Заявляемое техническое решение относится к области машиностроения.
Техническая проблема, на решение которой направлено заявляемое изобретение, заключается в улучшении качества сварного шва, в повышении технологичности.
Техническим результатом является снижение фактора воздействия сварочных деформаций при короблении конструкции сложно-комбинированного осесимметричного сварного изделия.
Из уровня техники известно изобретение по патенту № 2456146 «Способ изготовления сложно-комбинированных осесимметричных сварных конструкций».
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления сложно-комбинированных осесимметричных сварных конструкций, содержащих центральный трубчатый и торцевые элементы, включающем сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов, мехобработку и пневмоиспытания герметичности, особенность заключается в том, что центральный трубчатый элемент выполняют в виде стакана, один из торцов которого раздают на диаметр и глубину подкладки стыкового замкового соединения левого торцевого элемента, а к другому приваривают дно с узлом крепления фиксаторов, затем осуществляют сборку стакана с левым торцевым элементом по посадке с натягом и их сварку встык, далее полусборку подвергают пневмоиспытаниям герметичности сварных швов давлением не менее 0,6 МПа и контролю размерной точности внутренней полости стакана, потом осуществляют предварительную сборку с тонкостенной обечайкой, по внутренней поверхности которой центрируют фиксаторами донную часть стакана, после этого обечайку сваривают по стыковому замковому соединению с левым торцевым элементом в два прохода, вначале аргонодуговой сваркой неплавящимся электродом без присадочного материала, а затем плавящимся электродом в среде защитных газов, к правому торцу обечайки приваривают стыковочный фланец.
