Изобретение относится к сварке металлов и сплавов, преимущественно благородных, в частности к способам испытаний на свариваемость, и может быть использовано на заводах, изго- тавливающих стеклоплавильные сосуды, для контроля качества материалов .
Цель изобретения - повышение чувствительности и уменьшение мате- риалоемкости,
Способ испытаний состоит в следующем .
Жестко закрепляют образец по контуру , выполняют кольцевой шов, про- изводя наплавку кольцевого шва непосредственно после жесткого закрепления образца, затем его (шастичес- ки деформируют при отнотении диаметра шва к диаметру пуансона 0,6- 0,8 и доводят до разрушения, а за показатель свариваемости принимают отношение, максимальных усилий деформации образца со швом и образца основного металла, испытанного в аналогичных условиях.
Вь1полнение кольцевого шва в условиях затрудненной усадки (за счет жесткого закрепления образца) имитирует условия сборки изделий и обеспечивает создание в образце осесимметричного напряженного состояния. Последующая пластическая
О
(точка) 3
7 9 1 1 13
О
0,2
0,5
0,6
0,8
0,9
шов
|| -
,(
:Основной
металл
Образец основного металла
деформация при помощи шарового пуансона и сопоставление данных по максимальным усилиям деформации образцов со швом и основного металла позволяет судить о степени дефектности сварного шва и околошовной зоны. При деформации образца со швом необходимо, чтобы последний находилсй в зоне максимальных растягивающих напряжений.
Для определения этой зоны на образцы тонколистовых металлов наносят квадратную сетку. После этого образцы жестко закрепляют и деформируют до разрушения шаровыми пуансонами различных диаметров. По изменению периода нанесенной сетки судили о величине деформаций,. Таким образом устанавливают, что зона максимальных напряжений находится в пределах от центра приложения усили до 0,8 диаметра пуансона. Далее на образцах сплава ПлРдПдИЗл 20-10- 0,1-0,1 толщиной 0,5 и диаметром 55 мм проваривают кольцевые швы различных диаметров. Образцы устанавливают на тихоходный пресс, жестко закрепляют и деформируют до разрушения шаровым пуансоном диаметром 14 мм.
Результаты испытаний представлен в табл. 1.
Таблица I
