Изобретение относится к металлургии, в частности к производству лигатур, для выплавки сплавов на различных основах (никель, кобальт, титан, железо и др.) в вакуумной дуговой печи с нерасходуемым вольфрамовым электродом.
Целесообразность введения некоторых легирующих элементов в виде лигатур при выплавке сплавов обусловлена рядом преимуществ, включающих: улучшение усвоения легирующего тугоплавкого элемента, сокращение времени растворения и перемешивания расплава, повышение рафинирующего эффекта (для рафинирующих добавок редкоземельных и щелочноземельных элементов). Эти положительные эффекты достигаются за счет приближения плотности и температуры плавления добавки в виде лигатуры к параметрам основы сплава.
Основными показателями качества лигатур являются равномерность распределения легирующих элементов по всему объему лигатуры и чистота от газов - кислорода и азота.
Известен способ получения лигатуры никель-редкоземельный металл, включающий расплавление никеля, выдержку полученного расплава никеля и смешивание его с редкоземельным металлом, индукционное перемешивание полученного расплава, его разливку и охлаждение образующегося из расплава слитка. Никель расплавляют в вакууме в инертном тигле индукционной печи. Полученный расплав нагревают до температуры 1500-1700°С и выдерживают до его дегазации в плавильной камере (рабочем пространстве) под вакуумом, после чего снижают температуру расплава никеля до 1400-1550°С и в вакууме или атмосфере инертного газа порционно добавляют в него редкоземельный металл (RU 2556176 С1, 10.07.2015).
Данный способ обеспечивает равномерное перемешивание легирующих элементов по всему объему лигатуры за счет индукционного перемешивания и низкое содержание газов за счет расплавления в вакууме, однако не применим для выплавки лигатур с высокими температурами ликвидус/солидус, например, лигатур с высоким содержанием тугоплавких металлов, таких как вольфрам, рений, молибден, тантал и др. Другим недостатком данного способа является наличие неизбежных потерь металла, связанных с образованием гарнисажа на керамическом тигле и литейной оснастке (разливочных ковшах, воронках и т.д.), разбрызгиванием металла в процессе разливки, необходимостью обрезки головной части слитка с усадочной раковиной, имеющей высокую ликвационную неоднородность и загрязненной неметаллическими включениями. В связи с этим использование данного способа для производства лигатур с дорогостоящими элементами, например, драгоценными и дорогостоящими металлами рутением, рением и другими экономически нецелесообразно.
Известен способ вакуумной дуговой плавки с нерасходуемым электродом, при котором с целью стабилизации распределения энергии между электродом и ванной расплава в межэлектродное пространство в процессе плавки вводят эмисионно-активное веществ. В качестве эмиссионно-активных веществ могут быть использованы металлический иттрий, кальций, церий и другие металлы и их соединения, повышающие электронную эмиссию металлов (SU 323454 А1, 10.12.1971).
Недостатком данного способа является загрязнение выплавляемой лигатуры остатками эмиссионно-активных веществ, вводимых в процессе плавки.
Известен способ вакуумной дуговой плавки измельченного металла с использование нерасходуемого полого электрода, включающий подачу сыпучего материала через полый электрод и формирование слитка в кристаллизаторе. С целью осуществления процесса плавки в глубоком вакууме и увеличения выхода годного металла по току сыпучий материал удерживают в полости нерасходуемого электрода до установления капельного стекания его из выходного отверстия электрода в кристаллизатор, при этом в процессе плавки освобождающуюся полость электрода заполняют новыми порциями сыпучего материала. Нижнее отверстие трубчатого электрода закрывают пробкой из переплавляемого металла таким образом, чтобы между нею и электродом был надежный электрический контакт. После этого внутреннюю полость электрода заполняют измельченным металлом или порошком (SU 407956 А1, 10.12.1973).
Недостатком данного способа является необходимость использования измельченных шихтовых материалов в виде порошка. При выплавке лигатур с дорогостоящими материалами процесс предварительного распыления исходной шихты будет сопровождаться неизбежными потерями, что экономически нецелесообразно. Кроме того, необходимость получения измельченного металла удорожает процесс получения лигатуры.
