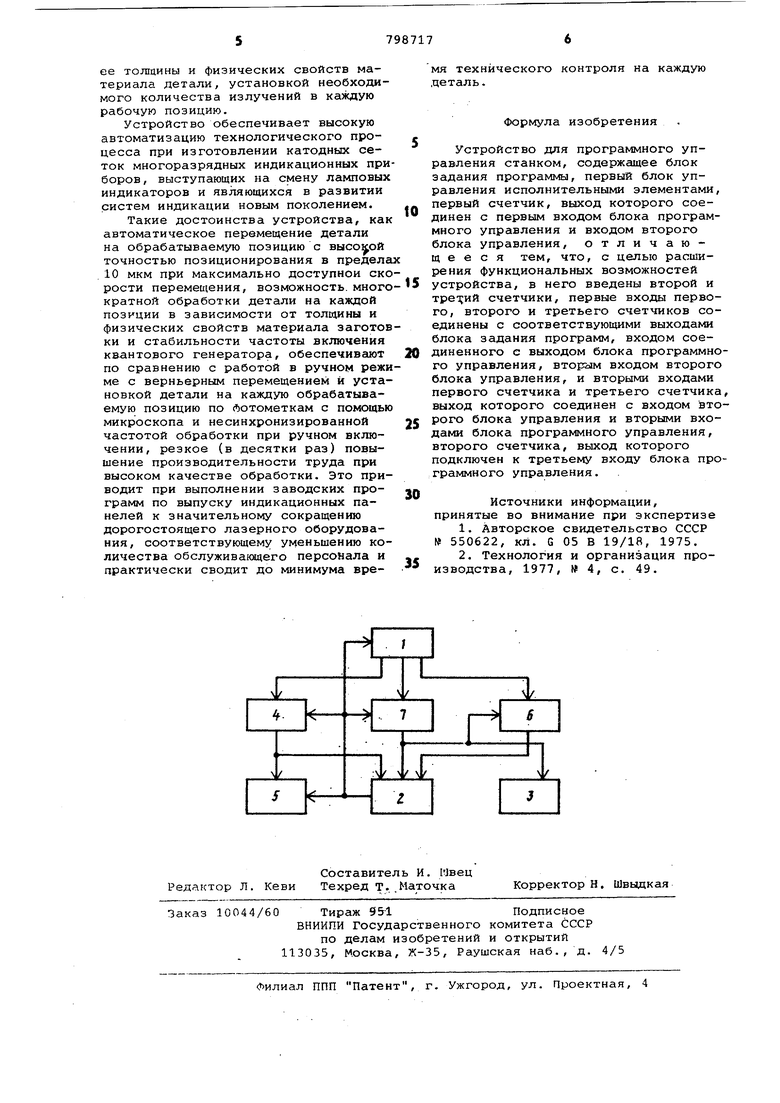
Изобретение относится к автоматике и вычислительной технике и прадназ начено для применения в области обработки деталей лазером, в частности для программного управления координатными переме1цениями в фокальной плоскости объектива лазерного станка исполнительного механизма с установленной на нем обрабатываемой деталью . Известно устройство для программного управления станками, содержащее блок памяти, блок координатных перемещений, блок управления, шаговые двигатели координатных перемещений, а также схемы логических элементов i Однако данное устройство предназначено для управления металлорежущими станками и. по своим функциональным возможнсзстям не обеспечивает специфику управления лазерным станком. Наиболее близким по технической сущности к предлагаемому является лазерный станок с числовым программным управлением для обработки отверстий, содержащий оптико-квантовый генератор с подвижным устройством фокусируемого излучения, исполнительный механизм с закрепленной на нем обрабатываемой деталью, шаговый привод, соединенный с пультом числопрограммного управления {программным блоком), пульт управления (блок задания и ввода программы) , и блок управления под;кигом оптико-квантового генератора t2jОднако при обработке деталей лазерным лучом, например при сверлении сетки отверстий в зависимости от толщины и физических свойств материала обрабатываемой детали, необходимо устанавливать и отрабатывать заданное количество импульсов излучения на одной рабочей позиции, при этом необходимо обеспечивать строгую синхронизацию управления моментом поджига лазера при координатном перемещении от одной рабочей позиции к другой, так как последнее существенным образом определяет точность и качество обработки деталей. Цель изобретения - расширение функциональных возможностей устройства. Эта цель достигается тем, что в устройство для программного управления станком, содержащее блок задания программы, первый блок управления исполнительными элементами, первый счетчик, выход которого соединен с первым входом блока программного управления и входом второго блока управления, в него введены второй и третий счетчики, первые входы первого, второго и третьего счетчиков соединены с соответствующими выходами блока задания программ, входом соеди ненного с выходом блока программного управления, вторым входом второго .блока управления, и вторыми входами первого счетчика и третьего счетчика выход которого соединен с входом вто рого блока управления и вторыми БХО дами блока программного управления, и второго счетчика, выход которого подключен к третьему входу блока про граммного управления. На чертеже представлена структурная схема устройства для программного управления станком. Устройство содержит блок 1 задани программы, блок 2 программного управ ления, блок 3 управления, счетчик 4, блок 5 управления исполнительными эл ментами, счетчики 6 и 7. Устройство работает следующим образом. Первоначально программа в устройство вводится вручную по команде Пуск, на первую рабочую позицию об рабатываемой детали подается от шест надцати до трех импульсов излучения , в зависимости от физических свойств применяемого активного элемента опти ко-квантового генератора для вхождения его в рабочий режим. При этом, как и при дальнейшей работе, необходимо обеспечить постоянную частоту включения