Изобретение относится к металлургии, в частности, к модификации поверхностных свойств металлов и сплавов методом комбинированной обработки, включающей нанесение насыщающей пасты на поверхность образцов, химико-термическое бороалитирование и термообработку бороалитированных образцов пучком ускоренных электронов. Обеспечивает более равномерное распределение по глубине модифицированного слоя микротвердости и фазового состава, получение однородной структуры по сравнению с диффузионным насыщением и может быть использовано в машиностроении для поверхностного упрочнения инструментальных сталей.
Известен способ наплавки алюминида железа на стальную поверхность (патент RU 2693988 В23К 13/01; В23К 35/36, 2018). Способ включает нанесение на стальную поверхность компонентов состава и их расплавление с формированием покрытия в среде инертных газов, отличается тем, что металлы на поверхность наносят одновременно. Поверхность изделия покрывают составом толщиной 2-3 мм, содержащий смесь интерметаллида Fe2Al5, карбида бора, флюса на основе плавленого боратного флюса П-0,66 и криолита, при следующем соотношении ингредиентов, мас. %: интерметаллид Fe2Al5 1-5, флюс П-0,66 7-10%, карбид бора 70-75%, криолит - остальное. Расплавление состава с формированием покрытия осуществляют высокочастотным электромагнитным полем при температуре 1150-1250°С. Применение в составе интерметаллида Fe2Al5 и использование в предлагаемом способе борирования упрочняемой поверхности карбида бора позволяет получать интерметаллидные покрытия, толщиной 150-250 мкм, твердостью 45-62 НRСэ, с улучшенными качественными характеристиками.
Недостатком способа является сложность осуществления технологического процесса и подготовительных операций (последовательное приготовление шихты), использование в качестве источника нагрева высокочастотного электромагнитного поля приводит к неконтролируемому нагреву поверхностных слоев образца свободных от шихты возбуждаемыми высокочастотными токами на глубину насыщения легирующими химическими элементами, причем температура нагрева шихты ограничивается температурой плавления поверхности образца 1300-1400°С.
Известен способ упрочнения деталей из инструментальных и конструкционных сталей в борированной среде (патент RU 2748572 C1 C23C 8/70 (2021.02), 2020). Способ характеризуется тем, что готовят пасту для борирования, содержащую компоненты при следующем соотношении, мас.%: B4C 50-55%, феррохром ФХ800А 15-20%, фторид алюминия AlF3 2-3%, бентонид 5-10%, маршалит 10-15%, аморфный углерод ДГ-100 остальное. В качестве пастообразователя используют поливинилацетатную эмульсию, составляющую 30-35% от массы порошкообразных компонентов, состоящую из клея ПВА - 60-65, метанола или этанола - 20-25 и воды - остальное, наносят упомянутую пасту на деталь, сушат при температуре 70-75°С в течение 0,5-1,0 ч, затем деталь нагревают до температуры 920-1100°С в течение 3-6 часов, подвергают закалке и отпуску при температуре 200-550°С в течение 2 ч. Данный способ борирования деталей для повышения их износостойкости и коррозионной стойкости не представляет технологических трудностей и не требует использования дорогих или дефицитных материалов. Недостатком данного способа является высокая хрупкость боридных слоев.
Известен способ упрочнения стальной поверхности (патент RU 2585151 С1 С23С 8/70 (2006.1), 2015). Способ включает нанесение борсодержащей обмазки на стальную поверхность и последующую термообработку, отличается тем, что в качестве борсодержащей обмазки на поверхность стального изделия наносят гомогенизированную смесь, состоящую из фенолформальдегидной смолы, имеющей коксовое число в отвержденном состоянии не менее 52% (А), борного ангидрида (Б) и карбонила железа (В) в соотношении А:Б:В от 90:8:2 до 50:40:10, с последующей двухстадийной термообработкой, причем на первой стадии осуществляют нагрев до 200-350°C в течение 2-8 минут с помощью инфракрасной лампы, а затем на второй стадии проводят нагрев с обеспечением температуры обмазки 850-1000°C за счет воздействия газопламенной горелкой в течение 10-30 минут. Недостатком данного способа является отсутствие в борсодержащей обмазке антикоррозионной добавки, повышающей стойкость изделий в агрессивной среде, в том числе при повышенной температуре.