Наиболее близким аналогом предлагаемого способа является способ изготовления лигатуры вольфрам-титан-гафний-алюминий, при котором в вакуумной дуговой печи с нерасходуемым вольфрамовым электродом осуществляют плавку шихты, причем перед плавкой шихту помещают в медный водоохлаждаемый кристаллизатор, печь закрывают и начинают откачку печи до остаточного давления 0,01÷0,05 мм рт.ст., по достижении которого в рабочее пространство печи напускают аргон до давления, равного величине атмосферного, при этом на первом этапе на дно медного водоохлаждаемого кристаллизатора помещают титан, а на него вольфрам, обладающий большой плотностью, растворяют и сплавляют титан и вольфрам в пропорции, которая соответствует содержанию этих элементов в лигатуре, с образованием единого слитка при величине тока дуги между шихтой и электродом 750÷1100 А и времени плавки 3÷10 мин, а для усреднения химического состава слитка его извлекают из кристаллизатора, переворачивают и подвергают повторному переплаву при температуре расплава на 30÷50°С выше температуры ликвидуса сплава титана и вольфрама, затем к переплавленному слитку добавляют необходимое количество алюминия и гафния, которые размещают под слитком сплава титана и вольфрама, обладающего большой плотностью, и осуществляют плавку при температуре расплава 1750÷1900°С (RU 2470084 С1, 20.12.2012).
Недостатками способа-прототипа являются:
- неприменимость данного способа для выплавки лигатур на основе легкоплавких металлов (алюминия, олова, щелочноземельных элементов и др.) в связи с величиной тока дуги при первом переплаве, ограниченной в диапазоне 750÷1100 А. Столь высокие значения тока дуги приводят к тому, что во время плавки, особенно в начале процесса при возникновении электрической дуги, в связи с перегревом медного водоохлаждаемого кристаллизатора происходит распыление (разбрызгивание) легкоплавких шихтовых материалов, которое не позволяет получать лигатуру заданного состава на основе легкоплавких металлов;
- откачка плавильной камеры печи до остаточного давления 0,01÷0,05 мм рт.ст. не обеспечивает эффективного удаления газов атмосферы (в первую очередь азота и кислорода) из рабочего пространства печи и приводит к загрязнению выплавляемой лигатуры;
- необходимость разгерметизации плавильной камеры печи для добавления второй части легирующих элементов (алюминия и гафния) приводит к напуску воздуха в рабочее пространство печи и требует повторной откачки плавильной камеры, что увеличивает продолжительность технологического процесса. Также продолжительность процесса увеличивает время охлаждения слитка после переплава вольфрама и титана для предотвращения взаимодействия раскаленного металла с газами атмосферы.
Кроме того, данный способ предусматривает плавку в определенном температурном диапазоне 1750÷1900°С, однако контроль температуры расплава в процессе плавки в вакуумной дуговой печи с нерасходуемым электродом технически реализовать известными методами весьма затруднительно. Термопара погружения будет вызывать частичную кристаллизацию слитка, поскольку является источником дополнительного теплоотвода, и нарушать процесс плавки. На показания пирометра будет влиять яркость электрической дуги. Кроме того, в связи с принципиальными особенностями способа выплавки в вакуумных дуговых печах с нерасходуемым электродом, температура расплава вблизи и на расстоянии от электрической дуги значительно отличается (по краям жидкометаллической ванны расплав затвердевает на медных стенках кристаллизатора).
Техническим результатом предлагаемого изобретения является расширение номенклатуры получаемых лигатур (получение лигатур различного состава, содержащих редкоземельные, щелочноземельные, тугоплавкие или драгоценные металлы), обеспечение высокой однородности (равномерного распределения содержания легирующих элементов по всему объему слитка) и низкого содержания газов - кислорода и азота. Техническим результатом также является сокращение времени, трудоемкости и энергоемкости процесса выплавки лигатур.
