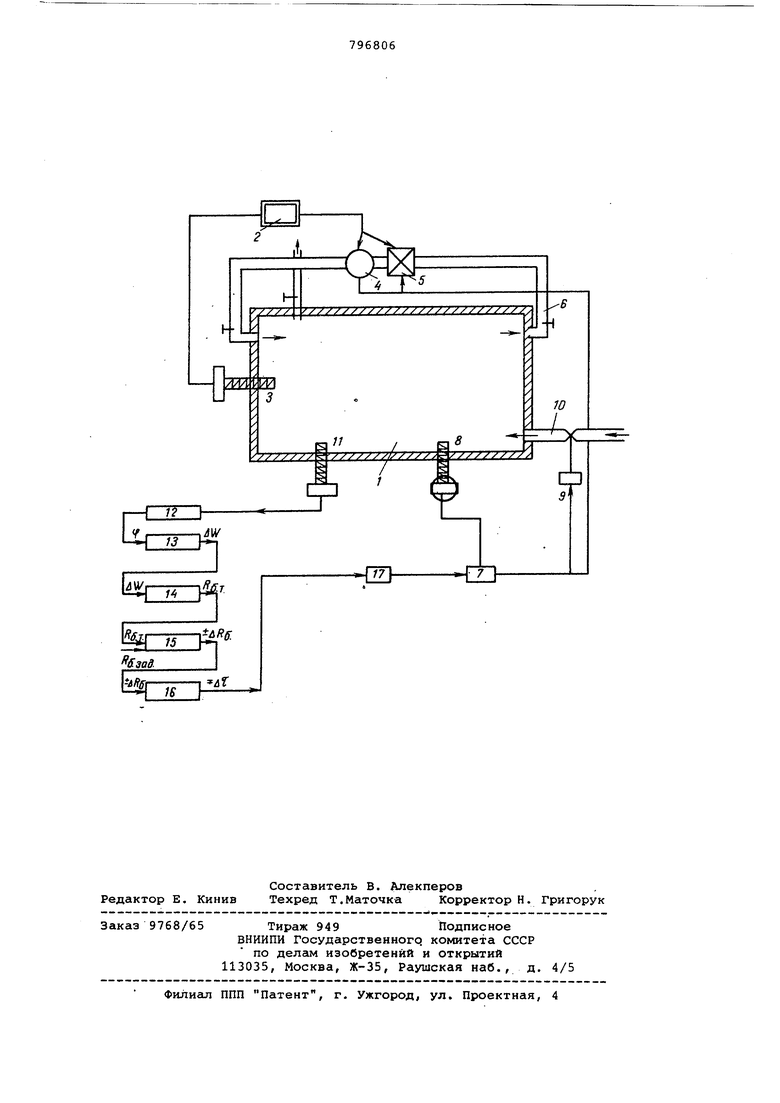
точности коррекции длительности теп ловой обработки. Указанная цель достигается тем, что в способе автоматического управ ления термовлажностной обработкой.б тонных и железобетонных изделий, вкл чающем стабилизацию влажности изменением циркуляции среды,,программно изменение температуры изменением по дачи пара в камеру и измерение отно сительной влажности, дополнительно по измеренной относительной влажнос ти рассчитывают величину изменения относительной влажности от начально го ее значения до конечного в конце стадии подъема температуры, на осно ве которой вьлчисляют перед началом стадии изотермической выдержки вели чину коррекции ее длительности, а в процессе программного изменения тем пературы осуществляют коррекцию дли тельности стадии изотермической выдержки на вычисленную величину коррекции. Кроме того, устройство для осуществления способа, включающее контур стабилизации влажности, контур программного регулирования температуры с программным регулятором температуры и датчик относительной влаж ности, дополнительно снабжено блоком вычисления величины изменения относительной влажности среды от начального ее значения до конечного в конце стадии подъема температуры, блоком вычисления потери влаги в конце стадии подъема температуры, блоком вычисления ожидаемой прочности бетона, блоком определения отклонения прочности бетона от задания, блоком вычисления величины коррекции длительности стс1дии изотермической выдержки и блоком коррекции длительности стадии изотермической выдержки причем датчик относительной влажности через последовательно соединенные блоки вычисления величины изменения относительной влажности, вычисления потери влаги, вычисления ожидаемой прочности бетона, определения отклонения прочности бетона от задания, вычисления величины коррекции длительности стадии изотермической выдержки и коррекции этой длительности соединен с программным регулятором температуры. Сущность способа состоит в том, что в условиях одновременного регулирования температуры и влажности среды сведены к нулю деструктивные процессы, которые в обычных условиях вызываются нерегулируемым массообменом, сопровождаклцим паротепловую обработку. При этом на стадии подъема температуры имеются устойчивые корреляционные связи; .(2-Чн) . (1) P,--(-iO-25}i H. 5 Уравнение (1) устанавливает зависимость между потерей веса образца в конце второго часа подъема температуры дУ/г. и изменением относительной влажности среды за 2-3 ч подъема температуры Ра Нн Зависимость (2) наблюдается на протяжении 5-6 ч тепловой обработки и позволяет прогнозировать прочность RJ на 4-6 ч с момента начала тепловой обработки (на 2-4 ч изотермы) по информации о потере веса образца в конце стадии подъема температуры Обычно после 6 ч термовлажностной обработки график кинетики набора прочности имеет убывающую скорость и описывается другим уравнением. Уравнение (3) определяет величину отклонения прогнозируемой прочности бетона {R) от ее заданного значения к концу тепловой обработки. Уравнение (4) позволяет определить величину времени д.