Рассмотрение аналогов показало, что недостатком бороалитированных слоев является их повышенная хрупкость. Длительная выдержка в химически активной среде с печным резистивным нагревом приводит к формированию бороалитированных слоев с игольчатой и слоистой структурой. При этом на поверхности слоев формируются наиболее твердые и хрупкие фазы, такие как FeB и Fe2Al5. Повышенный интерес представляет модификация поверхностных свойств металлов и сплавов концентрированными потоками энергии, в частности, методом обработки электронным пучком, обеспечивающим получение структур с высокими эксплуатационными поверхностными свойствами (износостойкостью, окалиностойкостью, твердостью, коррозионной стойкостью). Процесс диффузионного насыщение и последующей обработки ускоренным пучком электронов полученных слоев на поверхности углеродистой стали способен обеспечить получение трудно сочетаемых поверхностных свойств, таких как пластичность и твердость.
Наиболее близким техническим решением (прототипом) является способ комбинированного бороалитирования углеродистой стали (патент RU 2760770 С23С 12/00, 2020), включающий твердофазное бороалитирование углеродистой стали в контейнере с плавким затвором при температуре 950°С в течение 4 часов с насыщающей порошковой смесью, содержащей, мас.%: (70% Al2O3 + 10% В2О3 + 20% Al) - 98% + NaF - 2%. Затем дополнительно проводят нагрев поверхности электронным пучком в вакууме 2⋅10-3 Па в течение 15-25 с, током пучка 58-60 мА, ускоряющее напряжение 27 кВ и удельной мощностью 25-30 Вт⋅см-2. Диаметр электронного пучка 1,5 см. Данным способом обеспечивается увеличение глубины бороалитированного слоя до 270-1270 мкм и равномерность, а также улучшение его свойств на поверхности углеродистой стали (отсутствие сколов и трещин).
Недостатком известного способа является трудоемкость проведения твердофазного бороалитирования в насыщающей порошковой смеси, предусматривающей последовательность подготовительных операций. Сначала осуществляют сушку всех 4 компонентов смеси при различных температурах, приготавливают навески и смешивают порошки. Далее проводится упаковка контейнера в строго определенной последовательности для ограничения контакта с атмосферным кислородом. Температурно-временные параметры процесса повышают энергопотребление и снижают механические свойства основного материала. Размеры обрабатываемых изделий ограничены размерами контейнера, что затрудняет применимость данного способа для крупногабаритных деталей. Дополнительно необходимо отметить высокий расход порошковой смеси, что снижает экономичность способа.
Изобретение позволяет устранить или снизить указанные недостатки прототипа и повысить эффективность процесса за счет использования насыщающей смеси в виде пасты на основе карбида бора и алюминия на первом этапе обработки и последующей модификации полученных диффузионных слоев ускоренным пучком электронов. Реализован новый процесс бороалитирования поверхности инструментальной стали комбинированной обработкой, включающей химико-термическую обработку и последующую обработку ускоренным пучком электронов. Причем сверхбыстрый нагрев пучком электронов бороалитированной поверхности и быстрое охлаждение поверхности, способны обеспечить улучшение поверхностных свойств диффузионного слоя и получение структуры, сочетающей высокую твердость и пластичность. Проведено исследование микроструктуры и микротвердости во взаимосвязи с величиной предельной пластичности, выполнен рентгенофазовый анализ и рентгеноспектральный микроанализ.
Возможность осуществления изобретения с использованием признаков способа, включенных в формулу изобретения, подтверждается примерами его практической реализации.
