1
Изобретение относится к машиност;роению, преимущественно транспортному и может быть использовано в процессе сборки резинометаллических соединений гусениц, например тракторов, танков, тягачей и т.д.
Известно устройство для сборки сочленений звеньев резинометаллической гусеницы, состоящее из тонкостенной металлической трубки и Лланца Наружный диаметр трубки равен диаметру отверстия проушины звена гусеницы Трубка вводится в отверстия проушин сопрягаемых звеньев гусеницы вместе с резинометаллическим пальцем, ранее запрессованным в трубку, через раструб фланца, после чего производится извлечение трубки за Фланец при одновременном удержании пальца в необходимом положении. После извлечения трубки резинометаллический палец устанавливается во внутренних отверстиях проушин сопрягаемых звеньев в требуемом положении 1 .
Недостатками такого устройства являются сложность изготовления (трубка должна быть выполнена тонкостенной) , малая прочность и высокая стоимость (материалом трубки является легированная сталь).
Известно также устройство для сборки резинометаллических соединений, преимущественно гусеницы, содержащее холодильную камеру, размещенную в ней цилиндрическую гильзу, внутренний диаметр которой меньше диаметра отверстия проушины соединения. Гильза имеет диаметральный : разъем и, таким образом, состоит
0 из двух.одинаковых половин, прижатых друг к другу быстродействующими зажимами f2j .
Недостатками этого устройства являются большая металлоемкость уст5ройства вследствие большой металлоемкости разъемной гильзы, содержащей крепежные детали, трудоемкость процесса сборки, так как для выполнения операции извлечения из разъем0ной гильзы пальца, на котором резиновые кольца зафиксированы холодом, необходимо предварительно разъединить гильзу на две половины и только после этого извлекать резиноме5таллический палец, снижение срока службы резинометаллических соединений за счет того, что при запрессовке резинометаллического пальца в разъемную гильзу происходит механи0ческое повреждение резины в виде
продольных прорезей (внутренний-диа метр гильзы меньше диаметра отверстия проушины звенагусеницы и значительно меньше наружного диаметра .резиновых колец пальца в свободном состоянии на величину их радиального обжатия).
Цель изобретения - снижение трудоемкости процесса сборх и и повыше- ние долговечности резинометаллических соединений.
Поставленная цель достигается тем что гильза выполнена цельной, а ее внутренняя поверхность - конической.