Пу, на которое нужно изменить длительность стадии изотермы, которая составляет от 50 до 70% общей длительности тепловой обработки. На чертеже схематически изображено устройство для осуществления предлагаемого способа. Устройство содержит пропарочную камеру 1, регулятор 2 влажности с датчиком 3 влагкности, которые управляют системой циркуляции среды вентилятором 4 через калорифер 5 по воздуховоду 6; регулятор 7 температуры с датчиком 8 температуры, которые через исполнительный механизм 9 управляют подачей пара в камеру через паропровод 10; устройство коррекции длительности тепловой обработки, включающее дополнительный датчик 11 относительной влажности, блок 12, определяющий величину изменения относительной влажности среды от начального ее значения до конечного Ч в конце стадии подъема температуры; блок 13, определяквдий потерю влаги Д-У,} в конце тадии подъема температуры, блок 14 опре 1еления ожидаемой прочности бетона R по зависимости (2); блок 15 для определения отклонения прочности от задания А а также блок 16, определяющий величину коррекции длительности стадии изотермической выдержки Сц, , ; Датчик 11 относительной влажности расположен внутри пропарочной камеры и электри-чески связан со входом блока 12, на выходе которого по окончании стадии подъема температуры появляется сигнал, пропорциональный изменению относительной влажности Л за время подъема температуры. Выход блока 12 соединен с входом следующего блока 13, выход которого соединен электрически с входом блока 14, выхо последнего связан со входом блока 15 Электрический сигнал с выхода блока 4 поступает на вход блока 16, выход которого связан со вводом блока 17 коррекции длительности цикла стадии изотерми1еской выдержки, т.е. выходной сигнал каждого из предыдущих блоков является входным для последую щего. Таким образом, после подачи сигна ла об относительной влажности на вхо первого блока на его выходе в конце стадии подъема появляется сигнал об изменении с относительной влажности и последовательно включаются в работ по соответствукмцим алгоритмам осталь ные блоки, а на выходе блока 16 появляется сигнал, пропорциональный ве личине коррекции длительности тепловой обработки. Устройство работает следующим образом. После окончания стадии предварительного выдерживания в процессе про граммного изменения температуры и от носительной влажности паровоздушной среды на стадии подъема в течение 2-3 ч осуществляют их плавный подъем При этом с момента впуска пара и нач ла стадии подъема температуры дополнител1 ным датчиком относительной влажности 11 непрерывно на протяжении всей стадии подъема измеряют ее значение и подают на вход блока 12. На выходе этого блока после окончания стадии подъема появляется сигнал пропорциональный изменению относительной влажности лЧ за время подъема температуры. Этот сигнал поступает на вход блока 13, в котором по алгоритму (1) автоматически рассчитывают потерю веса AW в конце стадии подъема. С выхода этого блока, сигнал, пропорциональный потере веса в виде электрического сигнала поступает на вход блока 14, где по алгоритму (2) автоматически измеряют ожидаемую прочность кТ.. Затем выходной сигнал этогоблока, пропорциональный RT- подают на вход блока 15, где его сравнивают с заданием R и определяют величину и знак отклонения 4 . С выхода этого блока электрический сигнал, пропорциональный величине &Rj-, подают на вход блока 16, где по зависимости (4) автоматически определяют величину и знак коррекции длительности тепловой обработки i л Сиг . С выхода последнего блока электрический сигнал, про порциональный ±aCv(i,, поступает, на вход блока 17, посредством которого заранее перед началом стадии изотермической выдержки производят коррекцию ее длительности и автоматически на эту величину изменяют программу тапловой обработки. Формула изобретения 1.