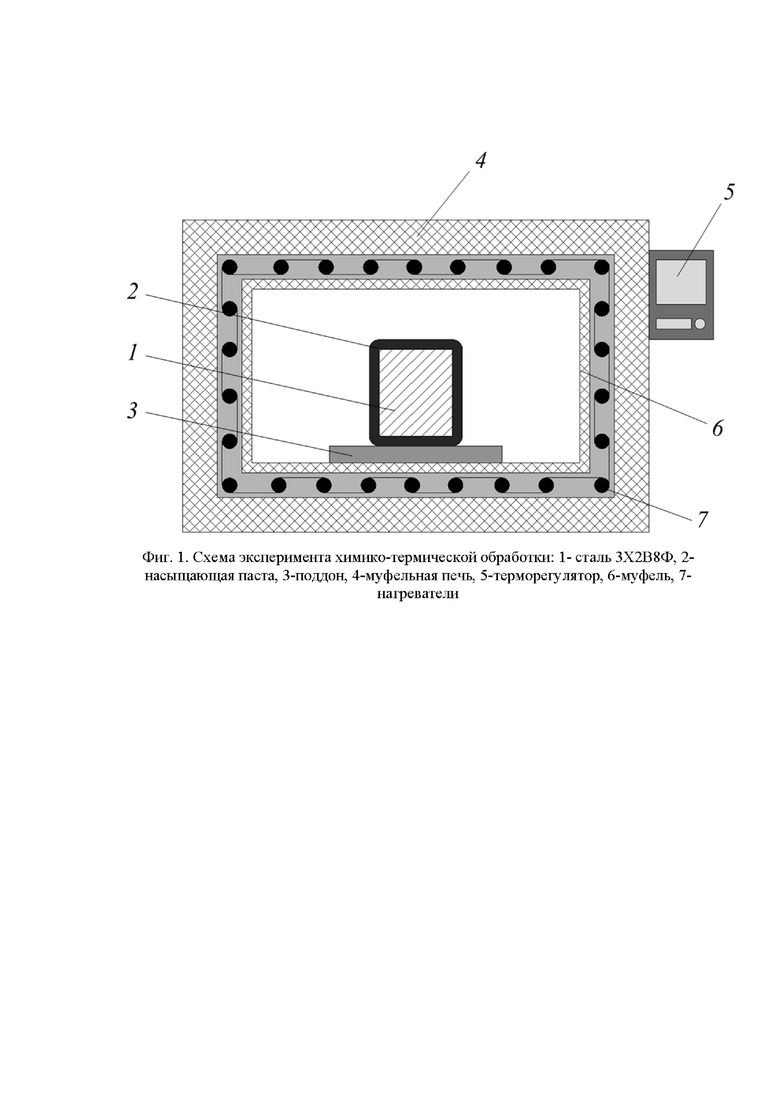
Порошки содержащие, мас.%: 80% B4C, 17% Al и 3% NaF, предварительно замешивались с добавлением органического клея (цапонлака) до пастообразной композиции. Пастообразная композиция наносилась на образцы из инструментальной стали марки 3Х2В8Ф с размерами 20×12×10 мм, затем образцы загружались в прямоугольные формы. После утрамбовки образцы вынимали из формы, полученные брикеты просушивали при температуре 50-100°С в течение двух часов в сушильной камере. Далее брикеты из образцов 1 и затвердевшей пасты 2 загружали на поддон 3 в предварительно нагретую муфельную электропечь ПМ-16М 4 и подвергали химико-термической обработке, фиг. 1. Отличительной особенностью данного оборудования является наличие электронного самописца Термодат-16Е3 5, шамотного муфеля 6, изготавливаемого методом полусухого прессования и нагревателей закрытого типа 7 из сплава Кантал (фехраль), намотанными с внешней стороны на муфель, фиг. 1. Основные параметры печи: объем камеры - 24 л, габариты камеры - 220×220×510 мм, максимальная температура - 1250°С, номинальное напряжение питания - 380 В, потребляемая мощность в режиме разогрева не более - 6 кВт и время нагрева до 900°С без загрузки не более - 60 мин. Длительность химико-термической обработки составляла 2 ч, температура обработки - 1050°C. Охлаждение брикетов проводили вне печи на спокойном воздухе при комнатной температуре. Далее стальные образцы механически отделяли от затвердевшей пасты и подвергали чистке в ультразвуковой ванне для удаления остатков пасты.