оптико-квантового генерато ра. Это достигается путем введения в устройство счетчика 7, который просчитывает импульсы, поступающие из блока 3 программного управления. Счетчик 4, обеспечивающий работу по заданной программе двухкоординатного исполнительного механизма, отключен. Сигналы просчета счетчика 7 синхронизации момента поджига оптикоквантового генератора поступают с частотой, определяемой блоком 1 задания программы, на блок 3 управления поджигом оптико-квантового генератора, вырабатывающий сигналы, по каждому из которых выдается единичный импульс излучения. сигналы просчета прекращают подачу импульсов из боюка 2 в счетчик 7. По окончании прохождения импульса излучения возобновляется подача импульсов в счетчик 7. На этом начальном этапе счетчик 6 просчитывает йеобходимое для вхождения оптико-квантового генератора в рабочий режим количество импульсов излучения и по окончании просчета дает сигнал на блок 2, по которому последний .разрешает прохождение импульсов в работающий параллельно со счетчиком 7 счетчик 4, который просчитывает количество импульсов, необходимое для перевода обрабатываемой детали на новую рабочую поэ1;циго. При этом блок 5 определяет по команде блока 2 координату и знак перемещения. После Ксокдого перемещения подача импульсов на счетчик 4 прекращается, но продолжает заполняться счетчик 7 до заданной величины синхронизации, которая по времени больше времени перемещения двухкоординатг.ого исполнительного механизма на новую позицию на величину, необходимую для успокоения в исполнительном механизме переходных процессов. В дальнейшем, счетчик 6 просчитывает каждый раз количество импульсов излучения необходимое для качественной обработки отверстия в детали, после чего происходят дальнейшие перемещения на новые рабочие позиции. Жесткое, для каждой отдельной программы, время синхронизации момента поджига оптико-квантового генератора позволяет осуществлять обработку отверстий на всей детали в строго определенном для всех импульсов.излучения энергетическом режиме оптикоквантового генератора, что обеспечивает высокое качество обработки. После каждого этапа обработки отверстия в детали информация из блока 1 вводится в счетчик 4. В счетчик 7 информация вводится из блока 1 задания программы после подачи импульсов в счетчик б количества импульсов излучения в зону обработки и на блок 3 управления. Ввод всей программы осуществляется автоматически путем опроса блоком 2 программного управления блока 1 задания программы. После выполнения всей заданной программы устройство автоматически отключается. Введение в устройство счетчика синхронизации момента псджига оптико-квантового генератора и счетчика количества импульсов излучения в зону обработки, соответствующим образом соединенных между собой и .другими известными блоками, позволяет расширить функциональные возможности и эксплуатационные характеристики устройства. Это выражается в том, что повышается точность обработки отверстий и улучшается их качество за счет выдержки времени, необходимой для затухания переходных процессов в механической части двухкоординатного исполнительного механизма, после окон чания перемещения и работы оптикоквантового генератора в строго определенном энергетическом режиме для всех импульсов излучения. Устройство позволяет быстро перестраивать программу при смене активного вещества оптико-квантового