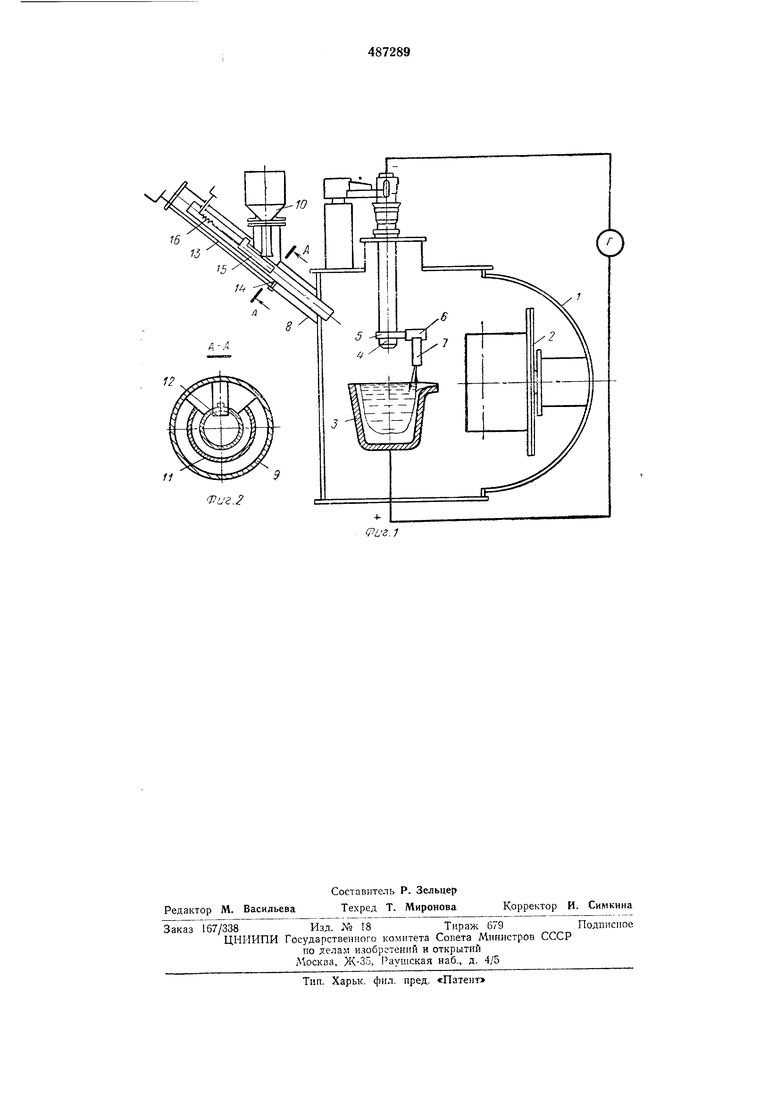
в,верх на расстояние, исключающее возбуждение дуги между графитовым на1КО)1ечН|Иком 7 и гарвиссажем тигля 3 при подаче питания на электрод. С .помощью известных устройств между водоохлаждаемым наконечником иерасходуемого электрода и шихтой возбуждается мощлая дуга лостоянного тока, катодное пятою которой перемещается но поверхности тугоплавких вста1вок под действием BHcmiiiero магнитного поля. Выделение значительной мощаюспи в анодном пятне на новерхтюсти ватшы ,и .высокая его нодвиж1ность способствуют быстрому расплавлению . После .вления металла в плавильном тигле 3 с помощью приводного механизма, винта 13 и каретки 14 В1нутренняя труба // загрузоч юго устройства вдв игается в плавильную камеру :И на бунке)а 10 .па лоток /5 подается кусковая шихта. ;При этом за счет возвратно-поступательного двнжения лотка 15 щихта paiBHOMepHO подается в подвижную внутреннюю трубу 11, а затем поступает в плавильный тигель 3.
Особеш101сти конструкц.ин загрузочного устройст1ва позволяют осуществить точное доэиравагше при непрерывной подаче куско вой шихты в плавильный тигель IB процессе плавки. После накопления задаиного количества жидкого металла в плавильном тигле лерасходуемый электрод поднимают, отключают питание и поворотом печи производят заливку металла в формы. Слвв жидкого металла из тигля можно производить также и без выключения дуги. Электрододержатель с графитовым наКОнеч 1-Би:ком 7, закрепленный на подвижном то,конодводе 5 нерасходуемого электрода 4, используется для оплавления гарниосажа на сливиом иоске тигля. Эта операция производится в период между плавками в разгерметизированной печи. Для этого при
поднятом перасходуемом электроде опускают подвижной токоподвод и устанавливают определенную д,лнну дугового промежутка между графитовы1М нако}1ечннком водоохлаждаемого электрододоржателя и гарниссажем носка. После этого подают питание на нерасходуе.мый электрод и возбуждают дугу, которая спла1вляет гар1Н,И|Ссаж. Такое конструктивное решение но сравнению с известными
позволяет у.мм1ьш,ить ьег1 роиЗ|ВОдительные затраты В|)смени II упростить техноло;-кю.
Предмет изобретения
1. Вакуумная гарниссал ная печь д.ля
плавки метал.юв и сплавов, содержащая герметичную волоохлаждае.мую камеру, расположенные в цепь плавильный тигель, нерасходуемый электрод, и центробежный стол с
фо.р.мам.и и встроенное загрузочное устройство, отличающаяся тем, что, с целью повышения эффактивности и производительности процесса, загрузочное устройство для непрерывной подачи кусковой шихты в плавильный тигель выпол1нено из трех концентричло расположенных труб, из которых иаруж1ная вместе с бункерол неподвижно закреплена на камере нечи, внутренняя подвижная т.руба с выреза(11ным сектором по всей длине но размеру течки бункера снабжена винтом с кареткой, и третья труба выполнена в Виде подвижного лотка.
2. Вакуумная гарииссажиая печь по п. 1, отличающаяся тем, что, с целью упрош,ения
конструкции, нерасходуемый водоохлаждаемый электрод снабжен шодвижныл токоподводом, размещенным на его корпусе, с водоохлаждаемым электрододержателем, в торец которого вмонткраван графитовый нако.нечниК.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плавки металлов и сплавов в гарнисажных печах | 1975 |
|
SU559966A1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| ВАКУУМНЫЙ ДУГОВОЙ ГАРНИСАЖНЫЙ АГРЕГАТ | 2008 |
|
RU2394925C2 |
| Способ отливки изделий из тугоплавких металлов и их соединений и устройство для его осуществления | 1982 |
|
SU1086025A1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| Нерасходуемый цилиндрическийэлЕКТРОд для плАВКи МЕТАллОВи СплАВОВ | 1977 |
|
SU801325A1 |
| Нерасходуемый цилиндрический электрод для плавки металлов и сплавов | 1978 |
|
SU999177A2 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК | 2005 |
|
RU2291758C2 |
| ВАКУУМНАЯ ДУГОВАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2003 |
|
RU2239757C1 |
| Нерасходуемый электрод для плавки металлов и сплавов | 1979 |
|
SU1023674A1 |