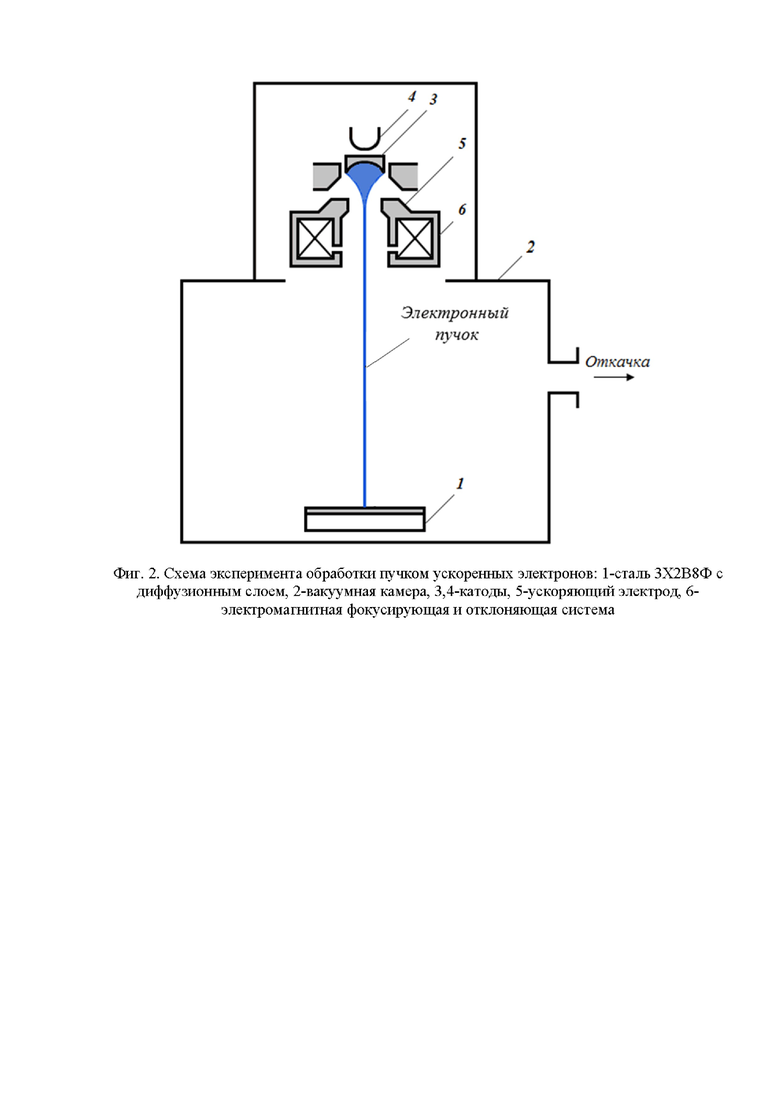
Последующую обработку проводили в вакуумной камере 2 ускоренным пучком электронов, фиг. 2. В экспериментах применялась электронно-лучевая энергоустановка (Григорьев Ю.В., Семенов А.П., Нархинов В.П., Гырылов Е.И., Дружинин В.В., Кириллов Э.А., Смирнягина Н.Н. Мощная плавильная технологическая печь с электроннолучевым нагревом / В кн.: Комплексное использование минерального сырья Забайкалья. - Улан-Удэ: Изд-во Бурятского научного центра СО РАН, 1992. - С.139-148), укомплектованная высоковольтным выпрямителем В-ТПЕ-2-30к-2 УХЛ4, мощной электронной пушкой ЭПА-60-04.2 (Григорьев Ю.В., Карлов В.И., Мурашов А.С., Федоров В.И. Электронная пушка мощностью до 240 кВт // Приборы и техника эксперимента. - 1989. - №2. - С. 228) с блоком управления БУЭЛ (Григорьев Ю.В., Петров Ю.Г., Позднов В.И. Блок управления электронным лучом мощных аксиальных пушек // Приборы и техника эксперимента. - 1990. - №2. - С. 236-237). Источником электронов служит вольфрамовый катод 3 в виде диска диаметром 15 мм с эмитирующей поверхностью в форме сферического сегмента, фиг. 2. На периферии плоского торцевого среза диска установлен кольцевой прямонакальный катод 4. При подаче электрического напряжения до 2 кВ между дисковым и кольцевым катодами, диск накаляется до термоэмиссионных температур электронами, испускаемыми прямонакальным кольцевым катодом. Электроны, испускаемые катодом 3, ускоряются электродом 5 и формируются в пучок электромагнитной фокусирующей и отклоняющей системой 6. Блок управления электронным пучком обеспечивает фокусировку и сканирование электронного пучка на объекте нагрева 1.
