1
Изобретеиие относится к области транспортного маи1иностросния, преимущественно к нронзводс1ву гусеничных MaHiHii, оснащенных гусенинами с резннометаллическнми нгарнирами.
Известен способ запрессовки резинометаллически.ч нальцев в проушины траков гусеницы, при котором резинометаллический налец обжимается в конической втулке, становлениой вне проу1иины 1.
Однако нри утом способе возможны нарушения цельности резины, так как во время се иро.хождсния 1{нутри ироунишы резина задевает стенки.
Известен также способ запрессовкн резипометаллических пальцев в проушины траков гусепицы, включающий операции обжатия пальцев в трубе, установки их в проушины внутри трубы и извлечения трубы из проушии 2.
С помощью этого способа нарушения цельности резины не ироисходит, вследствие чего он более приемлем для использования. Однако этот способ обладает тем недостатком, что сама труба, являясь цельной, занимает зиачительное пространство внутри проушин, вследствие чего происходит иеренапряжение резины в нроцессе его запрессовки.
Целью изобретения является повьпнение качества сборки.
Это достигается тем, что запрессовку пальцев в трубу производят после установки ее в проунишы.
Осушествленис этого способа производят ycTpoiicTBOM, содержащим трубу, вводимую в проушины и выполненную с продольными разрезами, причем паружиый ее диаметр выполнен больню диаметра отверстий нроушин.
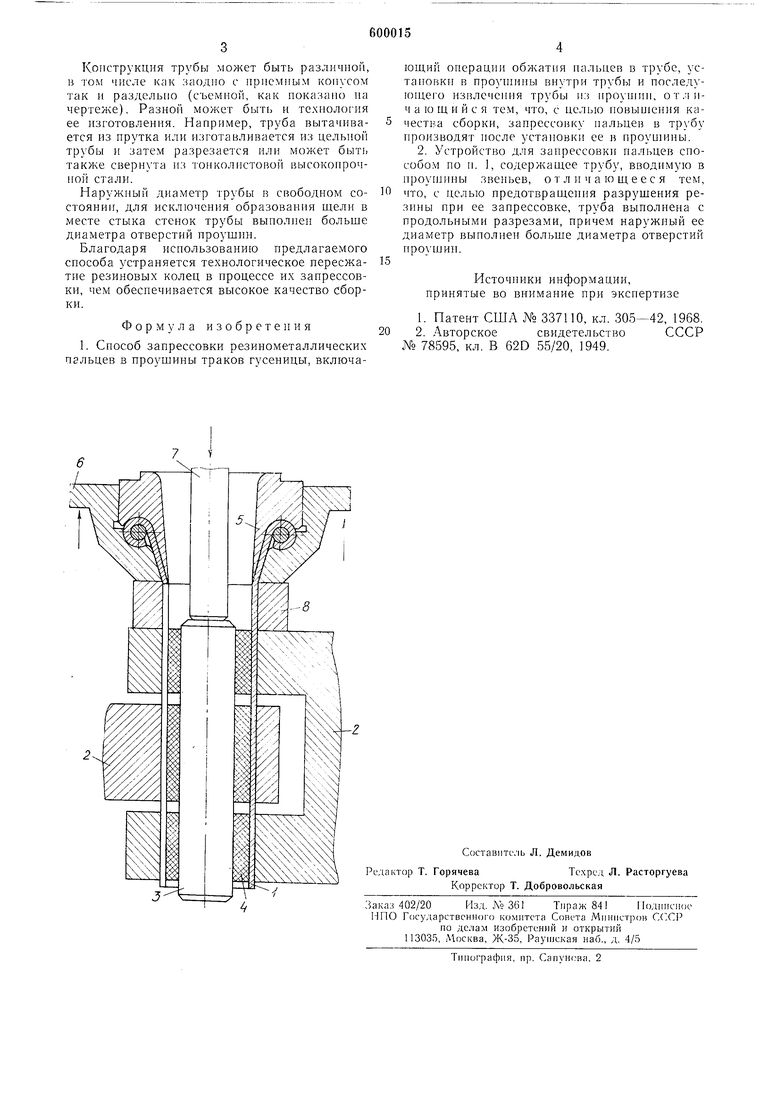
Иа чертеже показано устройство для запрессовки пальцев, разрез.