Технический результат достигается предложенным способом изготовления лигатуры, включающим загрузку шихтовых материалов в медный водоохлаждаемый кристаллизатор, размещенный в плавильной камере вакуумной дуговой печи с нерасходуемым вольфрамовым электродом, закрытие плавильной камеры печи, откачку воздуха и напуск инертного газа в плавильную камеру печи, первичное расплавление шихтовых материалов электрической дугой, переворачивание полученного слитка и его повторный переплав, при этом при первичном расплавлении используют шихтовые материалы, включающие все легирующие элементы, входящие в состав лигатуры, откачку воздуха из плавильной камеры печи осуществляют до остаточного давления не более 1,5⋅10-3 мм рт.ст., напуск инертного газа в плавильную камеру печи осуществляют до давления от 50 до 750 мм рт.ст., первичное расплавление шихтовых материалов и повторный переплав слитка начинают при величине тока дуги в диапазоне от 20 до 400 А, а затем увеличивают его до значений от 150 до 1250 А.
Напуск инертного газа в плавильную камеру печи предпочтительно осуществлять через систему очистки.
Повторный переплав слитка можно проводить в одну или более стадий с переворачиванием слитка между стадиями.
Переворачивание слитка можно проводить с помощью манипулятора либо вручную после вскрытия камеры печи.
Расплавление осуществляется в среде инертного газа, например, аргона, напуск которого осуществляют после откачки плавильной камеры (рабочего пространства) печи до остаточного давления не более 1,5⋅10-3 мм рт.ст. для минимизации взаимодействия расплава в процессе плавки с остаточными газами, содержащимися в атмосферном воздухе (в первую очередь - кислородом и азотом) и повышения чистоты полученной лигатуры.
Напуск инертного газа предпочтительно осуществляется через систему очистки, представляющую собой комбинацию фильтров и молекулярных сит с реагентами (например, на основе Ti, Са и CuO) для осушки и удаления примесей, в т.ч. кислорода и азота.
Напуск инертного газа до давления ниже атмосферного (от 50 до 750 мм рт.ст.) обеспечивает более равномерный и плавный нагрев шихты. При большем давлении электрическая дуга является более сфокусированной, то есть плотность потока энергии выше, а нагреваемая площадь меньше, что снижает степень перемешивания компонентов лигатуры, увеличивает расход инертного газа на плавку и может привести к локальному перегреву, вскипанию расплава и/или повреждению медного кристаллизатора. Таким образом, проведение расплавления шихты в заявленном диапазоне давления обеспечивает равномерное распределение различных легирующих элементов (редкоземельные, щелочноземельные, тугоплавкие или драгоценные металлы) в расплаве и надежность способа.
Расплавление шихтовых материалов при начальном токе дуги 20 - 400 А с последующим увеличением до значений 200 - 1250 А обеспечивает предотвращение распыления (разбрызгивания) шихтовых материалов при возникновении электрической дуги и перегрев медного водоохлаждаемого кристаллизатора до его заполнения расплавом. Значение тока выбирают исходя из физико-химических свойств (температура плавления и кипения, способность и теплота образования соединений и т.д.) шихтовых материалов (компонентов лигатуры). Установленные диапазоны силы тока обеспечивают расширение номенклатуры получаемых лигатур и возможность получения лигатур, содержащих не только тугоплавкие, но и редкоземельные, щелочноземельные и драгоценные металлы.
В качестве шихтовых материалов могут быть использованы никель, кобальт, хром, железо, алюминий, цирконий, гафний, вольфрам, молибден, рений, ниобий, тантал, ванадий, титан, рутений, платину, палладий, иридий, золото, серебро, редкоземельные металлы, щелочноземельные металлы, олово, свинец, медь, марганец, кремний, бор в различных сочетаниях, что обеспечивает широкую номенклатуру лигатур, производимых с помощью предложенного способа.