Недостатком аналога является применение недостаточного набора технологических приемов для обеспечения размерной точности конструкции, что не позволяет компенсировать силы угловой деформации, возникающие в месте приварки элементов конструкции, выполненных с фасками, фиг. 4, фиг. 7, и приводит к короблению торцевого элемента при его приварке к цилиндрической обечайке.
Сущность предлагаемого изобретения состоит в следующем.
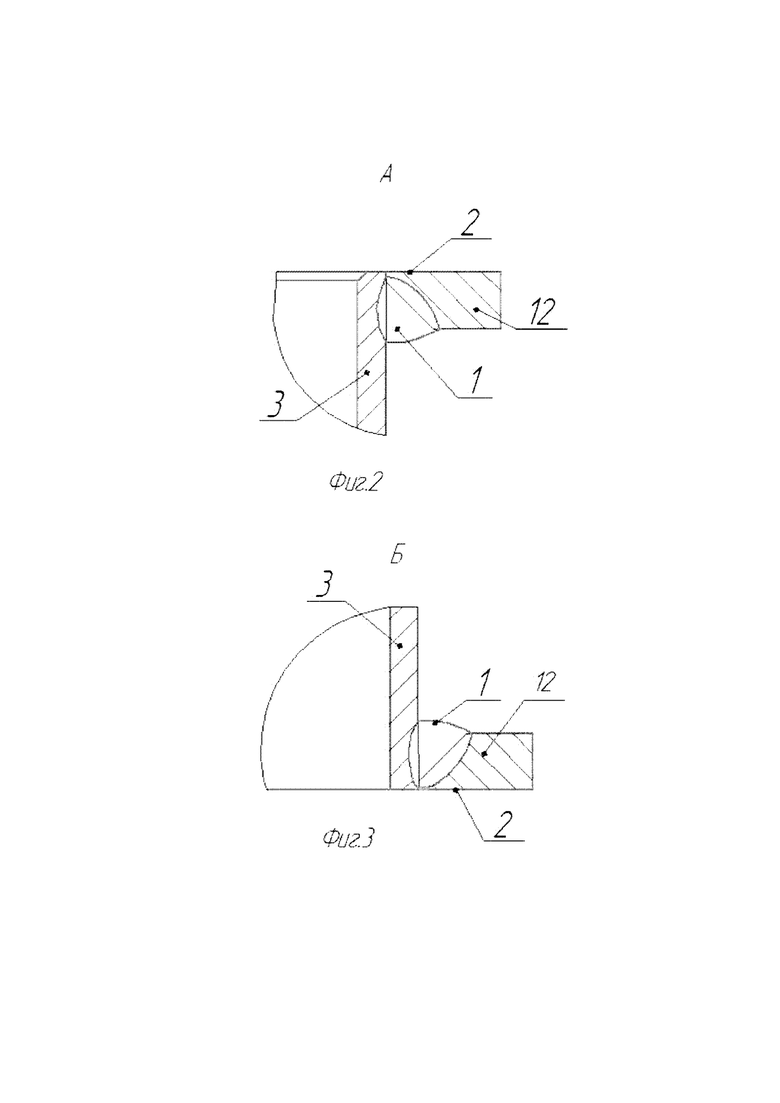
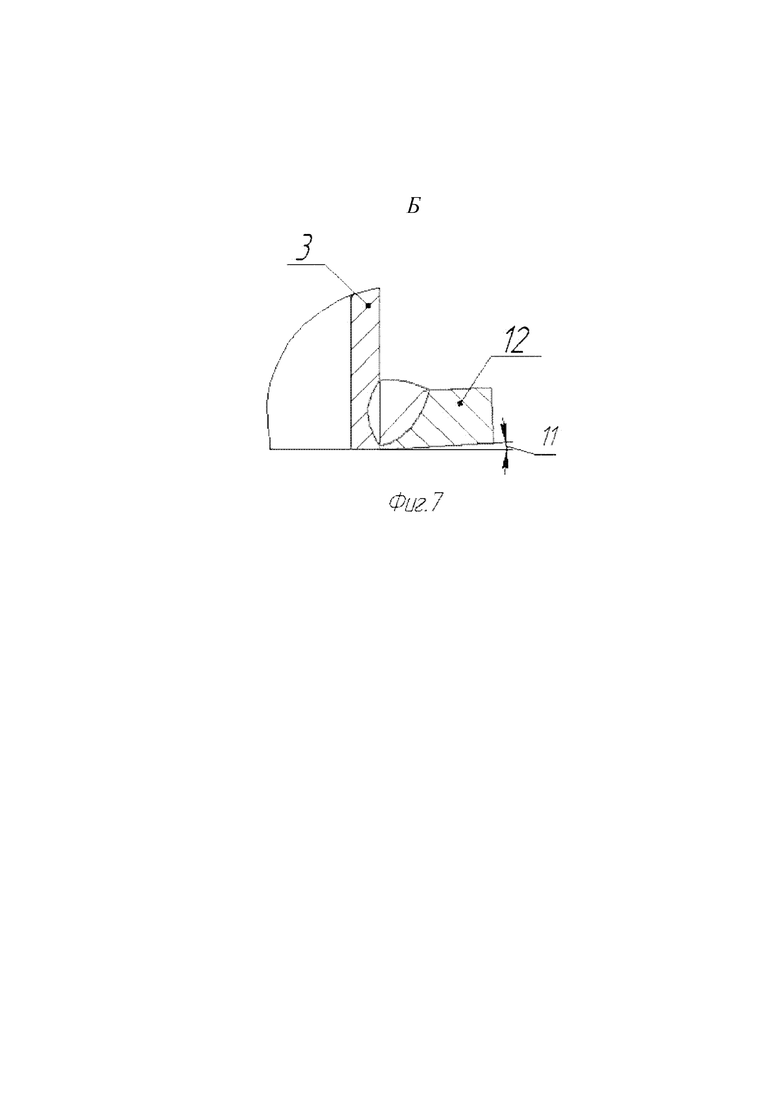
Торцевой элемент (навесной), поз. 12, изготовленный из металла, выполнен, с одной фаской (наличие фаски конструктивно заложено для увеличения прочностных свойств ввариваемого элемента) в месте приварки металлической тонкостенной полой цилиндрической обечайки, поз. 3, к торцевому элементу, поэтому сварной шов имеет большую площадь сечения s, поз. 1, см. фиг. 2, по сравнению с площадью сечения таврового сварного шва, используемого при сварке в отсутствие фаски. Это приводит к увеличению объема сварочной ванны, что вызывает плохой отвод тепла от торцевого элемента и приводит к перегреву металла торцевого элемента. В результате чего, появляются внутренние структурные напряжения и, как следствие, возникает дефект - коробление изделия.
В предлагаемом изобретении совокупность существенных признаков направлена на устранение коробления изделия.
