(54) СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ борирования стальных деталей | 1982 |
|
SU1036799A1 |
| Способ упрочнения деталей из инструментальных и конструкционных сталей в борированной среде | 2020 |
|
RU2748572C1 |
| Способ борирования стальных деталей | 2017 |
|
RU2677548C1 |
| Способ борирования стальных изделий | 1987 |
|
SU1578227A1 |
| СОСТАВ ГЕТЕРОГЕННОЙ ПОРОШКОВОЙ СМЕСИ ДЛЯ БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2022 |
|
RU2782461C1 |
| Способ обработки деталей пресс-штампового инструмента | 1976 |
|
SU856221A1 |
| Способ борирования стальных деталей под давлением и контейнер с плавким затвором для его осуществления | 2019 |
|
RU2714267C1 |
| Способ борирования ферромагнитных деталей | 1989 |
|
SU1663044A1 |
| СПОСОБ КОНТАКТНО-РЕАКТИВНОЙ ПАЙКИ СТАЛЕЙ | 1992 |
|
RU2042481C1 |
| СПОСОБ БОРОАЛИТИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ КОМБИНИРОВАННЫМ МЕТОДОМ | 2022 |
|
RU2793652C1 |
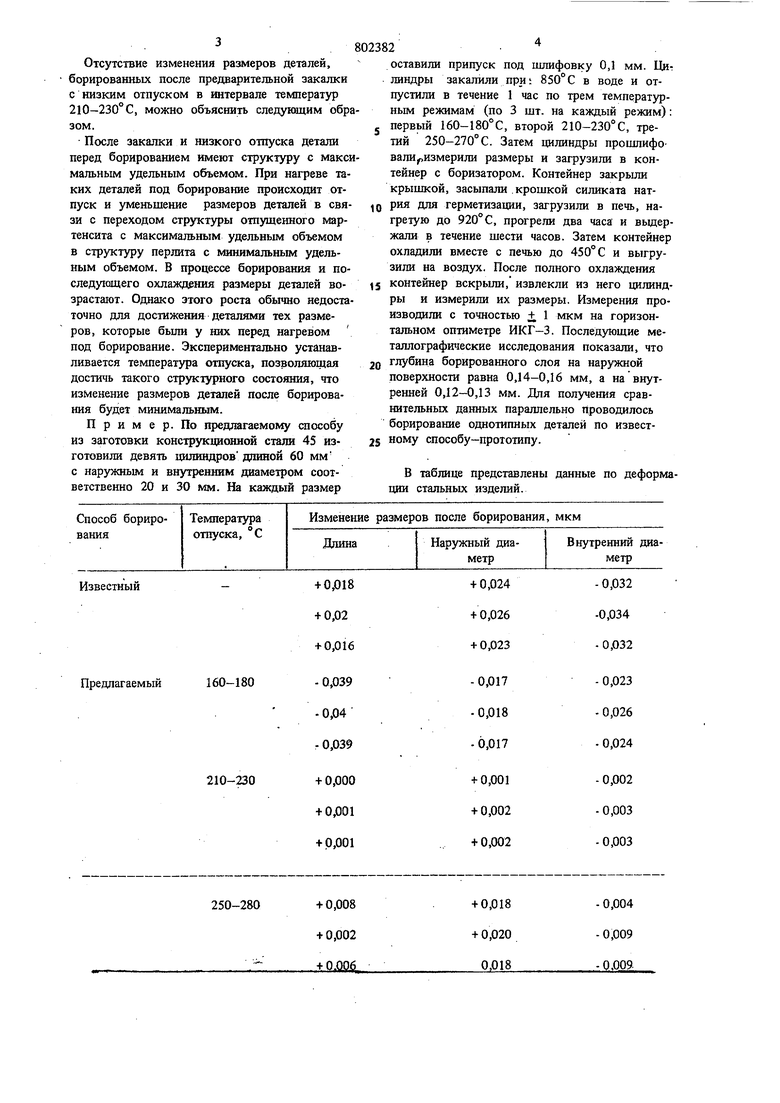
Изобретение относится к химико-термической обработке, в частности диффузионному борированию деталей преимущественно из конструкционных сталей в порошкообразных смесях. Известен способ борирования 1 , который заключается в том, что контейнеры с бори-, рующей смесью и деталями нагревают до температуры 800-1200° С, выдерживают, выгружают из печи и охлаждают на воздухе. Основным недостатком этого способа является деформация деталей: после борирования размер деталей увеличивается на 20-30% от глубины слоя. Для получения номинальных размеров детали после борирования необходимо шлифовать. Борированный слой имеет очень высоку твердость и для шлифовки требуется весьма большой расход алмазного инструмента. Позтому данный способ борирования неприемлем для высокоточных деталей. Известен также способ борирования 12, который включает загрузку деталей и бориру .ющей : смеси в контейнер, нагрев контейнера до температуры 900-920°С, выдержку, охлаж дение с печью до температуры 400-450 С и затем на воздухе. Этот способ за счет охлаждения в печи до 400-450°С позволяет только частично снизить деформацию борированных деталей. Цель изобретения - снижение деформации. Поставленная цель достигается тем, что детали перед нагревом под борирование подвергают закалке с низким отпуском в интервале температур 210-230°С. В результате экспериментов было установлено, что детали, борированные после закалки с низким отпуском, имеют склонность к уменьшению своих размеров. Исследования показали, что каждой марке конструкционной стали соответствует такая температура низкого отпуска закалки перед борированием, которая обеспечивает практически полное изменение размеров (деформацию) борированных деталей. При этом температура отпуска, обеспечивающая исключение изменения размеров деталей после борирования, практически не зависит от общих размеров деталей. Отсутствие изменения размеров деталей, борированных после предварительной закалки с низким отпуском в интервале температур 210-230°С, можно объяснить следуницим обр зом. После закалки и низкого отпуска детали перед борированием имеют структуру с макс мальным удельным объемом. При нагреве таких деталей под борирование происходит отпуск и уменьшение размеров деталей в связи с переходом структуры отпущенного мартенсита с максимальным удельным объемом в структуру перлита с минимальным удельным объемом. В процессе борирования и последующего охлаждения размеры