Электрическая дуговая сварка металлпческим электродом по методу Славяпова получила шпрокое распрострапепие как в СССР, так п за грапицей.
Основпым недостатком сварки по методу Славяпова является большое окислепне ц азотироваппе шва, что делает последппй хрупким. Это обстоятельство направляло изобретательскую мысль к новым более совершенным способам сваркп II усовершенствованиям в отпошенпп электродов, обмазкн, флюсов. Позднее открытия Лапгмюнра, Александера п Кольберга разрешили проблему получения вязкого нанлавленпого металла. Атомно-водородная сварка, нредложенная Лангмюнром, и дуговая сварка в защитной среде но способу Александера и Кольберга (нокрытымн электродамп) вооружили сварочпую технику повыми способами сварки.
Два нервых способа пе получили, однако, широкого применения не только нотому, что они менее экономичны, а главным образом потому, что область их применения ограничена (сварка открытых доступных нижних швов). Кроме того, нри этом требуется наличие или ностоянного баллонного парка, или снециальной установки но добыванию водорода но нрпнцину электролиза, нли разложения аммиака, или других снособов. Все это усложняет и удорожает сварку в нроизводстве.
Предлагаемый снособ дуговой электрической сварки отличается от снособа Славяпова тем, что в дуге активно участвует водород; от способа Александера - том, что водород пе поступает из баллона или газопровода извпе, а находится в самом электроде; от снособа Кольберга - том, что не требует обмазки.
Насыщение нроволоки водородом осуществляется помощью травления. Давно известно, что травленпе стальной нроволоки в кислоте оказывает существенное влияние на сварочные качества нроволоки. Однако, как все нропзводнвшнеся до сего временн оныты, так и оиыты заявителя, показывают, что при номощи травленых электродов невозмолшо нолучить хороший сварной шов. При этом, чем больше концентрация травильного раствора и время выдержки, тем труднее производить сварку. Дуга с увеличением концентрации и временн травления становится все более и более неустойчивой, нроннканне наплавленного металла уменьшается до минимума и, наконец, наступает такой момент (наибольшая концентрация н время выдержки), когда зажечь дугу невозможно.
Временное сонротивление разрыву сварного шва, в случае сварки травлеными электродами, составляет всего 10- 15 кг/мм-.
Установлено, что на свариваемость
электродов имеет большое влияние процесс травления проволоки при ее изготовлении.
Совершенно другие результаты дает сварка насыщеииыми водородом (травлеными) электродами (это и составляет сущность изобретения), если вести сварку ие так, как это обычно делается, о иодведением положительного полюса источника тока к предмету, а отрицательного - к электроду, а наоборот, с присоединением электродов к иололштельному полюсу. Заявитель устаиовил эксиеримеитальнььм путем, что проволока, сильно травленая в кислоте и мало нригодная для сварки нри нормальной нолярности, дает ирекрасиые результаты при обратной полярности. При обратной иоляриости
(плюс на электроде) нормальная стальиая малоуглеродистая проволока, травленая кислотой, дает иовышение всех ноказателей при сварке по сравнению с проволокой, не подвергавшейся травлению и иримеияемой нри пормальпой нолярности. Увеличивается скорость сварки, улучшается внешний вид шва, повышаются его мехаиические качества и улучшается структура.