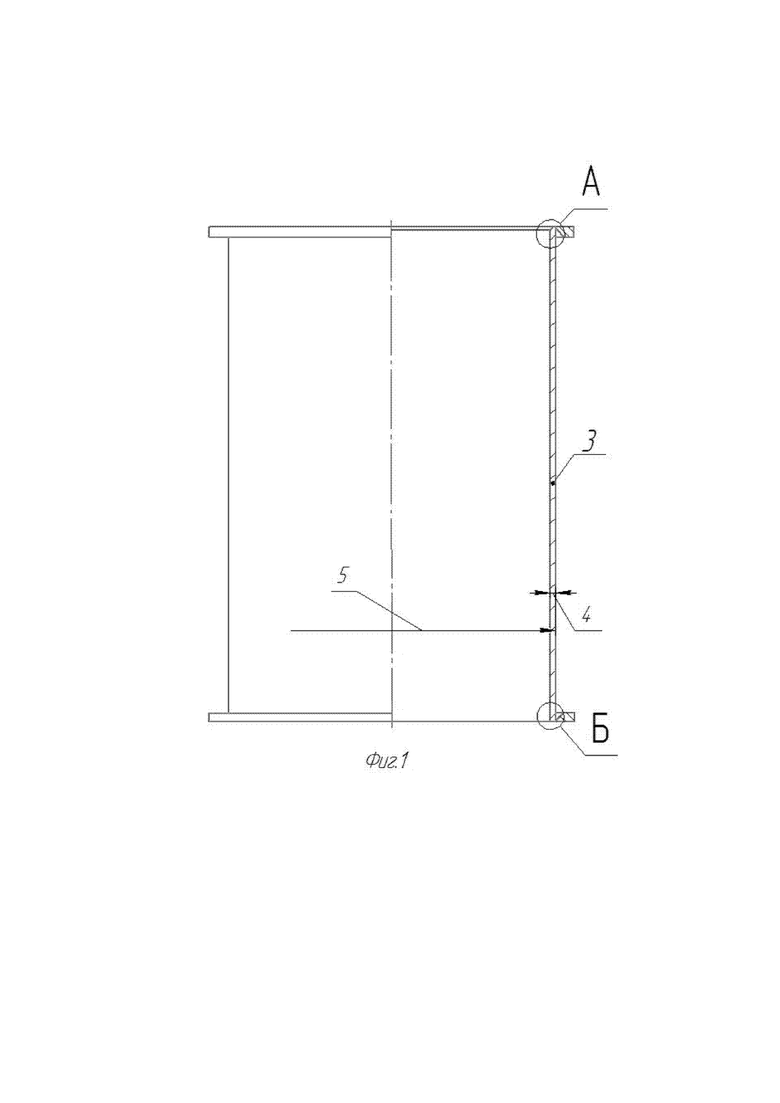
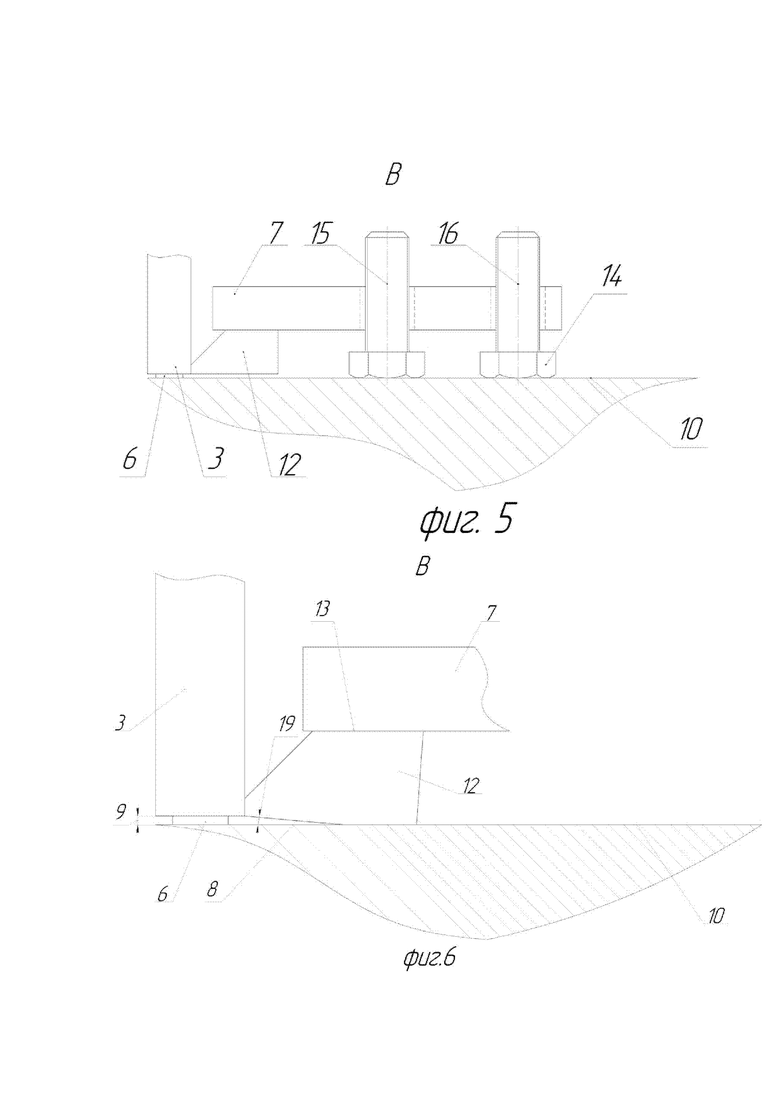
Предварительно перед установкой полой тонкостенной цилиндрической обечайки (по-другому, трубчатого элемента), поз. 3, к торцу обечайки равномерно по ее диаметру устанавливают и прихватывают, не менее чем 6 одинаковых технологических пластин, поз. 6. Цилиндрическая обечайка выполняется тонкостенной, толщина стенки - h, поз. 4, диаметр цилиндрической обечайки - d, поз. 5, а d≥8h. Если пластин будет меньше 6, то при закреплении их в дальнейшем планками, поз. 7, величина силы угловой деформации будет распределяться неравномерно по поверхности торцевого элемента - s1, поз. 8, поэтому при закреплении его планками в некоторых местах закрепления будет недостаточно силы упругости, возникающих в торцевом элементе, для компенсации величины силы угловой деформации, возникающей в процессе сварки, приводящей к короблению. Опытным путем установлено, что если пластин будет менее чем 6 штук, то в местах закрепления планками величина угла обратного выгиба, поз. 19, расположенного между основанием плиты, поз. 10, и поверхностью торцевого элемента - s1, поз. 8, будет меньше величины угла угловой деформации β, поз. 11.
В частном варианте исполнения размеры пластин устанавливают в следующих диапазонах: длина - от 20 до 40 мм, ширина - от 4 до 6 мм. Форма, длина и ширина пластин не влияют на достижение технического результата. При этом высота пластины H, поз. 9, должна находиться в диапазоне от 1,8 до 2,2 мм. В частном варианте