Изобретение относится к специальной металлургии и предназначено для использования в гарнисажных печах с керамическим тиглем и водоохлаждаемым кристаллизатором для плавки высокореакционных металлов и сплавов, например Ti, Mo,W,Zr и др.
Известны нepacxoдye 1нe цилиндричекие электроды для i тавки металлов и сплавов, содержащие водоохлаждаемый корпус, прикрепленный к нему медный наконечник, в котором размещен соленоид 1 и 2.
Недостатком этой конструкции является низкий ресурс работы электрода и недостаточная стабильность электрических параметров дуги.
Цель изобретения - повышение ресурса работы электрода и стабилизация электрических параметров дуги.
Цель достигается тем, что рабочая поверхность наконечника выполнена выпуклой, в виде тела вращения, симметричного относительно продольной оси электрода, а нижний торец соленоида установлен на расстоянии отнижнего торца наконечника не менее половины его диаметра и не более его высоты.
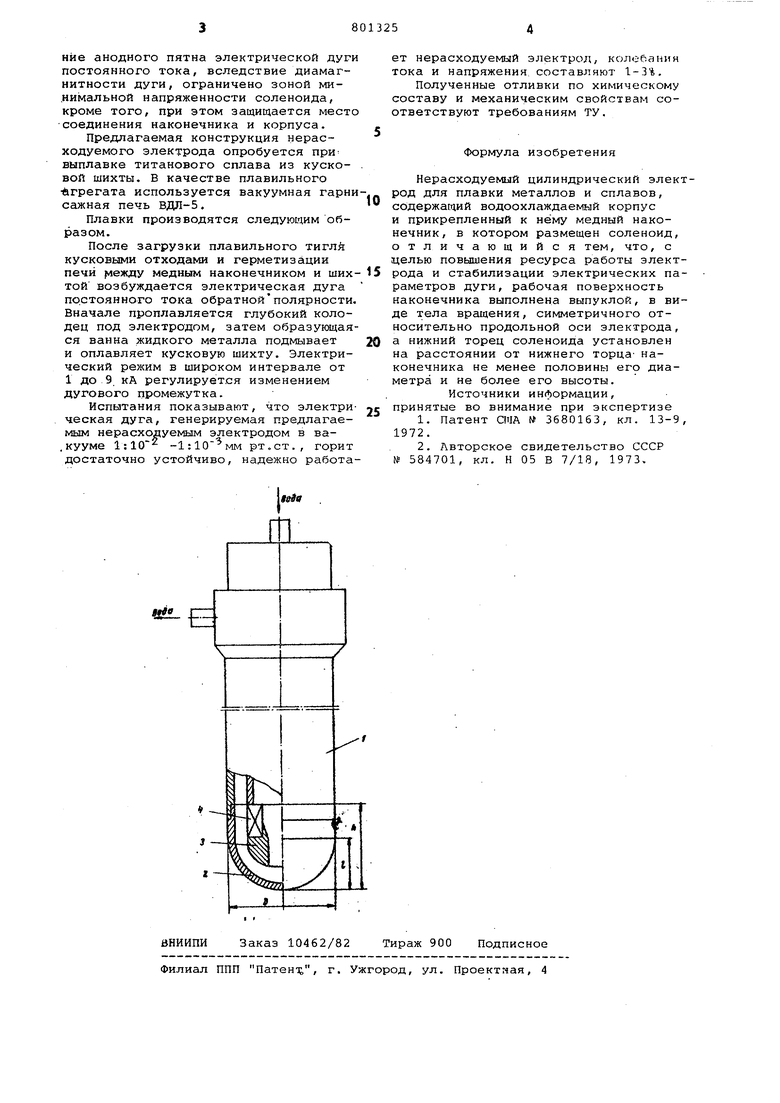
На чертеже представлен предлагаемый электрод.
