1
Изобретение отиосится к области переработки полимерных материалов в изделня, в частности к изготовлению оснастки для получения высоких изделий с глухим резьбовым отверстием.
Известна литьевая пресс-форма для изготовления изделий из нолимерных материалов с внутренней резьбой, содержащая подвижную нлнту с размещенным в ней разжимным резьбовым знаком, неподвнжпую нлиту с клииом, взаимодействуюп1,пм с резьбовым знаком, и выталкивающую систему 1.
Однако в этой пресс-форме иевозлюжпо изготовить высокое изделие с глухим резьбовым отверстием вследствие иаличпя клина на неиодвижной плпте. К. тому же прессформа высока вследствие наличия выталкивающей системы и не надежна в работе, так как не исключено залннание детали на одной из иоловин разжимного резьбового знака.
Известна, являющаяся наиболее близкой к предлагаемой, лнтьевая форма для изготовления изделий с подиутрениями из нолимериого материала, еодержапдая неподвижную плиту с размещенной в ней матрицей, нуансоп, резьбовые вкладьппн, установленные с возможностью перемещения относнтельно пуансона, подвижные опорную плиту п осиоваиие 2.
Для изготовлсиия высокого изделия с глухим резьбовым отверстием в данной форме приходптся нерационально испо.чьзовать литьевое оборудование, так как необходимо нзготавлнвать высокую пресс-форм} со своей выталкивающей системой и устанавлнвать ее на оборудовании с большей дозой впрыска, чем необходимо, так как при высокой пресс-форме иужеп термоиластавтомат с большим расстояннем между илитаА(И. К тому же эта пресс-форма не надежна в работе, так как не исключено залиианне нзделия на одном из резьбовых вкладыщей.
Целью изобретеиия является снн/кенне высоты формы при нзготовлепнн высоких нзделнй с глухим резьбовым отверстием.
Достигается это тем, что лнтьевая форма для изготовлення нзделнй е иоднутреннями из полимерного материала, еодержащая ненодвнжную плнту с размещенной в ней матрицей, пуансон, резьбовые вкладыши, установленные с возможностью неремещения относительно пуансона, нодвил иые опорную илиту и основание, согласно нзобретенню, снабл-:ена плитой съема с размещенными в ее пазах подпружпнепны.мн ползунямп, на которых закреплены резьбовые знаки вк.ча/цыша, а пуансон закренлеи п подвижной плите.
Для повышения надежноети в работе формы за ечет иеключеиия залииания изделпя па вкладышах форма снабжена фиксируюнлими стержнями е задержками, однпми копцами закреплепнымн на планке, подпружиненной относительно основания, а другими размещенными в формующей нолоети.
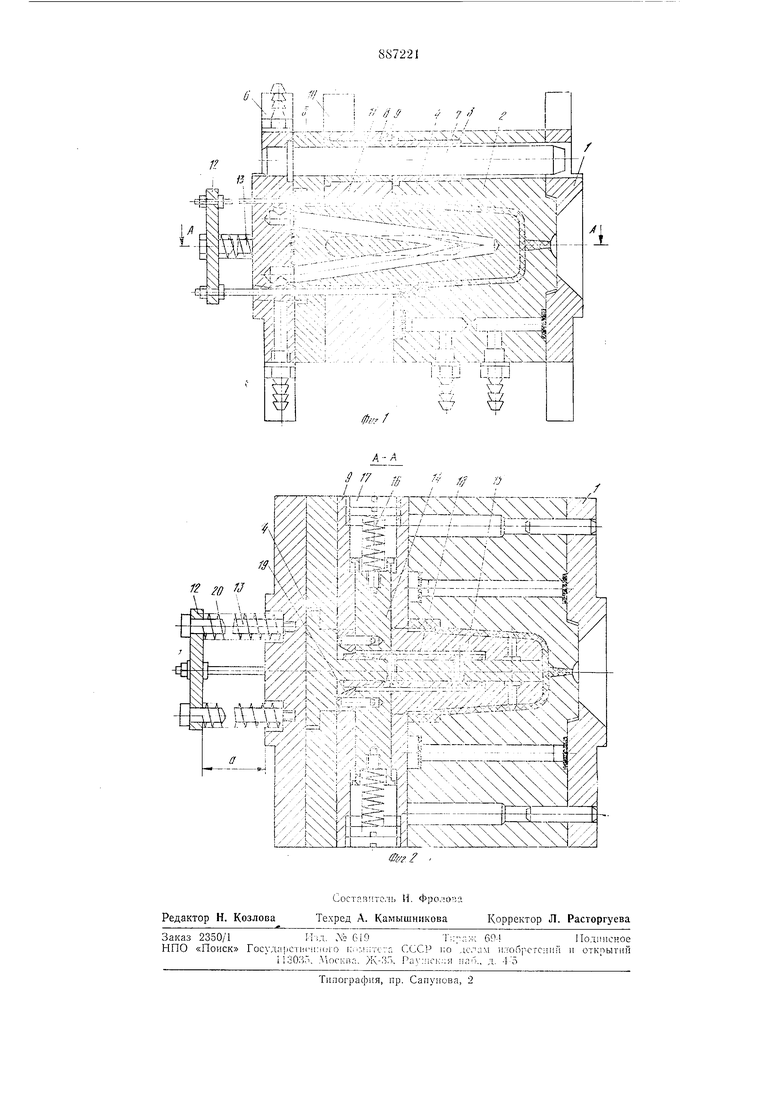
На фиг. 1 изображена форма в закрытом положении, нродольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Литьевая форма еодержит иеиодвижпую плпту 1 с закрепленной к ней матрицей 2, в которую занреееована направляющая втулка 3. Пуансон 4 закреплен в подвижной плите 5, установленной на нодвнжном основании 6, в котором занрессованы направляющие колонки 7, но которым на втулках 8 исремещается нлита 9 съема, имеющая упоры 10. В оформляющую полость матрнцы 2 через отверстия в плите 9 съема входят фиксирующие стержни И с поднутрепием, которые закреплены на подпружиненной относительно основания 6 планке 12 и удерживаются от выпадения нз формы тягамн 13.