исполнения пластина имеет прямоугольную форму. Опытным путем определено, что если толщина пластины H будет менее 1,8 мм, то величина угла обратного выгиба, поз. 19, будет меньше величины угла ожидаемой угловой деформации. Опытным путем определено, что если толщина пластины H будет больше 2,2 мм, то величина угла обратного выгиба α, поз. 19, расположенного между основанием плиты, поз. 10, и поверхностью торцевого элемента - s1, поз. 8, будет больше величины угла угловой деформации, β, поз. 11. Для достижения технического результата величина угла обратного выгиба α, поз. 19, должна быть равна величине угла ожидаемой угловой деформации, β, поз. 11. При этом величина угла обратного выгиба, α, поз. 19, принимается равной величине угла ожидаемой угловой деформации, β, поз. 11, но с противоположным знаком. Величину угла обратного выгиба α, поз. 19, определяют предварительного опытным путем или путем расчетом из источников, известных из уровня техники.
Равномерные установка и прихватывание пластин также необходимы для того, чтобы величина угла обратного выгиба, α, поз. 19, в дальнейшем при закреплении планками была равна величине угла угловой деформации β, поз. 11, во всех местах закрепления.
Прихватывание пластин производят электродуговой сваркой, в частном варианте исполнения в среде защитных газов полуавтоматической электродуговой сваркой, а именно, используют сварочную проволоку 1,6 Св-08Г2С ГОСТ 2246-70 с контролем режимов сварки по приборам (I = 260 ± 20 А; QCO2 = 16-18 л/мин; Uд = 28 ± 2 В).