деталей возрастают. Однако этого роста обычно недоста точно для достижения деталями тех размеров, которые бьши у них перед нагревом под борирование. Экспериментально устанавливается температура отпуска, позволяющая достичь такого структурного состояния, что изменение размеров деталей после борирования будет минимальным. П р и м е р. По предлагаемому способу из заготовки конструкционной стали 45 изготовили девять цилиндров длиной 60 мм с наружным и внутренним диаметром соответственно 20 и 30 мм. На каждый размер 2. оставили припуск под шлифовку 0,1 мм. Циг линдры закалили при; 850°С в воде и отпустили в течение 1 час по трем температурным режимам (по 3 шт. на каждый режим): первый 160-180°С, второй 210-230° С, третий 250-270°С. Затем цилиндры прошлифовали измерили размеры и загрузили в контейнер с боризатором. Контейнер закрыли крышкой, засыпали . крощкой силиката натрия для герметизации, загрузили в печь, нагретую до 920°С, прогрели два часа и вьщержали в течение шести часов. Затем контейнер охладили вместе с печью до 450° С и выгрузили на воздух. После полного охлаждения контейнер вскрыли, извлекли из него цилиндры и измерили их размеры. Измерения производили с точностью Jh 1 мкм на горизонтальном оптиметре ИКГ-3. Последующие металлографические исследования показали, что глубина борированного слоя на наружной поверхности равна 0,14-0,16 мм, а на внутренней 0,12-0,13 мм. Для получения сравнительных данных параллельно Проводилось борирование однотипных деталей по известному способу-прототипу. В таблице представлены данные по деформации стальных изделий. 58 Результаты измерений показали, что оптимальной температурой отпуска после закалки перед борированием, исключающей деформацию борированных деталей, является 210- 230°С. Отпуск при температурах выше или ниже 210-230° С приводить соответственно к увеличению или уменьшению размера борированных деталей из стали 45. Способ был проверен экспериментально на цилиндрах из стали 45 и 40Х с различными размерами, на основании чего и разработан оптимальный интервал температур отпуска. Предлагаемый способ имеет преимушества по сравнению с известным. Проведение низкого отпуска после предварительной закалки перед борированием позво ляет практически полностью исключить дефор мацию борированных деталей. Термическая обработка перед борированием исключает неравномерность влияния металлур гических факторов на величину деформации. Доводка деталей после закалки с низким отпуском получается более качественной, чем после нормализации или отжига, что значительно повышает чистоту обработки борированной поверхности. Исключается необходимость шлифовки после борирования для снятия припуска. Отпадает необходимость расчета корректировки размеров с учетом деформации. Снижается трудоемкость изготовления деЩ1ек на 15%. Отпадает необходимость выполнения допол-нительных мероприятий по предупреждению деформации от непостоянства технологического процесса борирования. Формула изобретения Способ химико-термической обработки деталей преимущественно из конструкционных сталей, включающий борирование 1фи 900- 920° С и ступенчатое охлаждение, о т л и ч аю цд и и с я тем, 4to, с аелью снижения деформации деталей, перед борпрсванием проводят закалку и отпуск при MO-230 C. Источники информации; принятые во внимание при экспертизе 1.Л. С. Ляхович и др. Борирование стали, М., 1967, с. 12-14. 2.Журнал Энергетик. 1975, N 8, с. 8-10,