На однородность полученного слитка лигатуры основное влияние оказывает не только первоначальное расположение шихтовых материалов, но и время протекания диффузионных процессов в расплавленном состоянии, которое зависит от количества переплавов слитка. При поочередном помещении шихтовых материалов в кристаллизатор уменьшается время нахождения в расплавленном состоянии легирующих элементов, введенных перед последним переплавом. Следовательно, снижается однородность слитка. За счет того, что, в отличие от прототипа, все шихтовые материалы помещают в кристаллизатор перед первичным расплавлением, обеспечивается увеличение продолжительности диффузионных процессов, улучшение равномерности распределения легирующих элементов в слитке и сокращение продолжительности и трудоемкости процесса производства лигатуры.
Переворачивание слитка перед его повторным переплавом обеспечивает возможность прохождения диффузионных процессов в части слитка, которая находилась в контакте с медным водоохлаждаемым кристаллизатором и не была подвергнута расплавлению при предыдущем переплаве, что обеспечивает высокую однородность полученного слитка. Кроме того, переворачивание слитка может быть проведено с помощью манипулятора без нарушения герметичности камеры печи и ее повторной откачки, что дополнительно сокращает время технологического процесса производства лигатуры, обеспечивает экономию инертного газа и электроэнергии, увеличивает ресурс вакуумных насосов, а также обеспечивает высокую чистоту атмосферы плавильной камеры печи и, как следствие, высокую чистоту выплавленной лигатуры.
За счет быстрого охлаждения на медном водоохлаждаемом кристаллизаторе полученный слиток имеет низкую ликвационную неоднородность. Равномерность распределения легирующих элементов по всему объему слитка обеспечивается за счет повторного переплава, перед которым слиток переворачивают, при этом повторный переплав может быть проведен в одну или более стадий с переворачиванием слитка между стадиями.
Примеры осуществления.
Пример 1.
Предлагаемым способом осуществляли выплавку лигатуры рутений-никель (Ru65Ni) для легирования жаропрочных никелевых сплавов. Плавку проводили в вакуумной дуговой печи с нерасходуемым электродом. Масса шихты, состоящей из рутения и никеля, составляла 1 кг. После помещения шихты в водоохлаждаемый медный кристаллизатор плавильную камеру печи закрыли и откачали до давления 1,1⋅10-3 мм рт.ст., напустили инертный газ аргон в рабочее пространство печи до давления 550 мм рт.ст., начали плавку при величине тока дуги 200 А, далее увеличили ток до 500 А и расплавили шихту. После охлаждения плавильную камеру открыли, перевернули полученный слиток, закрыли плавильную камеру и откачали до давления 1,1⋅10-3 мм рт.ст., напустили инертный газ аргон в рабочее пространство печи до давления 550 мм рт.ст., начали плавку при величине тока дуги в 200 А, далее увеличили ток до 500 А и расплавили шихту. Далее по такому же режиму провели еще два переплава полученного слитка.
Из пяти разных мест полученного слитка отобрали пробы и определили химический состав полученной лигатуры.
Содержание основных легирующих элементов в лигатуре определяли методом волно-дисперсионной ренгенофлуоресцентной спектрометрии, содержание кислорода - инфракрасным методом, содержание азота - кондуктометрическим методом. Химический состав проб представлен в таблице 1.
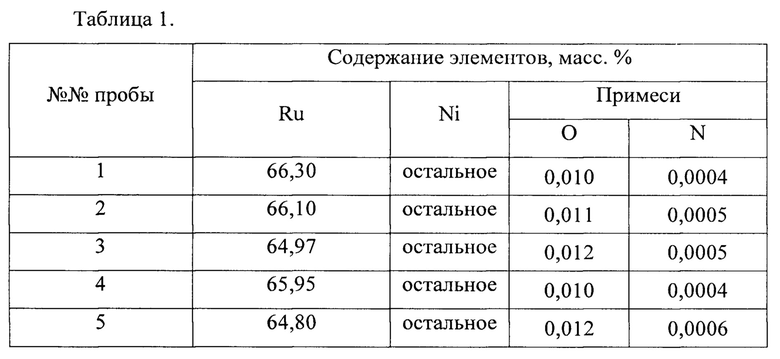
Из таблицы 1 видно, что в изготовленном по предложенному способу слитке лигатуры отклонение от расчетного состава не превышает 1,3% масс., а содержание газов кислорода и азота не более 0,012 и 0,0006% масс. соответственно.
