Изобретение относится к контактной конденсаторной сварке и может быть использовано в различных областях для соединения деталей, преимущественно из разнородных металлов.
Цель изобретения - расширение технологических возможностей способа.
На чертеже приведена схема реализации предлагаемого способа.
Соединяемые детали 1 и 2 устанав- ливают с контактом, вьшолняют рельефы 3 и 4, на периферии нару кного кра сварного шва, а в полость между соединяемыми концами I деталей, находящимися вне контактной зоны, устанав- ливают -С зазором металлическую прокладку 5, причем рельефом 3 можно центрировать в цилиндрической выточ- ке 6. Со стороны внутреннего диаметра прокладки 5 выполнены редкие отги бы 7 для образования зазора снизу. Детали 1 и 2 подсоединены к источнику импульсного тока через клеммы 8.
Способ осуществляют следующим образом.
При подаче импульсного тока на клеммы 8, например при разряде сильноточной конденсаторной батареи (не показана) и синхронной осадке, создается режим непрерывного расплавления зоны наибольшей концентрации тока в контакте рельефов 3 и 4. Силами магнитного поля собственного тока расплавленный металл перемещается электрическим разрядом от периферии к центру в зазорах мелоду прокладкой 5 и соединяемыми концами деталей, производя оплавление поверхностей и их очистку от окислов и посторонних включений. В результате совместного действия нагрева и усилия осадки получается качественное сварное соединение разнородных металлов, в основном через прокладку. Сварное соединение может быть пол чено и в зоне контакта рельефов, что зависит от степени свариваемости разнородных металлов без прокладки.
Поскольку прокладку 5 устанавли
вают с зазором относительно соединяе- 50 замкнутого рельефа устанавливают с
мых концов, создаются условия для
кратковременного проплавления поверхностных слоев зоны шва перемещающимся в зазоре электрическим разрядом, зарождающимся в зоне наибольшей концентрации тока на периферии наружного края в контакте рельефов. Способ снимает существенные ограничения на толщу прокладки, необходима только ее жесткость, поскольку с уменьшением толщины прокладки возрастает прочность сварного шва.
Таким образом, располагая прокладку в полости с зазором, обеспечивают проплавление шва в зоне прокладки кратковременным электрическим разрядом, что позволяет получить более протяженные сварные швы.
Пример. Проводят сварку цилиндрических деталей с центральным внутренним отверстием из разнородных легированных сталей ЗОХГСА и термо- упрочненной ЗОХН2ВФА прокладку из Ст.ОВПС Г Oj,5 мм с наружным диаметром 23 мм, внутренним л/17 мм. Суммарный зазор в зоне прокладки перед сваркой 0,4 мм. причем между прокладкой и неподвижной свариваемой деталью зазор 0,15 мм, а между прокладкой и осаживаемой - О,25 мм.
Способ позволяет сваривать металлы с высокой тепло- и электропроводностью и способностью к быстрому окислению при нагреве в воздухе, а также обеспечивает получение прецизионного соединения со сборочньпу классом точности,
Формулаизобретения
Способ контактной рельефной кон- денса рорной сварки, при котором на соединяемых деталях выполняют замкнутый рельеф по форме сварного шва, устанавливают детали с контактом по рельефу, производят нагрев током и осадку, отличающийся тем, что, с целью расширения технологических возможностей, в полость между соединяемыми деталями внутри
зазором металлическую прокладку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2534183C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ ВНАХЛЕСТКУ | 1991 |
|
RU2022742C1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| ДЕРЖАТЕЛЬ АНОДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2325470C2 |
Изобретение относится к контактной конденсаторной сварке. Изобретение позволяет получить более протяженные сварные швы при сварке преимущественно разнородных металлов с использованием нагрева соединяемых концов деталей и промежуточной прослойки кратковременным сильноточным электрическим разрядом. Соединяемые концы деталей 1 и 2 устанавливают с / контактом, выполняют выступы 3 и 4 на периферии наружного края предполагаемого шва, а в свободное пространство между соединяемыми концами деталей, находящимися вне контактной зоны, устанавливают с зазором металлическую прокладку 5. При подаче импульса тока создается режим непрерывного расплавления и синхронной осадки в зоне его наибольшей концентрации в контакте выступов. Силами магнитного поля собственного тока расплавляемый металл перемещается электрическим разрядом от периферии к центру в зазорах между прокладкой 5 и соединяемыми концами деталей, производя оплавление поверхностей и их очистку от окислов и посторонних включений. Сварное соединение образуется в результате совместного действия нагрева и усилия осадки. 1 ил. i (Л со ГчЭ СО IvD P(t)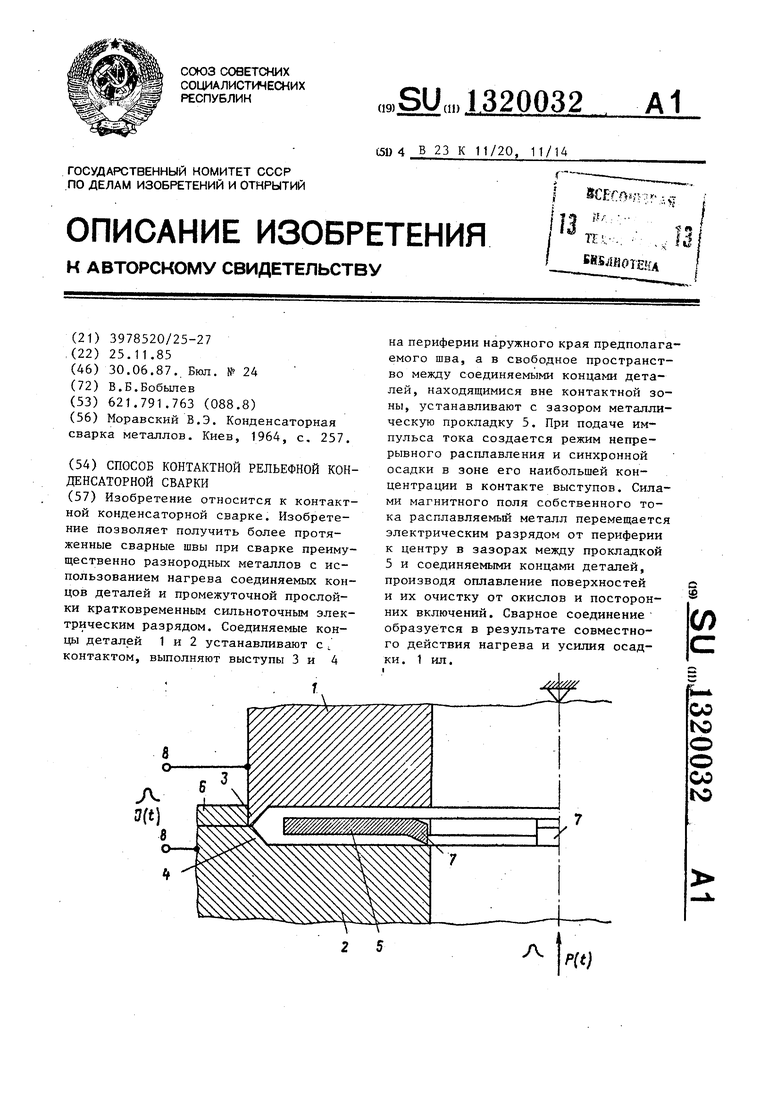
| Моравский В.Э | |||
| Конденсаторная сварка металлов | |||
| Киев, 1964, с | |||
| Аппарат для нагревания окружающей его воды | 1920 |
|
SU257A1 |