Электрод содержит водоохлаждаемый корпус 1, медный наконечник 2, перегородку 3 и соленоид 4. С целью повышения надежности работы нерасходуемого электрода и стабильности электрических параметров, предотвращения переброса дуги на боковую поверхност электрода, уменьшения деформации в процессе плавки и увеличения ресурса работы медного наконечника, последний имеет форму параболоида вращения или полусферы, а нижний торец соленоида удален от нижнего торца наконечника на расстояние И не ниже половины диаметра D наконечника, но не более его высоты h
Такое расположение соленоида, включенного последовательно в цепь дуги, обеспечивает не циркуляцию анодного пятна дуги, а его стабилизацию продольной составляющей магнитного поля соленоида на выпуклой поверхности медного водоохлаждаемого наконечника и исключает переброс дуги на боковую стенку электрода. Распределение магнитных силовых линий соленоида таково, что местоположенйе анодного пятна электрической дуг постоянного тока, вследствие диамагнитности дуги, ограничено зоной ми.нимальной напряженности соленоида, кроме того, при этом защищается мест соединения наконечника и корпуса. Предлагаемая конструкция нерасходуемого электрода опробуется при выплавке титанового сплава из кусковой шихты. В качестве плавильного йгрегата используется вакуумная гарн сажная печь ВДЛ-5. Плавки производятся следующим образом. После загрузки плавильного тигля кусковыми отходами и герметизации печи лежду медным наконечником и ших той возбуждается электрическая дуга постоянного тока обратнойполярности Вначале проплавляется глубокий колодец под электродом, затем образующая ся ванна жидкого металла подмывает и оплавляет кусковую шихту. Электрический режим в широком интервале от 1 до 9 кА регулируется изменением дугового промежутка. Испытания показывают, что электри ческая дуга, генерируемая предлагаемым нерасходуемым электродом в ва. кууме 1:10 -1:10 мл1 рт.ст., горит достаточно устойчиво, надежно работа ет нерасходуемый электрод, колебания тока и напряжения составляют 1-3%, Полученные отливки по химическому составу и механическим свойствам соответствуют требованиям ТУ. Формула изобретения Нерасходуемый цилиндрический электрод для плавки металлов и сплавов, содержащий водоохлаждаемый корпус и прикрепленный к нему медный наконечник, в котором размещен соленоид, отличающийся тем, что, с целью повышения ресурса работы электрода и стабилизации электрических параметров дуги, рабочая поверхность наконечника выполнена выпуклой, в виде тела вращения, симметричного относительно продольной оси электрода, а нижний торец соленоида установлен на расстоянии от нижнего торца- наконечника не менее половины его диаметра и не более его высоты. Источники информации, принятые во внимание при экспертизе 1.Патент CWA № 3680163, кл. 13-9, 1972. 2.Авторское свидетельство СССР № 584701, кл. Н 05 В 7/18, 1973,
| название | год | авторы | номер документа |
|---|---|---|---|
| Нерасходуемый цилиндрический электрод для плавки металлов и сплавов | 1978 |
|
SU999177A2 |
| Способ плавки металлов и сплавов в гарнисажных печах | 1975 |
|
SU559966A1 |
| Нерасходуемый электрод для плавки металлов и сплавов | 1979 |
|
SU1023674A1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| Вакуумная гарниссажная печь для плавки металлов и сплавов | 1974 |
|
SU487289A1 |
| Нерасходуемый электрод для плавки металлов и сплавов | 1972 |
|
SU519876A1 |
| Способ изготовления лигатур в вакуумной дуговой печи с нерасходуемым электродом | 2020 |
|
RU2734220C1 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА С ПОЛЫМ НЕРАСХОДУЕМЫМ ЭЛЕКТРОДОМ | 2015 |
|
RU2603409C2 |
| Нерасходуемый электрод для плавки металлов и сплавов | 1976 |
|
SU582453A1 |
| Способ отливки изделий из тугоплавких металлов и их соединений и устройство для его осуществления | 1982 |
|
SU1086025A1 |