Пример 2.
Предлагаемым способом осуществляли выплавку лигатуры гафний-никель (NiHf90) для легирования жаропрочных никелевых сплавов. Плавку проводили в вакуумной дуговой печи с нерасходуемым электродом. Масса шихты, состоящей из гафния и никеля составляла 1,4 кг. По е помещения шихты в водоохлаждаемый медный кристаллизатор плавильную камеру печи закрыли и откачали до давления 5,0⋅10-4 мм рт.ст., напустили инертный газ гелий в рабочее пространство печи до давления 50 мм рт.ст., начали плавку при величине тока дуги 400 А, далее увеличили ток до 1250 А и расплавили шихту. После охлаждения плавильную камеру не открывали, полученный слиток перевернули с помощью манипулятора вакуумной дуговой печи с нерасходуемым электродом, начали плавку при величине тока дуги 400 А, далее увеличили ток до 1250 А и расплавили шихту. Далее по такому же режиму провели еще три переплава полученного слитка.
Из пяти разных мест полученного слитка отобрали пробы и определили химический состав полученной лигатуры.
Содержание основных легирующих элементов в лигатуре определяли методом волно-дисперсионной ренгенофлуоресцентной спектрометрии, содержание кислорода - инфракрасным методом, содержание азота - кондуктометрическим методом. Химический состав проб представлен в таблице 2.
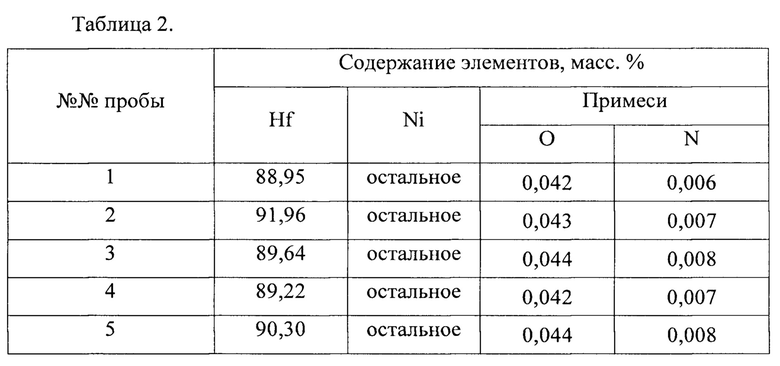
Из таблицы 1 видно, что в изготовленном по предложенному способу слитке лигатуры отклонение от расчетного состава не превышает 1,96% масс., а содержание газов кислорода и азота не более 0,044 и 0,008% масс. соответственно.
Пример 3.
Предлагаемым способом осуществляли выплавку лигатуры никель-иттрий (NiY25) для легирования жаропрочных никелевых сплавов. Плавку проводили в вакуумной дуговой печи с нерасходуемым электродом. Масса шихты, состоящей из никеля и иттрия составляла 0,8 кг. После помещения шихты в водоохлаждаемый медный кристаллизатор плавильную камеру печи закрыли и откачали до давления 3,0⋅10-4 мм рт.ст., напустили инертный газ аргон в рабочее пространство печи до давления 600 мм рт.ст., начали плавку при величине тока дуги в 100 А, далее увеличили ток до 400 А и расплавили шихту. После охлаждения плавильную камеру открыли, перевернули полученный слиток, закрыли плавильную камеру и откачали до давления 3,0⋅10-4 мм рт.ст., напустили аргон через систему очистки инертных газов в рабочее пространство печи до давления 600 мм рт.ст., начали плавку при величине тока дуги в 100 А, далее увеличили ток до 400 А и расплавили шихту. Далее по такому же режиму провели еще два переплава полученного слитка.