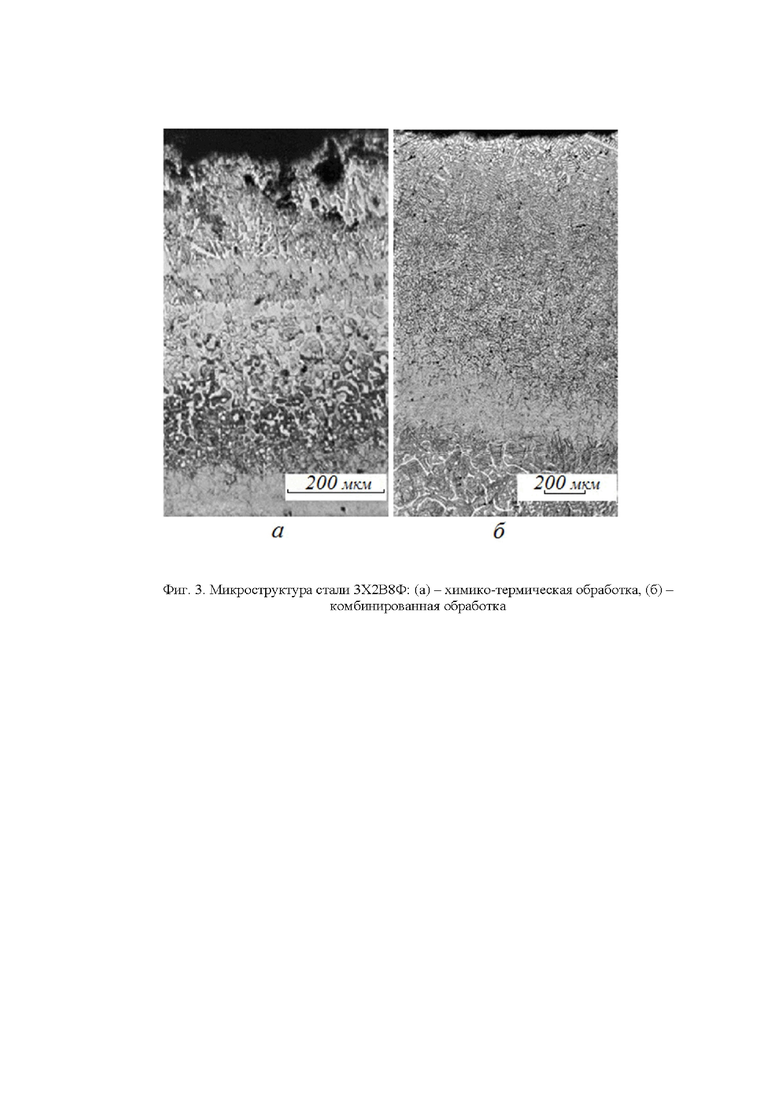
Пример 1. Высокотемпературное бороалитирование насыщающей пастой, содержащей порошки, мас.%: B4C - 80, Al - 17, NaF - 3, замешанные на органическом клее в виде цапонлака, при этом нагрев при упомянутом химико-термическом бороалитировании проводят в муфельной печи при температуре 1050°С в течение 2 часов, что приводит к формированию диффузионного слоя с композиционной структурой, в котором вязкие (твердые растворы) образуют сплошную матрицу, при этом твердые структурные составляющие (бориды) располагаются в виде изолированных друг от друга включений, фиг.3 (а).