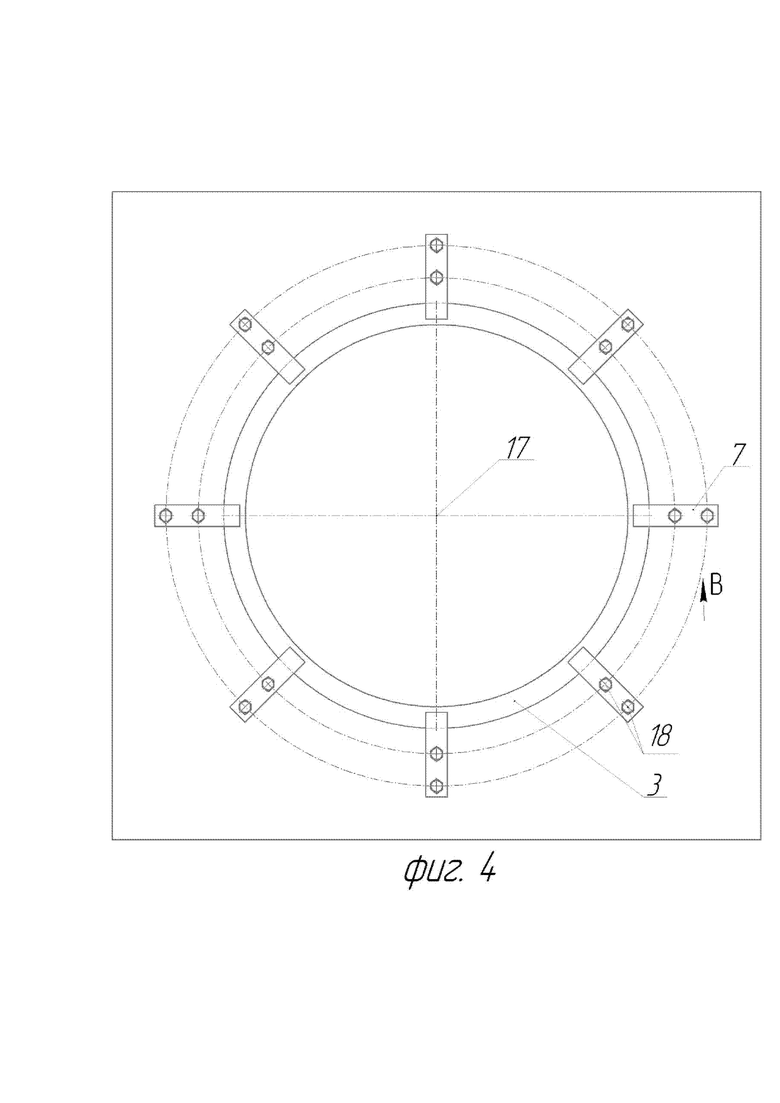
Первоначально к основанию плиты, поз. 10, в частном варианте исполнения выполненной с размерами 1200×1200×20 мм, равномерно по окружности приваривают как минимум 12 болтов, поз. 14 (головка болта приваривается к основанию плиты), как показано на фиг. 5. В частном варианте исполнения используют болты модели М20×1,5-6е×55.35 по ОСТ 92-0718-72 (см. фиг. 5). Вертикальная ось симметрии плиты, поз. 17, совпадает с вертикальной осью симметрии цилиндрической обечайки. Плита с приваренными к ее основанию болтами именуется сварочным приспособлением. Как минимум 6 болтов приваривают по окружности равномерно, на равноудаленном расстоянии - l от вертикальной оси симметрии плиты, большем, чем наружный диаметр торцевого элемента, выполненного в виде кольца. Как минимум, другие 6 болтов приваривают дальше от вертикальной оси симметрии плиты, но также по окружности, равномерно и на равноудаленном расстоянии - l1 от вертикальной оси симметрии плиты, при этом l1>l.
Далее устанавливают торцевой элемент (выполненный в виде кольца), поз. 12, на один торец, как показано на фиг. 1, по посадке с натягом, и прихватывают встык к цилиндрической обечайке, поз. 3, как показано на фиг. 1, затем мостовым краном цилиндрическую обечайку, поз. 3, с торцевым элементом, поз. 12, устанавливают в сварочное приспособление и равномерно закрепляют подузел, состоящий из цилиндрической обечайки (с пластинами) и торцевого элемента. Прихватку производят электродуговой сваркой, в частном варианте исполнения в среде защитных газов полуавтоматической электродуговой сваркой, а именно, используют сварочную проволоку 1,6 Св-08Г2С ГОСТ 2246-70 с контролем режимов сварки по приборам (I = 260 ± 20 А; QCO2 = 16-18 л/мин; Uд = 28 ± 2 В).
В предлагаемом изобретении равномерное закрепление подузла, состоящего из цилиндрической обечайки (с пластинами) и как минимум одного торцевого элемента (выполненного в форме кольца), производят не менее чем шестью планками (по количеству пластин), поз. 7, которые закрепляют равномерно по поверхности торцевого элемента s2, поз. 13. В планках, поз. 7, имеются посадочные отверстия под болты (не обозначены позицией, показаны пунктиром на фиг. 5). В каждой планке располагают, как минимум, два посадочных отверстия, а диаметр посадочного отверстия в частном варианте исполнения задают 25 мм. Два посадочных отверстия необходимы для двух болтов. Опытным путем установлено, что если болтов будет меньше двух, то величина угла обратного выгиба α, поз. 19, не будет равной величине угла ожидаемой угловой деформации β, поз. 11.
