующие валки 1 и 2 имеют принудительное вращение и {Раздвигаются при помощи пневмоцилиндра 3 и тяги 4. Тяга 5 присоединена шарнирно одним концом к рычагу 6 с храповым механизмом 7 а другим концом - к тяге 4. Металлическая лента 8, образующая внутреннюю стенку трубы, проходит между формующими валками, из которых валок 1 выполнен из меди и при помощи скользящего токоподвода соединен со сварочным трансформатором 9. Валок 2 - стальной.
Получившая гофрировку лента 8 приваривается к наружней стенке 10 трубы, которая также сваривается спиральным швом из ленты 11. Ролик 12 из меди присоединен ко второму полюсу сварочного трансформатора и получает возвратно-поступательное движение от электродвигателя 13 через редуктор М и цилиндрические шестерни 15 и 16. Сварочное давление создается грузом, расположенным на тележке 17. Упор 18 и клинья 19 и 20 обеспечивают подъем ролика 12 во время поворота валка 1 на один зуб при помощи цилиндра 3. Ролики 21 и 22, располо№ 119280
женные на рычаге 23, предназначены для сварки наружной стенки 10 из ленты. Пружина 24 создает давление сварки. Рычаг 23 вращается при помощи хобота 25, электродвигателя 26, редуктора 27, шестерен 28 и 29, вала 30 и щестерни 31, сцепляющейся с венечной шестерней в ступице рычага 23. Винтовая канавка 33 и поводок 33 создают поступательное движение рычагу 23. Упор 34, расположенный на тележке 17, переключает кран подачи воздуха в цилиндр 3. Конечные выключатели 35 и 36 переключают электродвигатель 13 на обратньш ход.-
При работе валкам / и 2 сообщается преры вистое вращение, в процессе которого 40рмуется гофрированная внутренняя стенка трубы. Эта стенка приваривается роликом 12 к наружной стенке трубы. Работа машины происходит автоматически. Консольное расположение механизмов для формовки и сварки ленты в трубу обеспечивает непрерывный процесс изготовления трубы.
Пр едмет изобретения
Машина для изготовления сварных двухслойных спиральных труб с гофрированной внутренней стенкой, содержащая устройство для спиральной навивки и сварки плоской наружной стенки трубы и устройство для формовки зубчатыми роликами и сварки гофрированной внутренней стенки трубы, отличающаяся тем, что, с целью обеспечения непрерывности в работе и повышения производительности, устройство для формовки и сварки внутренней стенки расположено на консоли и при работе вводится во внутреннюю полость трубы, а направляющие для лент при формовке внутренней н наружной спиралей расположены так, что обе спирали образуют между собой угол, обеспечивающий перекрещивание лент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сварных сотовых панелей | 1957 |
|
SU113272A1 |
| Машина для изготовления сотового набора | 1957 |
|
SU114884A1 |
| Автомат для продольной сварки ленточных гладких и гофрированных материалов | 1959 |
|
SU145289A1 |
| ПЛАСТМАССОВАЯ СЛИВНАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2355935C1 |
| СТАНОК ДЛЯ ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 2006 |
|
RU2324559C2 |
| Способ изготовления многослойной трубы | 1988 |
|
SU1579598A1 |
| Способ изготовления спиралешовной трубы из ленты | 1974 |
|
SU652869A3 |
| Устройство для изготовления спиральношовных труб из металлической полосы | 1984 |
|
SU1281161A3 |
| Установка для сборки и контактной сварки труб со спиральными ребрами | 1990 |
|
SU1816597A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Л. М. СтрувеГр. 98
Информационно-издательский отдел.Подп. к печ. 24.IV.-59 г.
Объём 0,34 П. Л. Зак. 2825Тираж 5iOЦена 50 коп.
Типография Комитета по делам изобретений н открытий при Совете Министров СССР
Москва, Петровка, 14.;
w 3
&
ua
IQ
5
