Предмет изобретения относится к способам контактной шовной сварки стыковых соединений особенно ответственных деталей из высококачественных нержавеющих сталей и сплавов.X
Существующие способы сварки стыковых соединений металлических изделий, как, например, .кислородно-ацетиленовая, электродуговая, атомно- водородная и другие, обладают рядом существенных недостатков, делающих неприемлемым применение этих методов для стыковой сварки ответственных деталей. Глаенейщие из этих недостатков следующие.
1.Выгорание в процессе плавления легирующих прИмесей и насыщение металла сварного щва окислами, углеродом, шлаковыми включениями, газовыми пузырями и т. п.
2.Сильный перегрев металла в зоне сварки.
3.Появление трещин главным образом в зоне сварного шва.
4.Сильное коробление свариваемых конструкций и т. п.
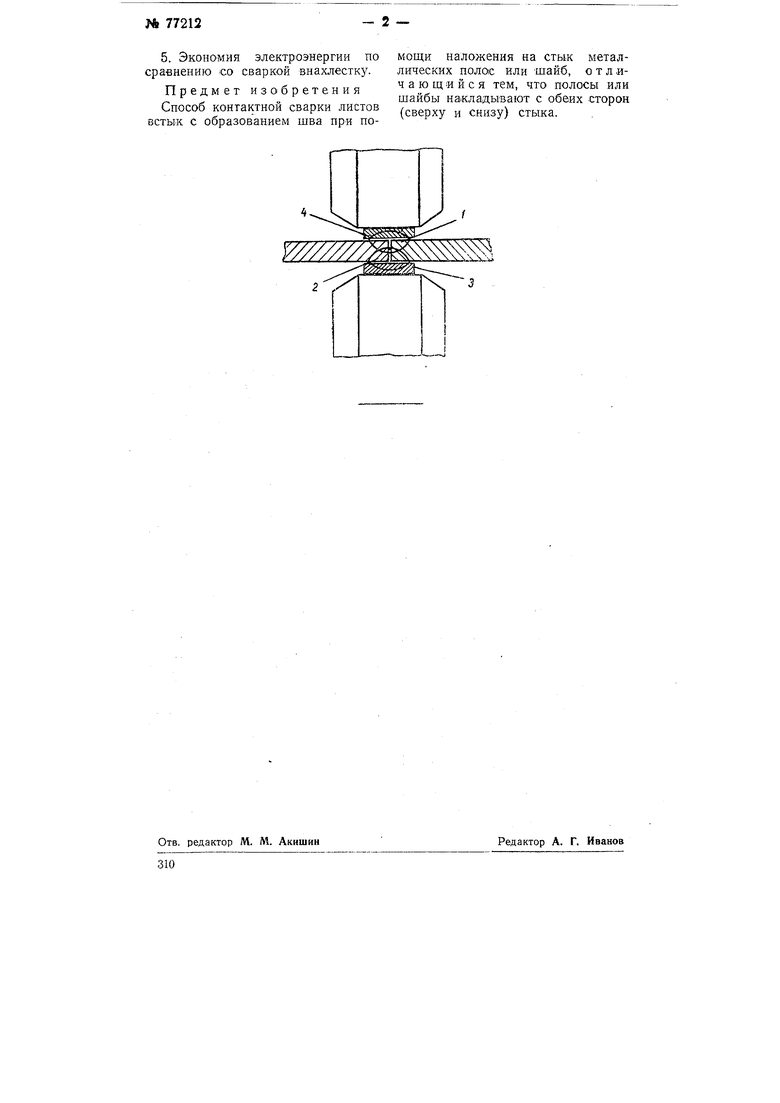
Описываемый ниже способ не имеет вышеуказанных недостатков л заключается в том, что при контактной сварке листов встык с обеих сторон стыка накладывают полосы или шайбы.
На чертеже изображены свариваемые детали 1 и 2, кромки которых сближаются, образуя стык, на который снизу и сверху по всей длине шва накладываются тонкие полоски 3 и 4 КЗ такого же металла, из какого выполнена сама деталь, фиксируемые в определенном положении относительно шва при помощи точечной прихватки. Затем производится при помощи роликов обычная контактная шовная электросварка на соответствующем стандартном сварочном аппарате.
Избыточный материал накладок можно удалять механическим путем, оставляя только сегменты швов. Таким же .образом можно производить -стыковую точечную сварку, применяя в качестве накладок тонкие шайбы или прямоугольники.
Преимуществами предлагаемого способа контактной сварки стыковых соединений являются.
1.Высокая прочность смрных соединений, не уступающая прочности основного материала.
2.Незначительные внутренние напряжения в металле.
3.Однородность сварного шва (отсутствие посторонних включений, газовых пузырей и т. п.).
4.Расширение пределов толщин свариваемых деталей.
309
5. Экономия электроэнергии по сравнению со сваркой внахлестк
Предмет изобретения Способ контактной сварки листов встык с образованием шва при помощи наложения на стык металлических полос или шайб, отличающийся тем, что полосы или шайбы накладывают с обеих сторон (сверху и снизу) стыка.
;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной сварки | 1986 |
|
SU1326410A2 |
| Способ контактной сварки | 1981 |
|
SU1136909A1 |
| Способ контактной сварки | 1985 |
|
SU1382619A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| Способ изготовления сварных конструк-ций | 1979 |
|
SU835678A1 |
| Конструкция стыка для сварки с остающейся накладкой | 1975 |
|
SU556916A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ ВНАХЛЕСТКУ | 1991 |
|
RU2022742C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО СВАРНОГО СОЕДИНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 2012 |
|
RU2520285C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЕМКОСТЕЙ | 1995 |
|
RU2144453C1 |
