1
Изобретение относится к сварочной технике.
Известно устройство для магнитно-импульсной сварки трубчатых деталей, содержащее конденсаторные батареи нагрева и импульсного магнитного поля, рабочий индуктор, соединяемый с одной из свариваемых деталей.
Однако при использовании этого устройства имеют место значительные отходы материала свариваемых деталей.
Цель изобретения - устранение отхо дов материала свариваемых деталей.
Поставленная цель достигается тем, что в предлагаемом устройстве один вы вод батареи нагрева подключен к батарее импульсного магнитного поля, а другой - к выводу индуктора, соединяемому со свариваемой деталью.
Устройство схематически изобЕ ажено на чертеже.
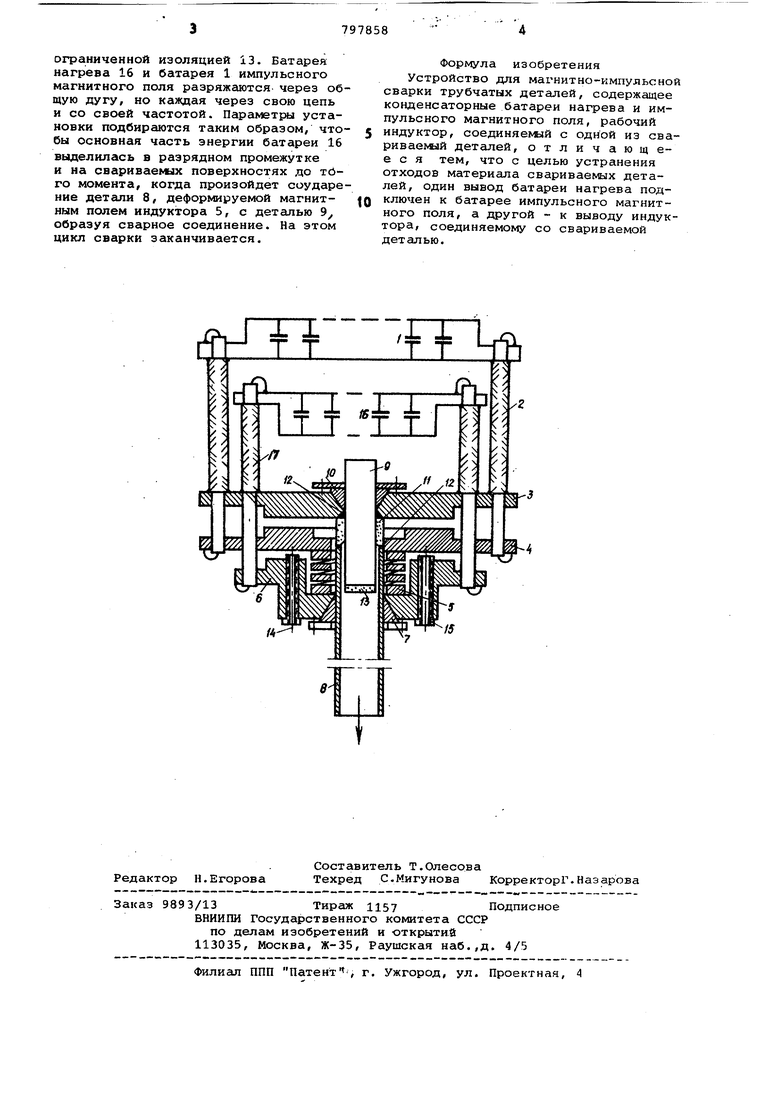
Конденсаторная батарея 1 импульсно го магнитного поля малоиндуктивными токоподводами 2 подсоединена к несущим шинам 3 и 4. К шине 4 подсоединен один из выводов рабочего индуктора 5, второй вывод которого через переходной фланец 6 и конусный зажим 7 подсоединен к свариваемой детали 8. Вторую свариваемую деталь 9 посредством конусного зажима 10 устанавливают в несущей шине 3. Конусные зажимы 7 и 10 представляют собой усеченные конусы с внутренним отверстием, равным диаметру згшимаемой детали и имеют один или несколько разрезовпо образующей. Посредством втулки 11 и резиновых прокладок 12 осуществляет0ся вакуумное уплотнение пространства между деталями. В направлении стрелки производится вакуумная откачка до давления .ст. На конце детали 9 устанавливают изолирующую
5 втулку 13 или покрытие для локализации дугового разряда. Переходной фланец 6 крепится стягивающими шпильками 14 через проходные изоляторы 15. Конусные прижимаются к поса0дочным местам и к деталям. Батарея нагрева 16 .через мапоиндуктивные токоподводы 17 соединяется с несущей шиной 3 и переходным фланцем 6.
Устройство работает следующим об5разом.
Рабочий цикл начинается с напуска газа в вакуумную систему до электрического пробоя между деталями. Магнитное давление нарастающего тока локализует дуговой разряд в области.
0
ограниченной изоляцией 13. Батарея нагрева 16 и батарея 1 импульсного магнитного поля разряжаются через общую дугу, но каждая через свою цепь и со своей частотой. Параметры установки подбираются таким образом, чтобы основная часть энергии батареи 16 выделилась в разрядном промежутке и на свариваемых поверхностях до тбго момента, когда произойдет соударение детали 8, деформируемой магнитным полем индуктора 5, с деталью 9 образуя сварное соединение. На этом цикл сварки заканчивается.
Формула изобретения Устройство для магнитно-импульсной сварки трубчатых деталей, содержащее конденсаторные батареи нагрева и импульсного магнитного поля, рабочий индуктор, соединяемый с одной из сваривае1 ий деталей, отличающееся тем, что с целью устранения отходов материала свариваемых деталей, один вывод батареи нагрева подключен к батарее импульсного магнитного поля, а другой - к выводу индуктора, соединяемому со свариваемой деталью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки длинномерных труб в контролируемой атмосфере | 1984 |
|
SU1238928A1 |
| Установка для магнитно-импульсной сварки | 1968 |
|
SU1540165A1 |
| Установка для высокочастотного нагрева деталей | 1983 |
|
SU1119192A1 |
| Способ контактной рельефной конденсаторной сварки | 1985 |
|
SU1320032A1 |
| Устройство для диффузионной сварки | 1985 |
|
SU1620252A2 |
| Установка для локального высокочастотногоНАгРЕВА дЕТАлЕй из пРОВОдящиХ МАТЕРиАлОВ | 1979 |
|
SU836822A1 |
| Устройство для магнитно-импульсной сварки | 1974 |
|
SU797857A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ ПЛАВКИ | 2006 |
|
RU2324880C2 |
| СПОСОБ СОЕДИНЕНИЯ ТОКОПОДВОДОВ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2005 |
|
RU2291916C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
4 f Vft