Закрепление обечайки с прихваченной пластиной в сварочном приспособлении не менее 6 планками, осуществляют затяжкой (до упора) не менее чем 12 болтами, не менее чем 12 гайками, поз. 18 (см. фиг. 4). В частном варианте исполнения между головкой приваренного болта и планкой перед установкой планки допускают устанавливать шайбы (не указаны на фигурах).
Болты приваривают к основанию плиты равномерно по окружностям в местах установки планок, при закреплении которых с торцевым элементом, с равномерно приваренными пластинами, величина угла обратного выгиба α будет равна величине угла ожидаемой угловой деформации, β.
В частном варианте исполнения планки и пластины сориентированы к вертикальной оси симметрии цилиндрической обечайки.
Форма и размеры планки не влияют на достижение технического результата. В частном варианте исполнения планка, поз. 7, имеет следующие размеры: высоту 80 мм, а длину 640 мм, ширину 60 мм. В частном варианте исполнения планка выполнена прямоугольной формы.
Расстояние между вертикальными осями симметрии болтов должно обеспечивать закрепление планок так, чтобы величина угла обратного выгиба α была равна величине угла ожидаемой угловой деформации β, поз. 11.
В частном варианте исполнения расстояние между вертикальными осями симметрии болтов, поз. 15 и поз. 16, находится в диапазоне от 238 до 242 мм.
В частном варианте исполнения расстояние между вертикальной осью симметрии болта, поз. 16, который наиболее удален от цилиндрической обечайки, поз. 3, и торцевой вертикальной стенкой планки, наиболее удаленной от цилиндрической обечайки, находится в диапазоне от 78 до 82 мм.
После закрепления обечайки с прихваченными пластинами в приспособлении, не менее чем 6 планками, производят выполнение сварного шва приварки торцевого элемента к цилиндрической обечайке вкруговую. Опытным путем определена оптимальная технология, а именно производят выполнение сварного шва с раскладкой сварного шва, не менее чем на шесть участков (по количеству планок в приспособлении), в три прохода с выдержкой для остывания перед наложением каждого следующего валика, из которого состоит сварной шов. Так как цилиндрическая обечайка тонкостенная, поэтому производят выполнение сварного шва в три прохода с выдержкой для остывания перед наложением каждого следующего валика, из которого состоит сварной шов, для того, чтобы улучшить теплоотвод от торцевого элемента, для снижения его деформации, коробления. Приварку производят электродуговой сваркой, в частном варианте исполнения в среде защитных газов полуавтоматической электродуговой сваркой, а именно, используют сварочную проволоку 1,6 Св-08Г2С ГОСТ 2246-70 с контролем режимов сварки по приборам (I = 260 ± 20 А; QCO2 = 16-18 л/мин; Uд = 28 ± 2 В).
После окончательной приварки торцевого элемента к цилиндрической обечайке, производят раскрепление узла в приспособлении, откручивают гайки и убирают планки краном, производят доварку электродуговой сваркой, в частном варианте исполнения в среде защитных газов полуавтоматической электродуговой сваркой, а именно, используют сварочную проволоку 1,6 Св-08Г2С ГОСТ 2246-70 с контролем режимов сварки по приборам (I = 260 ± 20 А; QCO2 = 16-18 л/мин; Uд = 28 ± 2 В) участков сварных швов, попавших под планки приспособления, производят переворот узла на 180° (краном) и повторение всех вышеуказанных операций.
В готовом изделии поверхность торцевого элемента, поз. 2, совпадает с торцевой поверхностью тонкостенной полой цилиндрической обечайки.
В частном варианте исполнения цилиндрическая обечайка имеет одну фаску. Тонкостенная цилиндрическая обечайка в частном варианте исполнения может быть выполнена диаметром d=706 мм, с толщиной стенки h=8 мм.
В частном варианте исполнения, на предприятии АО «Научно-производственная корпорация «Уралвагонзавод», используются пластины в количестве 8 штук, так как данное количество пластин установлено с учетом ожидаемой величины угловой деформации, заданной технологически. Соответственно, используется 8 планок, шестнадцать болтов и шестнадцать гаек.
Перед выполнением сдачи готового изделия производят удаление технологических пластинок с торцов обечайки (например, зашлифовывают машинкой, откалывают молотком) и производят механическую обработку готового изделия.
На Фиг. 1 представлена полая цилиндрическая обечайка.