Рентгенофазовый анализ выявил наличие FeB, Fe3Al, Fe2O3. Наличие борида и алюминида железа является закономерным для диффузионного насыщения в пастах на основе карбида бора и алюминия. Процесс диффузионного насыщения осуществляли в печи без контролируемой атмосферы, поэтому наличие оксида железа можно объяснить диффузией кислорода воздуха сквозь пасту. При этом кислород имеет важное значение для протекания реакций образования атомарного бора и алюминия, диффундирующих в поверхность изделий.
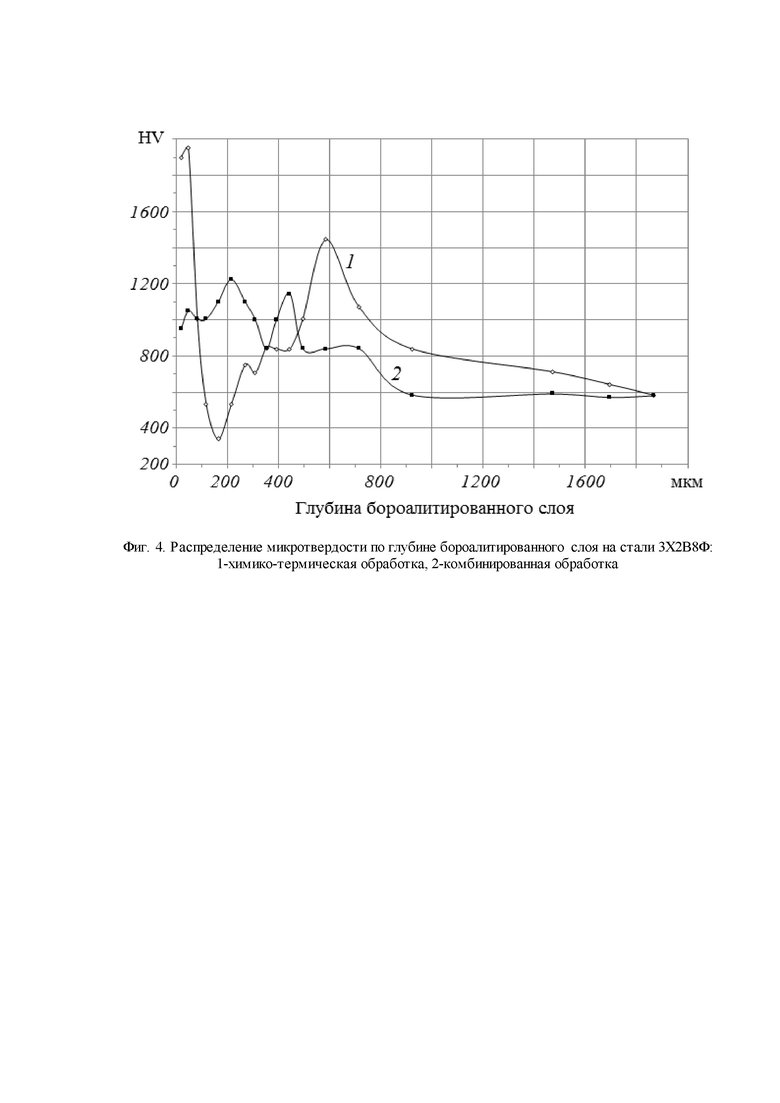
Температура обработки 1050°C приводит к формированию слоя на стали 3Х2В8Ф со сложным распределением микротвердости, фиг. 4 (1). Максимальное значение микротвердости ~ 2000 HV соответствует бориду железа в верхней части слоя. Далее следует падение до минимального значения около 300 HV. Это падение можно отнести к зоне алюминида железа Fe3Al. Среднее значение в диффузионном слое составляет около 700-800 HV на глубине 200-450 мкм от поверхности. Второй пик, равный 1400 HV, можно отнести к богатой карбидами зоне на глубине 600 мкм, ниже нее значения микротвердости плавно снижаются с 1000 HV до 600 HV. Профиль микротвердости данного слоя характеризуется резкими чередующимися перепадами значений, что указывает на разнообразие фазового и элементного состава.