0,3 0,14 0,11 0,31
а,зз
0,49
0,57
Из представленных в табл. 1 данных видно, что при отношении диаметров шва и пуансона более 0,8 место разрушения перемещается на основной металл, что приводит к завьшенным резуль.татам при испытаниях. При отношении диаметров шва и пуансона менее 0,6 максимальное усилие деформации образца со швом резко .снижается что, по-видимому, связано с ужесточением условий деформации, так как уже на ранней стадии последний шов воспринимает высокие напряжения от действия пуансона. В этом случае снижается надежность испытаний ввиду того, что мала протяженность шва и возрастает относительная погрешность измерения усилий.
Приме р. Образец диаметром 55 мм и толщиной 0,5 мм жестко зак- репляют по круговому контуру в массивном стальном приспособлении (диаметр закрепления 40 мм) и выполняют симметрично центру образца кольцевой шов
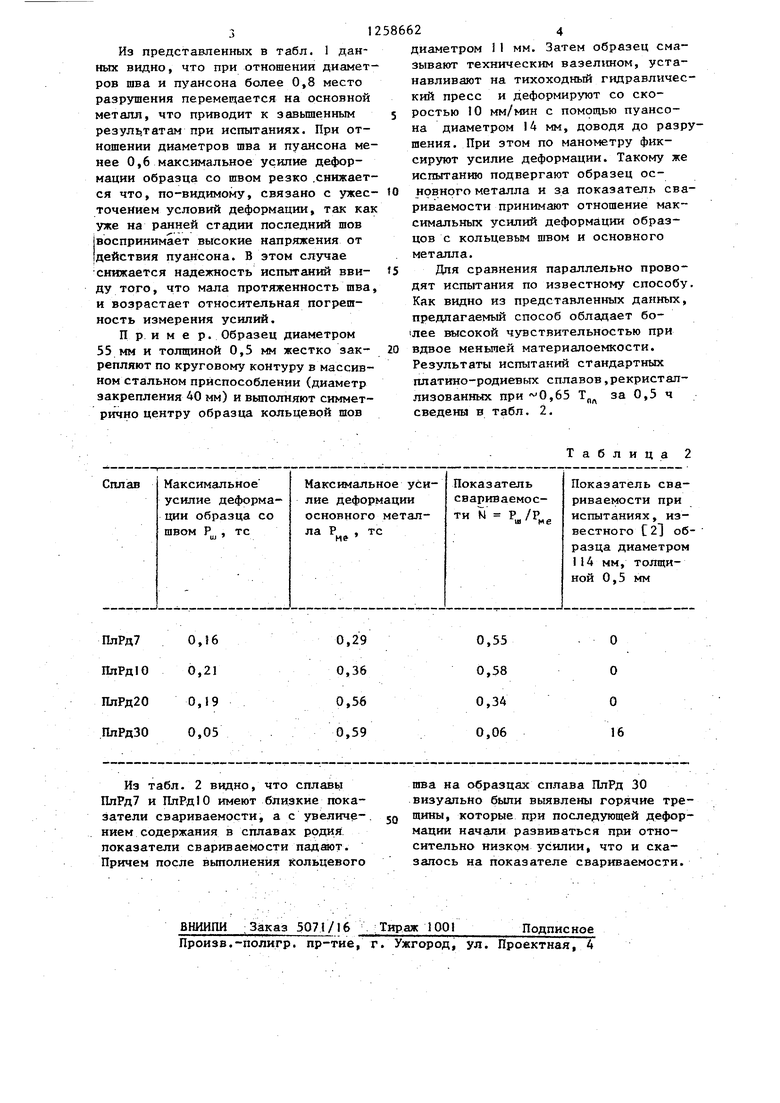
Из табл. 2 видно, что сплавы ПлРд7 и ПлРдЮ имеют близкие показатели свариваемости, а с увеличением содержания в сплавах родия показатели свариваемости падают. Причем после выполнения кольцевого
ВНИИПИ -Заказ 507J/16 :Тираж 1001
Произа.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
диаметром i1 мм. Затем образец смазывают техническим вазел1шом, устанавливают на тихоходный гидравлический пресс и деформируют со скоростью 10 мм/мин с помощью пуансона диаметром 14 мм, доводя до разрушения. При этом по манометру фиксируют усилие деформации. Такому же испытание подвергают образец основного металла и за показатель свариваемости принимают отношение максимальных усилий деформации образцов с кольцевым швом и основного металла.
Для сравнения параллельно проводят испытания по известному способу. Как видно нз представленных данных, предлагаемый способ обладает бо- 1Лее высокой чувствительностью при
вдвое меньшей материалоемкости. Результаты испытаний стандартных платнно-родиевьпс сплавов,рекристал- лизованных при ,65 Т„ за 0,5 ч сведена в табл. 2.
Таблица 2
шва на образцах сплава ПлРд 30 визуально были выявлены горячие тре- шины, которые при последующей деформации начали развиваться при относительно низком усилии, что и сказалось на показателе свариваемости.