Из пяти разных мест полученного слитка отобрали пробы и определили химический состав полученной лигатуры.
Содержание основных легирующих элементов в лигатуре определяли методом волно-дисперсионной ренгенофлуоресцентной спектрометрии, содержание кислорода - инфракрасным методом, содержание азота - кондуктометрическим методом. Химический состав проб представлен в таблице 3.
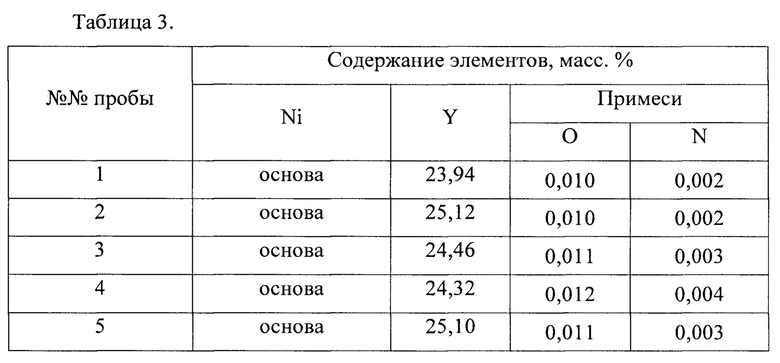
Из таблицы 3 видно, что в изготовленном по предложенному способу слитке лигатуры отклонение от расчетного состава не превышает 1,06% масс., а содержание газов кислорода и азота не более 0,010 и 0,004% масс. соответственно.
Пример 4.
Предлагаемым способом осуществляли выплавку лигатуры алюминий-барий (AlBa57) для легирования жаропрочных никелевых сплавов. Плавку проводили в вакуумной дуговой печи с нерасходуемым электродом. Масса шихты, состоящей из алюминия и бария составляла 0,4 кг. После помещения шихты в водоохлаждаемый медный кристаллизатор плавильную камеру печи закрыли и откачали до давления 1,0⋅10-4 мм рт.ст., напустили инертный газ аргон в рабочее пространство печи до давления 750 мм рт.ст., начали плавку при величине тока дуги в 20 А, далее увеличили ток до 150 А и расплавили шихту. После охлаждения плавильную камеру открыли, перевернули полученный слиток, закрыли плавильную камеру и откачали до давления 1,0⋅10-4 мм рт.ст., напустили инертный газ аргон в рабочее пространство печи до давления 750 мм рт.ст., начали плавку при величине тока дуги в 20 А, далее увеличили ток до 150 А и расплавили шихту. Последующие переплавы полученного слитка не проводили.
Из пяти разных мест полученного слитка отобрали пробы и определили химический состав полученной лигатуры.
Содержание основных легирующих элементов в лигатуре определяли методом волно-дисперсионной ренгенофлуоресцентной спектрометрии, содержание кислорода - инфракрасным методом, содержание азота - кондуктометрическим методом. Химический состав проб представлен в таблице 4.
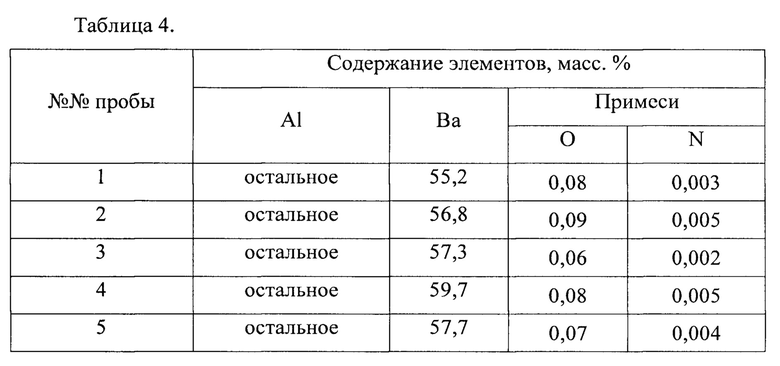
Из таблицы 4 видно, что в изготовленном по предложенному способу слитке лигатуры равномерность, распределения легирующего элемента ниже, чем в примерах 1-3, что связано с однократным повторным переплавом полученного слитка: максимальное отклонение от расчетного состава составляет 2,7% масс. Однако для данной лигатуры такой уровень однородности является допустимым, поэтому дополнительные переплавы не требуются с целью сокращения времени, трудоемкости и энергоемкости технологического процесса. Содержание газов в полученной лигатуре находится на весьма низком уровне для данного вида лигатуры: кислорода - не более 0,09% масс., азота - не более 0,005% масс.