На Фиг. 2 представлен сварной шов приварки торцевого элемента к обечайке, вид А (без приваренной пластины). Цилиндрическая обечайка на Фиг. 2 выполнена с фаской.
На Фиг. 3 представлен сварной шов приварки торцевого элемента к обечайке, вид Б (без приваренной пластины). Цилиндрическая обечайка на Фиг. 2 выполнена без фаски.
На Фиг. 4 представлен вид сверху полой цилиндрической обечайки, закрепленной планками.
На Фиг. 5 представлен фрагмент изделия, закрепляемого планкой приспособления, вид В (в незакрепленном положении, без гаек).
На Фиг. 6 показан угол обратного выгиба - α при зажиме изделия, вид В.
На Фиг. 7 показана деформация торцевого элемента при сварке, вид Б, (вариант) при отсутствии приваренной пластины.
Предлагаемый способ используется в цехах механосборочного производства при изготовлении сборочных узлов «Корпус цилиндра» и предполагается использоваться в цехах вагоносборочного производства предприятия Акционерное общество «Научно-производственная корпорация «Уралвагонзавод» имени Ф.Э. Дзержинского».
Источники информации
1. Патент № 2456146 «Способ изготовления сложно-комбинированных осесимметричных сварных конструкций», опубликовано 20.07.2012.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
Изобретение относится к области сварочного производства и может быть использовано при изготовлении сложно-комбинированных осесимметричных изделий, содержащих полую тонкостенную цилиндрическую обечайку и по меньшей мере один торцевой элемент в форме кольца. Способ включает сборку обечайки по меньшей мере с одним торцевым элементом в сварочном приспособлении по посадке с натягом, прихватку встык торцевого элемента к обечайке, электродуговую сварку плавлением в среде защитных газов и механическую обработку. При этом используют сварочное приспособление, которое включает в себя плиту и по меньшей мере 12 болтов, которые приваривают к основанию плиты по соответствующим окружностям. Для процесса сварки используют также технологические пластины, планки с посадочными отверстиями под болты и соответствующие гайки. Приварку торцевого элемента к обечайке выполняют вкруговую в три прохода с раскладкой сварного шва не менее чем на шесть участков. Использование изобретения позволяет повысить качество сварки и снизить сварочные деформации. 18 з.п. ф-лы, 7 ил. 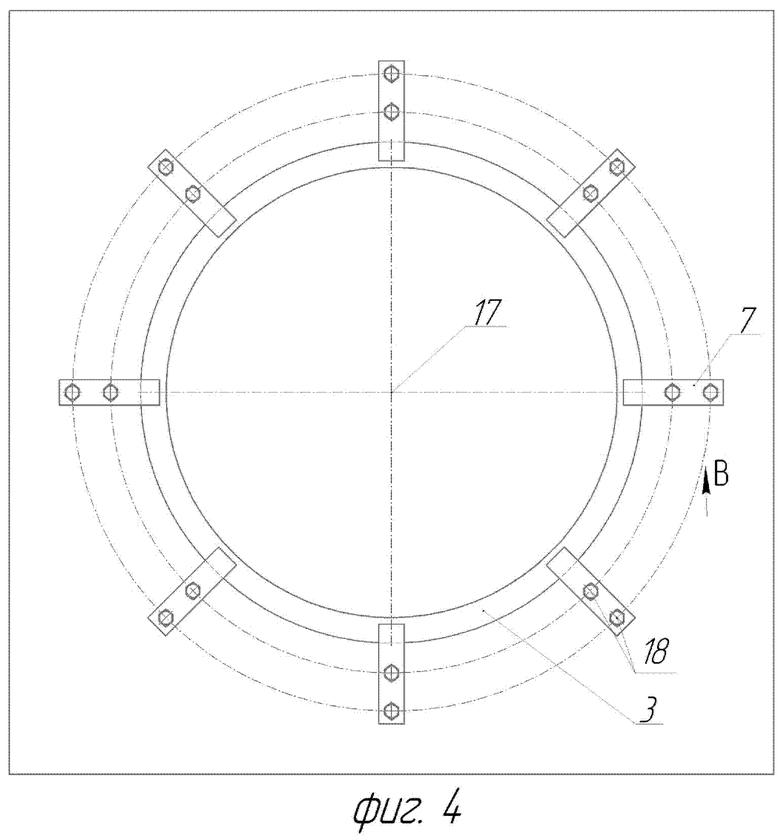
1. Способ изготовления сложно-комбинированного осесимметричного сварного изделия, содержащего полую тонкостенную цилиндрическую обечайку и по меньшей мере один торцевой элемент в форме кольца, имеющий одну фаску, включающий сборку обечайки по меньшей мере с одним торцевым элементом в сварочном приспособлении по посадке с натягом, прихватку встык торцевого элемента к обечайке, электродуговую сварку плавлением в среде защитных газов и механическую обработку, отличающийся тем, что используют сварочное приспособление, которое включает в себя плиту, вертикальная ось симметрии которой совпадает с вертикальной осью симметрии цилиндрической обечайки, и по меньшей мере 12 болтов, половину из которых приваривают к основанию плиты по окружности на равноудаленном расстоянии l от ее вертикальной оси симметрии, большем, чем наружный диаметр торцевого элемента, а оставшиеся болты приваривают к основанию плиты по окружности на равноудаленном