Подписное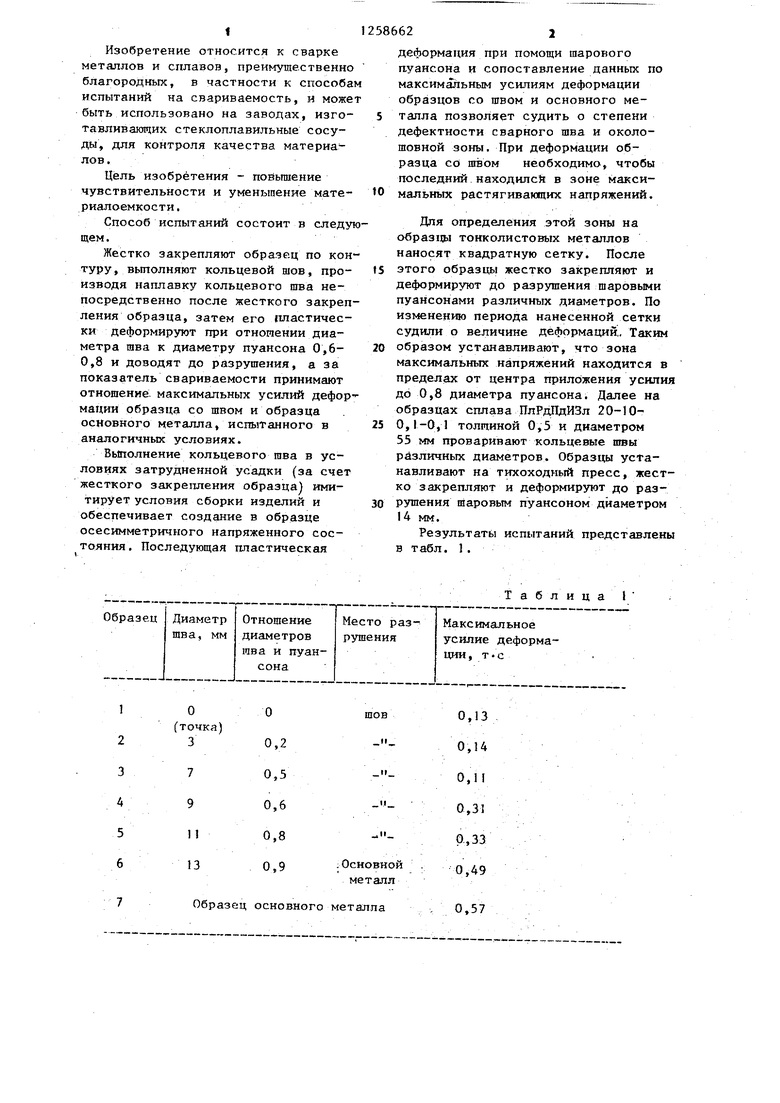
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ технологической оценки склонности металлов и сплавов к образованию трещин при сварки | 1975 |
|
SU554975A1 |
| Способ холодной сварки металлов внахлестку | 1979 |
|
SU812475A1 |
| Способ испытаний металлов и сплавов на свариваемость | 1986 |
|
SU1423325A1 |
| СПОСОБ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2007 |
|
RU2382349C2 |
| СВАРНЫЕ КОНСТРУКЦИИ ИЗ КОРРОЗИОННО-УСТОЙЧИВЫХ СПЛАВОВ В КОНСТРУКЦИЯХ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И ТРУБОПРОВОДАХ, ВЫДЕРЖИВАЮЩИЕ ВЫСОКИЕ ОСЕВЫЕ ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ | 2008 |
|
RU2452779C2 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ | 2007 |
|
RU2378634C2 |
| Способ оценки склонности наплавочных материалов к образованию горячих трещин | 2022 |
|
RU2798041C1 |
| Способ определения склонности наплавочных материалов к образованию горячих трещин | 2022 |
|
RU2798067C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579407C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ НА РАСТЯЖЕНИЕ | 2002 |
|
RU2226682C2 |
| Шоршоров М.Х., Чернышева Т.А., Красовский А.И | |||
| Испытания металлов йа свариваемость | |||
| М.: Металлургия, Л972, с.144 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Bllanehet B.Sondege et techigue | |||
| connexes , 1965, v,19, 1-2, p.5-16 | |||
| ,(54) (57) СПОСОБ ИСПЫТАНИЙ МЕТАЛЛОВ iHA СВАРИВАЕМОСТЬ, включающий жесткое закрепление образца по контуру, его деформирование в условиях двухосного напряз енного состояния при помощи шарового пуансона, и выполнение кольцевого шва, отличающийся тем, что, с целью повышения чувст вительности и снижения материалоемкости способа, кольцевой шов выполняют диаметром равным 0,6-0,8 диаметра пуансона непосредственно после жесткого закрепления образца, затем осуществляют его пластическое деформирование до разрушения, после чего подвергают пластическому деформированию в условиях двухосного нагружения образец основного металла, а за показатель свариваемости принимают отношение максимальных усилий деформации образца со швом и образца основного металла | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