Пример 5.
Предлагаемым способом осуществляли выплавку лигатуры алюминий-молибден-титан (AlMo50Ti7,5) для легирования титановых сплавов. Плавку проводили в вакуумной дуговой печи с нерасходуемым электродом. Масса шихты, состоящей из алюминия, молибдена и титана составляла 0,7 кг. После помещения шихты в водоохлаждаемый медный кристаллизатор плавильную камеру печи закрыли и откачали до давления 8,0⋅10-5 мм рт.ст., напустили инертный газ аргон в рабочее пространство печи до давления 400 мм рт.ст., начали плавку при величине тока дуги в 100 А, далее увеличили ток до 550 А и расплавили шихту. После охлаждения плавильную камеру открыли, перевернули полученный слиток, закрыли плавильную камеру и откачали до давления 8,0⋅10-5 мм рт.ст., напустили инертный газ аргон в рабочее пространство печи до давления 400 мм рт.ст., начали плавку при величине тока дуги в 100 А, далее увеличили ток до 550 А и расплавили шихту. Далее по такому же режиму провели еще два переплава полученного слитка.
Из пяти разных мест полученного слитка отобрали пробы и определили химический состав полученной лигатуры.
Содержание основных легирующих элементов в лигатуре определяли методом волно-дисперсионной ренгенофлуоресцентной спектрометрии, содержание кислорода - инфракрасным методом, содержание азота - кондуктометрическим методом. Химический состав проб представлен в таблице 5.
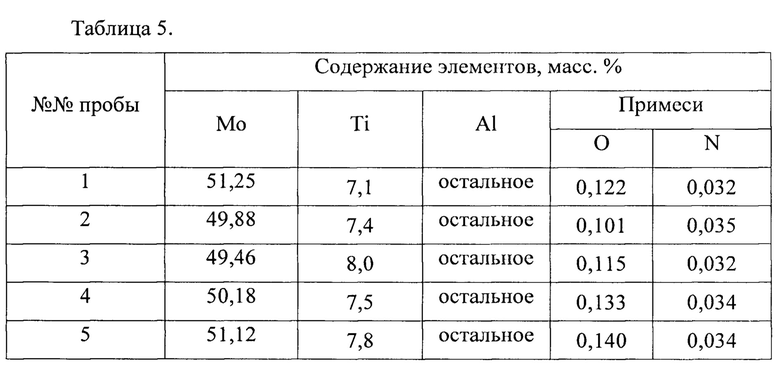
Из таблицы 5 видно, что в изготовленном но предложенному способу слитке лигатуры отклонение от расчетного состава не превышает 1,25% масс. Содержание газов (кислорода и азота) в полученной лигатуре находится составляет не более 0,140 и 0,032% масс. соответственно, что для данного вида лигатуры является весьма низким уровнем.