Способ автоматического управления термовлажностной обработкой бетонных и железобетонных изделий, включающий стабилизацию влажности изменением циркуляции среды, программное изменение температуры изменением подачи пара в камеру и измерение относительной влажности, отличающийся тем, что, с целью повышения точности управления за счет повышения точносчи коррекции длительности тепловой обработки, дополнит льно по измеренной относительной влажности рассчитывают величину изменения относительной влажности от начального ее значения до конечного в конце стадии подъема температуры, на основе которой вычисляют перед началом стадии изотермической выдержки величину коррекции ее длительности, а в процессе программного изменения температуры осуществляют коррекцию длительности стадии изотермической вьадержки на вычислительную величину коррекции. 2.Устройство для осуществления способа по п. 1, включающее контур стабилизации влажности, контур программного регулирования температуры с программным регулятором температуры и датчик относительной влажности, отличающееся тем, что устройство снабжено блоком вычислений величины изменения относительной влажности среды от начального ее значения до конечного в конце стадии подъема температуры, блоком вычисления потери влаги в конце стадии подъема температуры, блоком вычисления ожидаемой прочности бетона, блоком определения отклонений прочности бетона от задания, блоком вычисления величины коррекции длительности стадии изотермической вьщержки и блоком коррекции длительности стадии изотермической выдержки, причем датчик относительной влажности через последовательно соединенные блоки вычисления величины изменения относительной влажности, вычисления потери влаги, вычисления ожидаемой прочности бетона, определения отклонения прочности бетона от задания, вычисление величины коррекции длительности стадии изотермической выдержки и коррекции этой длительности соединен с программным регулятором температуры. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 262676, КЛ. В 28 С 1971/ 2.Авторское свидетельство СССР № 512462, КЛ. G 05 D 23/00, 1975. brir-if
и% 


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕРМОВЛАЖНОСТНОЙ ОБРАБОТКОЙ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2026779C1 |
| Устройство для управления процессом термовлажностной обработки железобетонных изделий | 1988 |
|
SU1563986A1 |
| Устройство для автоматического управления прочностью бнтонных и железобетонных изделий | 1975 |
|
SU526859A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМООБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2030994C1 |
| Способ автоматического управления тепловой обработкой бетонных и железобетонных изделий | 1984 |
|
SU1196274A1 |
| Способ автоматического управления процессом термовлажностной обработки изделий | 1974 |
|
SU512462A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082606C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2618003C1 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1990 |
|
SU1728029A2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВОЙ ОБРАБОТКОЙ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2028283C1 |