расстоянии l1 от ее вертикальной оси симметрии, причем l1>l, при этом к торцу полой тонкостенной цилиндрической обечайки равномерно по ее диаметру устанавливают и прихватывают не менее 6 одинаковых технологических пластин с высотой каждой пластины от 1,8 до 2,2 мм, затем прикрепляют торцевой элемент к основанию плиты не менее чем шестью планками, выполненными по меньшей мере с двумя посадочными отверстиями под болты, осуществляют затяжку планок не менее чем 12 гайками, при этом приварку торцевого элемента к цилиндрической обечайке выполняют вкруговую в три прохода с раскладкой сварного шва не менее чем на шесть участков, с выдержкой для остывания перед наложением каждого следующего валика сварного шва, после чего откручивают гайки, убирают планки и выполняют доварку участков сварных швов, попавших под планки, при этом при закреплении планок болты приваривают с обеспечением равенства величин угла обратного их выгиба и угла ожидаемой угловой деформации.
2. Способ по п. 1, отличающийся тем, что диаметр тонкостенной цилиндрической обечайки равен 706 мм, а толщина стенки составляет 8 мм.
3. Способ по п. 1, отличающийся тем, что пластина имеет прямоугольную форму.
4. Способ по п. 3, отличающийся тем, что длина пластины составляет от 20 до 40 мм.
5. Способ по п. 3, отличающийся тем, что длина пластины составляет от 4 до 6 мм.
6. Способ по п. 1, отличающийся тем, что к торцу полой тонкостенной цилиндрической обечайки устанавливают и прихватывают 8 технологических пластин, закрепление торцевого элемента к основанию плиты выполняют 8 планками, к основанию плиты приваривают 16 болтов, а планки закрепляют при помощи 16 гаек.
7. Способ по п. 1, отличающийся тем, что электродуговую сварку выполняют сварочной проволокой 1,6 Св-08Г2С ГОСТ 2246-70.
8. Способ по п. 7, отличающийся тем, что осуществляют контроль режимов сварки по приборам I = 260 ± 20 А, QСО2 = 16-18 л/мин, Uд = 28 ± 2 В.
9. Способ по п. 1, отличающийся тем, что планки и пластины ориентируют по вертикальной оси симметрии цилиндрической обечайки.
10. Способ по п. 1, отличающийся тем, что планка имеет прямоугольную форму.
11. Способ по п. 1, отличающийся тем, что высота планки составляет 80 мм.
12. Способ по п. 1, отличающийся тем, что длина планки составляет 640 мм.
13. Способ по п. 1, отличающийся тем, что ширина планки составляет 60 мм.
14. Способ по п. 1, отличающийся тем, что планку выполняют с диаметром посадочного отверстия 25 мм.
15. Способ по п. 1, отличающийся тем, что расстояние между вертикальными осями симметрии болтов составляет от 238 до 242 мм.
16. Способ по п. 1, отличающийся тем, что расстояние между вертикальной осью симметрии болта, который наиболее удален от цилиндрической обечайки, и торцевой вертикальной стенкой планки, наиболее удаленной от цилиндрической обечайки, составляет от 78 до 82 мм.
17. Способ по п. 1, отличающийся тем, что цилиндрическая обечайка имеет одну фаску.
18. Способ по п. 1, отличающийся тем, что плиту выполняют с размерами 1200×1200×20 мм.
19. Способ по п. 1, отличающийся тем, что используют болты модели М20×1,5-6е×55.35.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| Способ сборки свариваемых кромок обечайки | 1990 |
|
SU1808598A1 |
| CN 109604907 A, 12.04.2019 | |||
| CN 110064813 A, 30.07.2019. | |||

