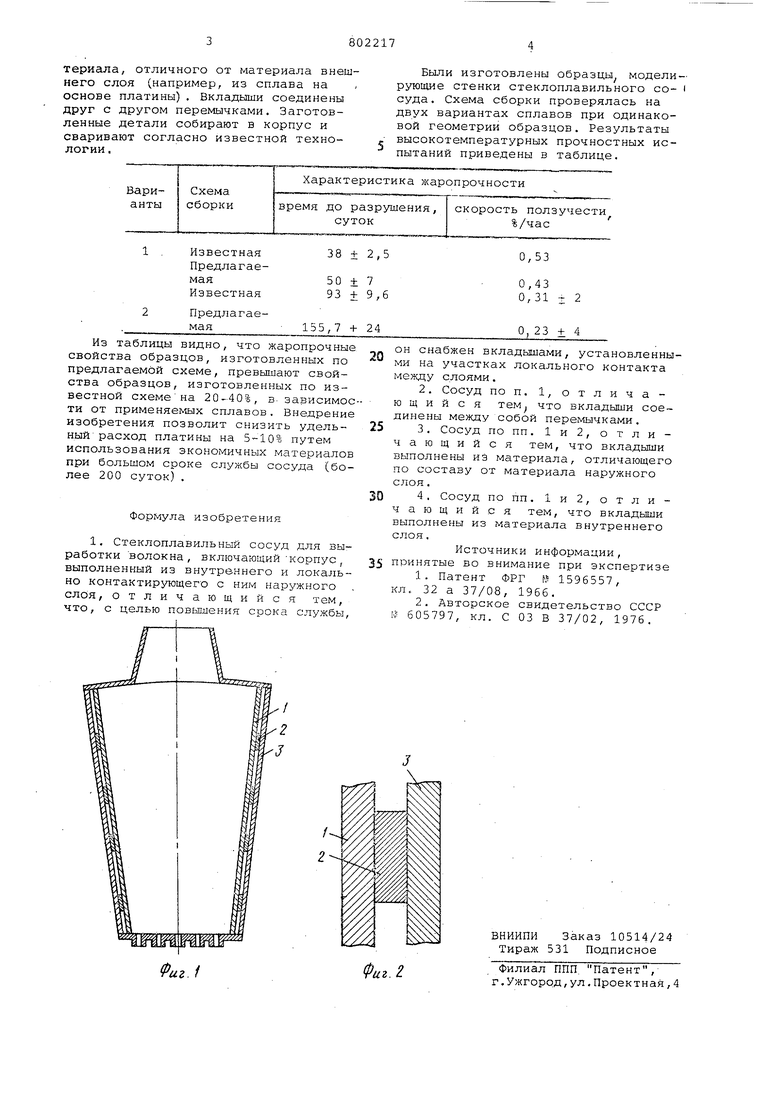
териала, отличного от материала внешнего слоя (например, из сплава на основе платины), Вкладыши соединены друг с другом перемычками. Заготовленные детали собирают в корпус и сваривают согласно известной технологии .
Были изготовлены образцы моделирующие стенки стеклоплавильного со- i суда. Схема сборки проверялась на двух вариантах сплавов при одинаковой геометрии образцов. Результаты высокотемпературных прочностных испытаний приведены в таблице.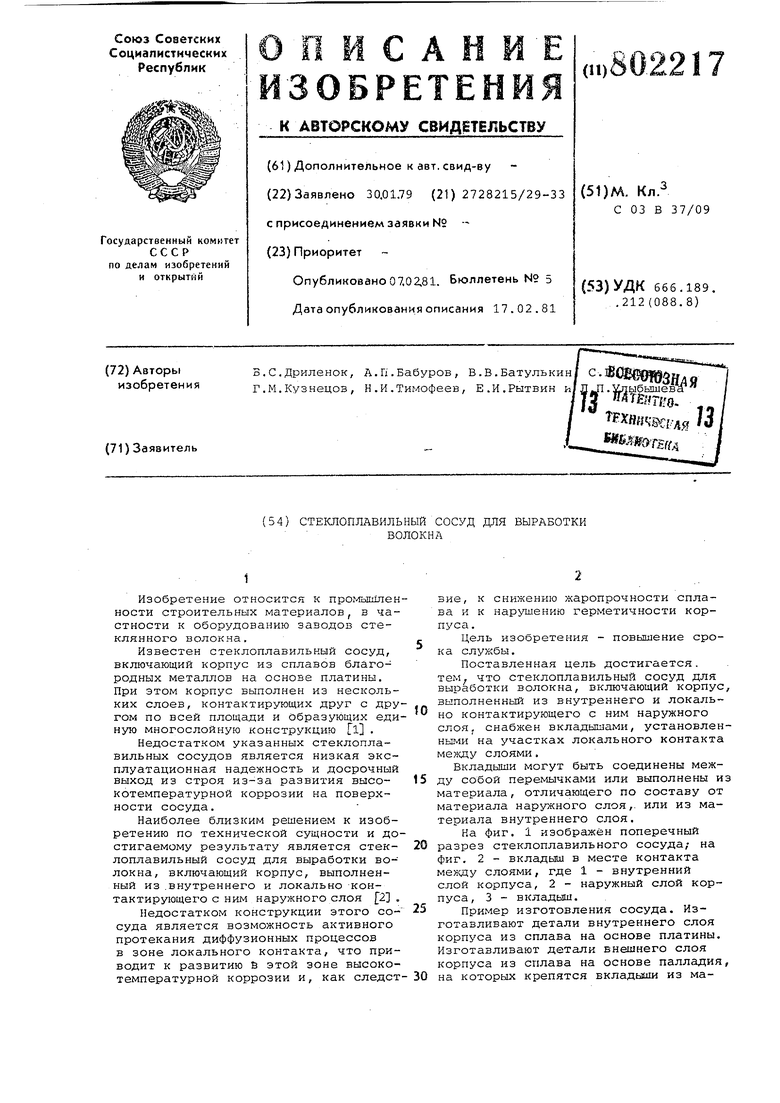
| название | год | авторы | номер документа |
|---|---|---|---|
| Расплав для очистки поверхности металлических изделий от керамики | 1982 |
|
SU1110822A1 |
| Композиционный материал | 1975 |
|
SU549491A1 |
| Способ обработки палладия и гидридообразующих сплавов на его основе | 1981 |
|
SU1008274A1 |
| Стеклоплавильный сосуд | 1976 |
|
SU605797A1 |
| Способ очистки металлической поверхности | 1989 |
|
SU1624055A1 |
| Стеклоплавильный сосуд | 1979 |
|
SU854900A1 |
| Способ испытаний металлов на свариваемость | 1985 |
|
SU1258662A1 |
| Электроизоляционное покрытие | 1989 |
|
SU1694512A1 |
| Электроизоляционное покрытие | 1989 |
|
SU1694511A1 |
| Электроизоляционное нагревостойкое покрытие | 1989 |
|
SU1643499A1 |