Таким образом, предложенный способ производства лигатур обеспечивает получение лигатур различного состава с равномерным распределением содержания легирующих элементов по всему объему слитка и низким содержанием примесей и газов (кислорода и азота).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА С ПОЛЫМ НЕРАСХОДУЕМЫМ ЭЛЕКТРОДОМ | 2015 |
|
RU2603409C2 |
| ЛИГАТУРА ДЛЯ ВЫПЛАВКИ ЖАРОПРОЧНОГО ТИТАНОВОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2470084C1 |
| ЛИГАТУРА ДЛЯ ВЫПЛАВКИ СЛИТКА ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ ТИТАНА | 2014 |
|
RU2557203C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2005 |
|
RU2288287C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ НИЗКОЛЕГИРОВАННЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2021 |
|
RU2770807C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| СПОСОБ ВЫПЛАВКИ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2023 |
|
RU2807237C1 |
| СПОСОБ ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ "КАРУСЕЛЬНАЯ ПЛАВКА И ДОННЫЙ СЛИВ - КПДС" | 2002 |
|
RU2291209C2 |
| Способ получения полуфабриката из сплава на основе ниобия | 2018 |
|
RU2680321C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ОСОБОЧИСТОЙ МЕДИ | 2021 |
|
RU2762460C1 |
Изобретение относится к металлургии, в частности к производству лигатур в вакуумной дуговой печи с нерасходуемым вольфрамовым электродом. Способ изготовления лигатуры, включающий загрузку шихтовых материалов в медный водоохлаждаемый кристаллизатор, размещенный в плавильной камере вакуумной дуговой печи с нерасходуемым вольфрамовым электродом, закрытие плавильной камеры печи, откачку воздуха и напуск инертного газа в плавильную камеру печи, первичное расплавление шихтовых материалов электрической дугой, переворачивание полученного слитка и его повторный переплав. При первичном расплавлении используют шихтовые материалы, включающие все легирующие элементы, входящие в состав лигатуры, откачку воздуха из плавильной камеры печи осуществляют до остаточного давления не более 1,5⋅10-3 мм рт.ст., напуск инертного газа в плавильную камеру печи осуществляют до давления в диапазоне от 50 до 750 мм рт.ст., первичное расплавление шихтовых материалов и повторный переплав слитка начинают при величине тока дуги в диапазоне от 20 до 400 А, а затем увеличивают его до значений в диапазоне от 150 до 1250 А. Обеспечивается расширение номенклатуры получаемых лигатур высокой однородности и низкого содержания газов - кислорода и азота. 3 з.п. ф-лы, 5 табл., 5 пр.
1. Способ изготовления лигатуры, включающий загрузку шихтовых материалов в медный водоохлаждаемый кристаллизатор, размещенный в плавильной камере вакуумной дуговой печи с нерасходуемым вольфрамовым электродом, закрытие плавильной камеры печи, откачку воздуха и напуск инертного газа в плавильную камеру печи, первичное расплавление шихтовых материалов электрической дугой, переворачивание полученного слитка и его повторный переплав, отличающийся тем, что при первичном расплавлении используют шихтовые материалы, включающие все легирующие элементы, входящие в состав лигатуры, откачку воздуха из плавильной камеры печи осуществляют до остаточного давления не более 1,5⋅10-3 мм рт.ст., напуск инертного газа в плавильную камеру печи осуществляют до давления в диапазоне от 50 до 750 мм рт.ст., первичное расплавление шихтовых материалов и повторный переплав слитка начинают при величине тока дуги в диапазоне от 20 до 400 А, а затем увеличивают его до значений в диапазоне от 150 до 1250 А.
2. Способ по п. 1, отличающийся тем, что напуск инертного газа в плавильную камеру печи осуществляют через систему очистки.
3. Способ по п. 1, отличающийся тем, что повторный переплав слитка проводят в одну или более стадий с переворачиванием слитка между стадиями.
4. Способ по п. 1, отличающийся тем, что переворачивание слитка проводят с помощью манипулятора либо вручную после вскрытия камеры печи.
| ЛИГАТУРА ДЛЯ ВЫПЛАВКИ ЖАРОПРОЧНОГО ТИТАНОВОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2470084C1 |
| ЛИГАТУРА ДЛЯ ПРОИЗВОДСТВА ОТЛИВОК ИЗ СЕРОГО ЧУГУНА | 2013 |
|
RU2529148C1 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ В ДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА | 2005 |
|
RU2293268C1 |
| KR 1020130128809 A, 27.11.2013. | |||