Пример 2. Образец из инструментальной стали 3Х2В8Ф подвергают твердофазному бороалитированию по примеру 1, затем осуществляют термообработку бороалитированной стали сканирующим стационарным ускоренным пучком электронов в вакууме 10-4-10-3 Па в течение 2-5 минут, причем диаметр фокусного пятна пучка составляет 1-2 мм, частота развертки - 50 Гц, ток пучка - 20 мА, ускоряющее напряжение составляет 24 кВ, а удельная мощность 5,7·104 Вт/см2.
Термообработка электронным лучом диффузионного слоя привела к формированию диффузионного слоя, фиг 3 (б) с равномерной структурой, содержащей бориды WB, W2B9 и Fe2B. При этом, борид FeB обнаружен не был. Из карбидных фаз выявлен сложный карбид Fe3W3C- Fe4W2C.
Распределение микротвердости по глубине слоя, фиг. 4 (2) показало, что образец после обработки ускоренным пучком электронов имеет более благоприятный профиль без значительных колебаний, по сравнению с образцом после диффузионного насыщения при химико-термической обработке, фиг. 4 (1). Распределение бора, алюминия и вольфрама по глубине слоя после обработки ускоренным пучком электронов более равномерное, по сравнению с профилем после диффузионного насыщения.
Как видно из представленных результатов, предлагаемое изобретение позволяет модифицировать поверхностные свойства инструментальной стали комбинированным методом, включающим диффузионное насыщение и последующую термообработку ускоренным пучком электронов. Диффузионное насыщение осуществляли химико-термической обработкой насыщающей пасты на основе карбида бора и алюминия при температуре 1050°С в течение 2 часов. В результате обработки на поверхности стали формируется диффузионный слой толщиной до (5,6-5,8)⋅102 мкм со сложным строением и неоднородным по глубине составом. Последующая обработка ускоренным пучком электронов приводит к полной трансформации первичного диффузионного слоя и увеличению его толщины до 103 мкм. Фазовый анализ показал значительные различия в составе до и после обработки ускоренным пучком электронов. Так, после обработки ускоренным пучком электронов обнаружены бориды вольфрама WB, W2B9 и железа Fe2B. Помимо этого установлено, что распределение микротвердости и элементного состава B, Al, W по глубине слоя после обработки ускоренным пучком электронов имеет более благоприятный профиль без значительных колебаний, по сравнению с образцом после диффузионного насыщения. Величину предельной пластичности слоя εпред определяли по формуле (Скуднов В.А. Предельные пластические деформации металлов. - М.: Металлургия, 1989. - 176 с.) εпред = Dотп/Lтр , где, Dотп - диагональ отпечатка; Lтр - длина трещины между отпечатками. Значение пластичности поверхностного слоя фиг. 3 (б) после обработки ускоренным пучком электронов составляет εпред = 7-8. При этом после химико-термической обработки, фиг. 3 (а) εпред = 1,13. Таким образом, после обработки ускоренным пучком электронов слои являются более пластичными по сравнению с химико-термической обработкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БОРОАЛИТИРОВАНИЯ УГЛЕРОДИСТОЙ СТАЛИ | 2022 |
|