Усгройство содержит трубу 1, выполненную с продольпыми )азрезами н вводимую в нроуппшы звеиьев 2 траков. Виутрн нее находится налец 3 с резшшвымн кольцами 4. Один конец трубы нрикреплеи к приемному конусу 5, который вставлен во фланец 6.
Запрессовка резнпометаллических пальцев с помощью этого устройства осуществляется следующим образом.
Труба 1 устанавливается в нроущины звеньев 2, а затем палец 3 с укрепленными на нем резпновымп кольцамп 4 запрессовывается через приемный конус5 в трубу, после чего труба извлекается из ироушип за фланец 6, а налец удерживается в требуемом положении упором 7.
Для улучшеп 1Я центровки трубы во время установки ее в нроуипгны может исиользоваться также иаиравляюнгая втулка 8.
Конструкция трубы может быть различной, в том числе как заодио с приемным конусом так н разлель 10 (съемной, как показано на чертеже). Разной может быть н технология ее изготовления. Например, труба вытачивается из прутка или изготавливается из цельиой трубы и затем разрезается или может быть также свернута из тонколистовой высоконрочной стали.
Наружный диаметр трубы в свободном состоянии, для исключения образования щели в месте стыка стенок трубы выиолнеи больше диаметра отверстий нроушни.
Благодаря использованию предлагаемого способа устраняется технологическое пересжатие резиновых колец в процессе их запрессовки, чем обеспечивается высокое качество сборки.
Формула изобретения
1. Способ запрессовки резинометаллических огльцев в проушины траков гусеницы, включающий операции обжатия нальнев в трубе, установки в проупгииы внутри трубы и последу1ои1его извлечепня трубы из нроуншн, от.пича ющий с я тем, что, с целью новын1ення качества сборки, запрессовку иальцев в нроизводят после установки ее в проушины.
2. Устройство для запрессовки пальцев способом по и. 1, содержащее трубу, вводимую в ироуили1ы звеньев, отличающееся тем, что, с целью предотвращения разрушения резины при ее запрессовке, труба выполнена с продольными разрезами, причем наружный ее диаметр выполнен больше диаметра отверстий проущии.
Источники информации, принятые во внимание при экспертизе
1. Патент СШУ № 337110, кл. 305-42, 1968. 20 2. У вторскоесвидетельствоСССР
№ 78595, кл. В 62D 55/20, 1949.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гусеница | 1978 |
|
SU861163A1 |
| Гусеница | 1983 |
|
SU1129114A1 |
| Резинометаллический шарнир гусеничной цепи | 1984 |
|
SU1207881A1 |
| Способ сборки резинометаллических соединений | 1978 |
|
SU698829A1 |
| Устройство для сборки резинометал-личЕСКиХ СОЕдиНЕНий | 1979 |
|
SU800006A1 |
| Устройство для запрессовки резинометаллических втулок в траки гусеницы | 1980 |
|
SU912472A2 |
| Гусеница | 1979 |
|
SU787244A1 |
| Резинометаллический шарнир для гусениц транспортных средств | 2016 |
|
RU2629619C1 |
| Стенд для сборки траков гусеничной цепи | 1988 |
|
SU1549667A1 |
| АСФАЛЬТОХОДНАЯ ГУСЕНИЦА ТРАНСПОРТНОГО СРЕДСТВА С ПАРАЛЛЕЛЬНЫМ РЕЗИНОМЕТАЛЛИЧЕСКИМ ШАРНИРОМ | 2009 |
|
RU2400390C1 |