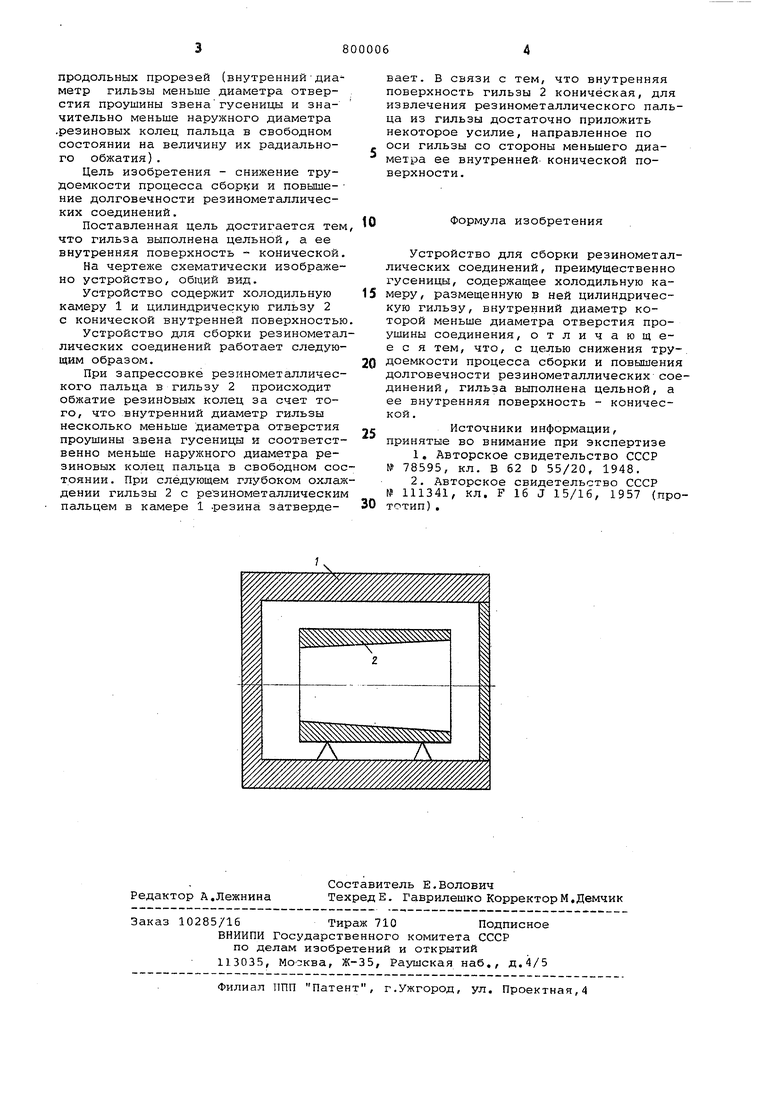
На чертеже схематически изображено устройство, общий вид.
Устройство содержит холодильную камеру 1 и цилиндрическую гильзу 2 с конической внутренней поверхностью
Устройство для сборки резинометаллических соединений работает следующим образом.
При запрессовке резинометаллического пальца в гильзу 2 происходит обжатие резиновых колец за счет того, что внутренний диаметр гильзы несколько меньше диаметра отверстия проушины авена гусеницы и соответственно меньше наружного диаметра резиновых колец пальца в свободном состоянии . При следующем глубоком охлаждении гильзы 2 с резинометаллическим пальцем в камере 1 -резина затвердевает. В связи с тем, что внутренняя поверхность гильзы 2 коническая, для извлечения резинометаллического пальца из гильзы достаточно приложить некоторое усилие, направленное по оси гильзы со стороны меньшего диаметра ее внутренней- конической поверхности.
Формула изобретения
Устройство для сборки резинометаллических соединений, преимущественно гусеницы, содержащее холодильную камеру, размещенную в ней цилиндрическую гильзу, внутренний диаметр которой меньше диаметра отверстия проушины соединения, отличающееся тем, что, с целью снижения трудоемкости процесса сборки и повышения долговечности резинометаллических соединений, гильза выполнена цельной, а ее внутренняя поверхность - конической .
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 78595, кл. В 62 D 55/20, 1948.
2.Авторское свидетельство СССР
№ 111341, кл. F 16 J 15/16, 1957 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резинометаллических соединений | 1978 |
|
SU698829A1 |
| Способ запрессовки резинометаллических пальцев и устройство для его осуществления | 1976 |
|
SU600015A1 |
| Резинометаллический шарнир для гусениц транспортных средств | 2016 |
|
RU2629619C1 |
| Способ сборки сочленений звеньев резинометаллической гусеницы | 1948 |
|
SU78595A1 |
| Устройство для разборки и сборки гусениц с резинометаллическими шарнирами | 1988 |
|
SU1604655A1 |
| Гусеница | 1978 |
|
SU861163A1 |
| РЕЗИНОМЕТАЛЛИЧЕСКИЙ ШАРНИР ДЛЯ ГУСЕНИЦ ТРАНСПОРТНЫХ СРЕДСТВ | 2009 |
|
RU2397907C1 |
| Резинометаллический шарнир гусеницы транспортного средства | 1981 |
|
SU979195A1 |
| Способ сборки, например, резино-металлических соединений | 1957 |
|
SU111341A1 |
| Резино-металлический шарнир для гусеницы транспортного средства | 1976 |
|
SU582132A1 |