RU2778544C1 |
| Способ комбинированного бороалитирования углеродистой стали | 2020 |
|
RU2760770C1 |
| ОБМАЗКА ДЛЯ БОРОАЛИТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2459011C1 |
| СПОСОБ ЛАЗЕРНОГО ЛЕГИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ПОРОШКАМИ КАРБИДА БОРА И АЛЮМИНИЯ | 2022 |
|
RU2786263C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОГО БОРОАЛИТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2635589C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОГО БОРОАЛИТИРОВАНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ | 2009 |
|
RU2401319C1 |
| Состав для бороалитированияиздЕлий из ТЕплОСТОйКиХ СТАлЕй | 1979 |
|
SU850734A1 |
| СПОСОБ БОРИРОВАНИЯ ПОВЕРХНОСТИ УГЛЕРОДИСТОЙ СТАЛИ | 2022 |
|
RU2784536C1 |
| Состав для бороалитирования | 1978 |
|
SU765396A1 |
Изобретение может быть использовано для поверхностного упрочнения инструментальных сталей путем модифицирования их поверхностных свойств методом комбинированной обработки, в частности, химико-термическим бороалитированием и термообработкой пучком ускоренных электронов. Используют насыщающую пасту, содержащую, мас.%: 80 B4C + 17 Al + 3NaF, замешанную на органическом клее цапонлаке. Химико-термическое бороалитирование поверхности детали проводят в муфельной печи при температуре 1050°С в течение 2 часов с последующим модифицированием поверхности путем термообработки сканирующим стационарным пучком электронов в вакууме 10-4-10-3 Па в течение 2-5 минут. Способ обеспечивает формирование слоев, сочетающих свойства твердости и пластичности, за счет равномерного распределения по глубине модифицированного слоя микротвердости и фазового состава с получением однородной структуры. 4 ил., 2 пр.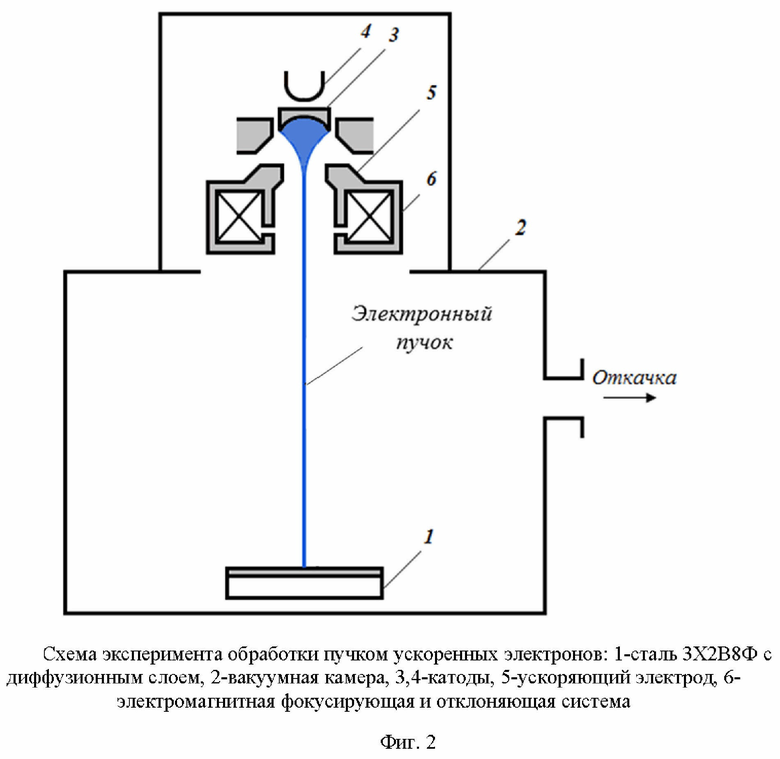
Способ бороалитирования инструментальной стали комбинированным методом, включающий нанесение на поверхность стали насыщающей пасты, химико-термическое бороалитирование поверхности путем нагрева в печи и термообработку бороалитированной стали пучком ускоренных электронов, отличающийся тем, что используют насыщающую пасту, содержащую, мас.%: B4C - 80, Al - 17, NaF - 3, замешанную на органическом клее в виде цапонлака, при этом нагрев при упомянутом химико-термическом бороалитировании проводят в муфельной печи при температуре 1050°С в течение 2 часов, а термообработку бороалитированной стали осуществляют сканирующим стационарным ускоренным пучком электронов в вакууме 10-4-10-3 Па в течение 2-5 минут, причем диаметр фокусного пятна пучка составляет 1-2 мм, частота развертки - 50 Гц, ток пучка - 20 мА, ускоряющее напряжение составляет 24 кВ, а удельная мощность 5,7⋅104 Вт/см2.
| Способ комбинированного бороалитирования углеродистой стали | 2020 |
|
RU2760770C1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОГО БОРИРОВАНИЯ СТАЛИ И ЧУГУНА | 2000 |
|
RU2186872C2 |
| СПОСОБ КОМБИНИРОВАННОГО БОРИРОВАНИЯ УГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2210617C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| EA 0201500470 A1, 30.09.2016 | |||
| CN 109338286 C1, 15.02.2019. | |||