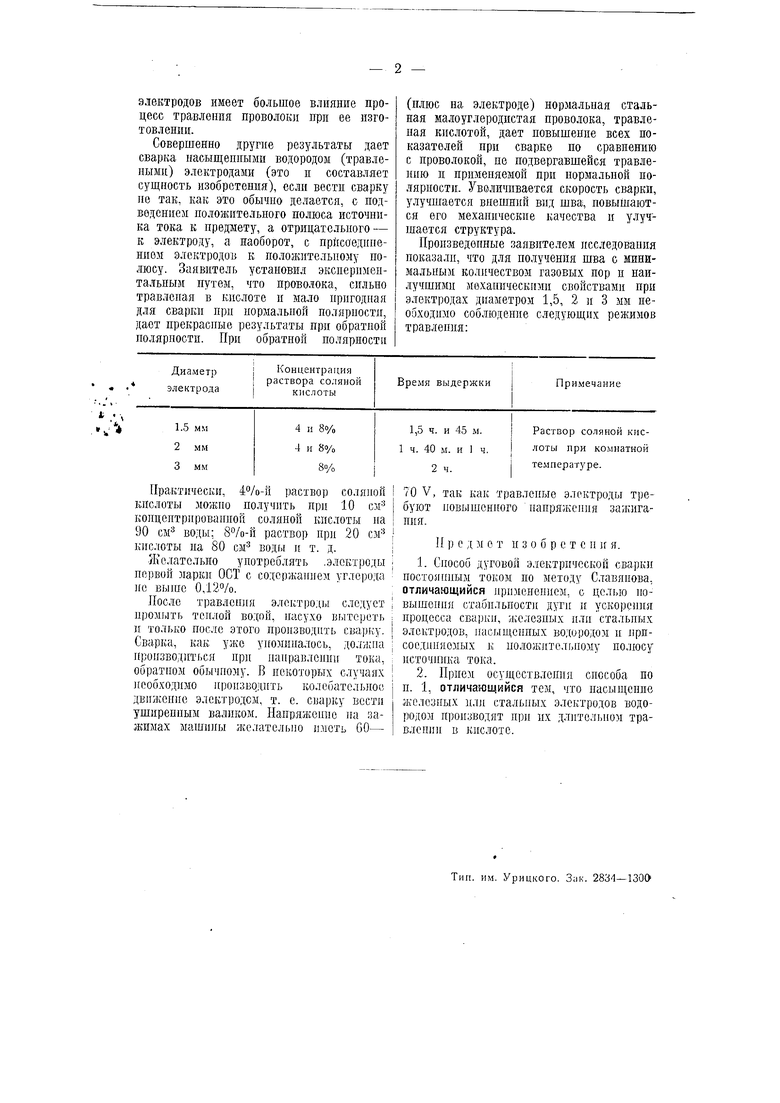
Произведенные заявителем исследования показали, что для получения шва с минимальным количеством газовых нор и иаилучшими механическими свойствами при электродах диаметром 1,5, 2 и 3 мм иеооходимо соблюдение следующих режимов травлепия:
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки легких сплавов | 1950 |
|
SU91605A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНО-ДУГОВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ!О ;iAVciiTi;3 •<;- 1м:.:;ичЕс;;.'.пЛКОТЕНА | 1965 |
|
SU172931A1 |
| Способ сварки в защитных газах методом плавления алюминиево-бериллиевого сплава марки АБ | 1958 |
|
SU121519A1 |
| Состав шихты порошковой проволоки | 1985 |
|
SU1286380A1 |
| Способ ручной дуговой сварки | 1975 |
|
SU603520A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1970 |
|
SU284226A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
SU1591320A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ | 2006 |
|
RU2336983C2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ | 1971 |
|
SU295638A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
Практически, 4°/о-й раствор соляной кислоты можио получить ирн 10 см концентрированной соляной кислоты на 90 см воды; раствор нри 20 см кислоты иа 80 см воды и т. д.
Желатольио уиотреблять .электроды иорвой марки ОСТ с содор.жанием углерода ие выше 0,12о/о.
После травленля электроды следует нромыть теплой водой, насухо вытереть и только после этого производить сварку. Сварка, как у.же уиомииалось, должна ироизвод ггься ири наиравлеини тока, обратном обычному. В некоторых случаях )еобходимо иронзводить колебательное дви;кение электродом, т. е. сва|)ку вести уширенным валиком. Паиряжение иа зажимах машииы лгелателыю иметь 60-
70 V, так как травлеиые электроды требуют иовышениого ианряжения зажигания.
II р е д мет изобретен и я.