генератора установкой необходимого количества излучений на первой рабочей позиции для вхождения оптико-электронной системы лазера в рабочий режим и смене обрабатываемой детали, в зависимости от ее толщины и физических свойств материала детали, установкой необходимого количества излучений в каждую рабочую позицию. Устройство обеспечивает высокую автоматизацию технологического процесса при изготовлении катодньк сеток многоразрядных индикационных при боров, выступающих на смену ламповых индикаторов и являющихся в развитии систем индикации новым поколением. Такие достоинства устройства, ка автоматическое перемещение детали на обрабатываемую позицию с высокой точностью позиционирования в предел 10 мкм при максимально доступной ско рости перемещения, возможность, много кратной обработки детали на каждой позиции в зависимости от толщины и физических свойств материала заготов ки и стабильности частоты включения квантового генератора, обеспечивсиот по сравнению с работой в ручном режи ме с верньерным перемещением и установкой детали на каждую обрабатываемую позицию по Лотометкам с помощью микроскопа и несинхронизированной частотой обработки при ручном включении, резкое (в десятки раз) повышение производительности труда при высоком качестве обработки. Это приводит при выполнении заводских программ по выпуску индикационных панелей к значительному сокращению дорогостоящего лазерного оборудования, соответствующему уменьшению количества обслуживающего персонала и практически сводит до минимума время технического контроля на каждую деталь. Формула изобретения Устройство для программного управления станком, содержащее блок задания программы, первый блок управления исполнительными элементами, первый счетчик, выход которого соединен с первым входом блока программного управления и входом второго блока управления, отличающееся тем, что, с целью расширения функциональных возможностей устройства, в него введены второй и счетчики, первые входы первого, второго и третьего счетчиков соединены с соответствующими выходами блока задания программ, входом соединенного с выходом блока программного управления, вторым входом второго блока управления, и вторыми входами первого счетчика и третьего счетчика, выход которого соединен с входом второго блока управления и вторыми входами блока программного управления, второго счетчика, выход которого подключен к третьему входу блока программного управления. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 550622, кл. G 05 В 19/18, 1975. 2.Технология и организация производства, 1977, № 4, с. 49.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для настройки датчика угловых скоростей лазерного | 2020 |
|
RU2737027C1 |
| Аппарат для лазерной терапии | 1973 |
|
SU555576A1 |
| Устройство для программного управления | 1977 |
|
SU734620A1 |
| ЛАЗЕРНОЕ УСТРОЙСТВО КОНТРОЛЯ ОКОЛОЗЕМНОГО КОСМИЧЕСКОГО ПРОСТРАНСТВА | 2012 |
|
RU2502647C1 |
| Устройство для автоматического управления вращением объекта | 1991 |
|
SU1774309A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Устройство для лазерной обработки деталей | 1989 |
|
SU1682096A1 |
| Устройство для программного управления станком | 1979 |
|
SU862119A1 |
| Устройство для числового программного управления станками | 1985 |
|
SU1291928A1 |
| Устройство для числового программного управления | 1989 |
|
SU1737410A1 |