Л1ежду нланкой 12 и основанием 6 в сомкнутой пресс-форме имеется зазор а.
В пазах плиты съема размещены ползуны 14, на которых закреплены резьбовые вкладышн 15. Ползуны поджаты нружинаами 16. Величина уснлия иружин 16 регулируется нробками 17. На пуансоне 4 установлены щпонки 18, е помощью которых фиксируются резьбовые вкладыши 15 относительно нуаисоиа 4. Резьбовые вкладыши 15 и.меют скосы 19. На тягах 13 устанавлнваются нружииы 20 возврата планки 12.
Форма работает следующим образом.
После заливки по;1и.1ерного материала в оформляющую полость, выдержки иод давлением и охлаждения форму раскрывают. При этом подвижпое основание 6 вместе с нодвижиой плитой 5, пуансоном 4, плитой 9 съема и резьбовы.ми вкладышами 15 отходит влево до тех пор, пока упоры 10 плиты съема 9 не дойдут до остановочных элементов литьевой машииы (на фиг. 1 не ноказаиы). Поеле этого нлита 9 съема с резьбовыми вкладышами 15, изделием, нланкой 12 и фиксирующими стержнями 11 остановится, а нодвижное основание 6 с подвижной плитой 5 и нуансоном 4 продолжает движение влево. Пуансон 4 выходит нз изделия, а рез1 боиые вкладын.ш li) и(5д действнем пру/кип 16 сблнжс ;о: -я, 01В ;бождая изделие, которое уде1 /кнваегся иа торцах фнксирую щих стержней 11, пока подвпжным основанием 6 не будет пройден зазор а. После этого торцы фнксируюииьх стержней 11 выйдут из изделия, которое упадет в буикер, а подвижная планка 12 иод деГь ствием иружии 20 займет свое исходное ноложенне на расстояние а от подвижного основания 6.
При смыкании формы пуансон входит во взаимодействие со скосами 19 резьбовых вкладышей 15, раздвигает их и становится
на свое место. Направляющие колонки 7
входят во втулкн 3 матрицы 2 и форма
смыкается. После этого цикл иовторяется.
Данная конструкция позволяет отливать
высокие изделия с глухим резьбовым отверстием в пресс-форме с закрытой высотой, равной 2-2,5 высотам изделия, на оборудовании с оптимальной дозой впрыска.
Фор м у л а н 3 о б р е т е и н я
1.оТнтьевая форма для нзготов.чения изделий с поднутрениями из полимерных материалов, содержащая иенодви/киую илиту
с размещенной в ней .матрицей, пуансон, резьбовые вкладыши, установленные с возможностью перемеи;ення относительно нуаисона, подвижные онорную п.чнту и основание, о т л и чающаяся тем, что, с целью
синження высоты формы нрн изготовлении высоких изделий с глухим резьбовым отверстием, она сиабжена плитой съема с размеи,енными в ее пазах подпружиненными нолзунамн, на которых закренлеиы резьбовые вкладыши, а пуансон закреплен в подвижиой плите.
2.Форма по н. 1, отличающаяся тем, что, с целью повышения надежности работы формы путем исключения залипания изделия на вкладышах, она снабжена фиксирующими стержнями с задержками, одними концами закрепленными на планке, подпружиненной относительно основания, а другими коицами, размещенными в формующей полости.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N° 545478, кл. В 29С 5/00, 1974. 2. Демнн Е. Н. Механизацпя и автоматизация прессования изделий из нластмасс. Лениздат. 1962, с. 143 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для литья ИЗДЕЛИЙ из ТЕРЛ^ОРЕАКТИВНЫХ МАТЕРИАЛОВ НА ПРЕССЕ | 1966 |
|
SU180788A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Литьевая форма для изготовления резьбовых изделий | 1984 |
|
SU1127777A2 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Штамп для изготовления деталей типа втулок | 1985 |
|
SU1400752A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Пресс-форма | 1975 |
|
SU515645A1 |
| ЛИТЬЕВАЯ ФОРМА | 1973 |
|
SU361889A1 |