со да
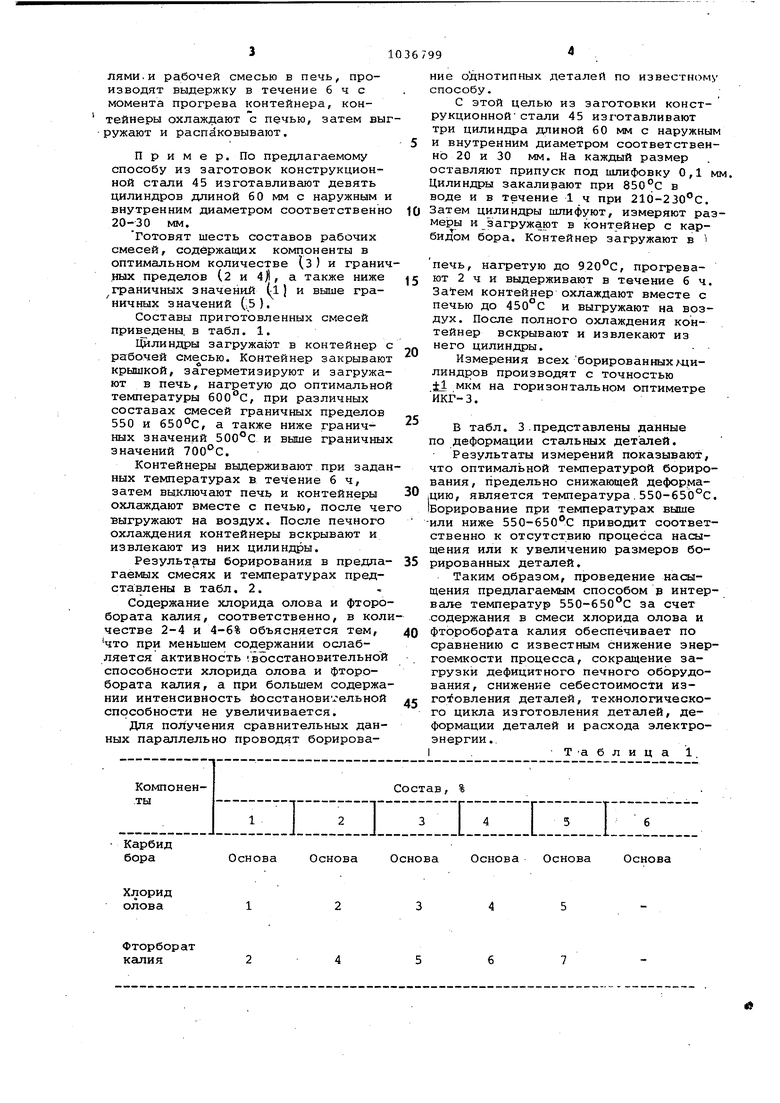
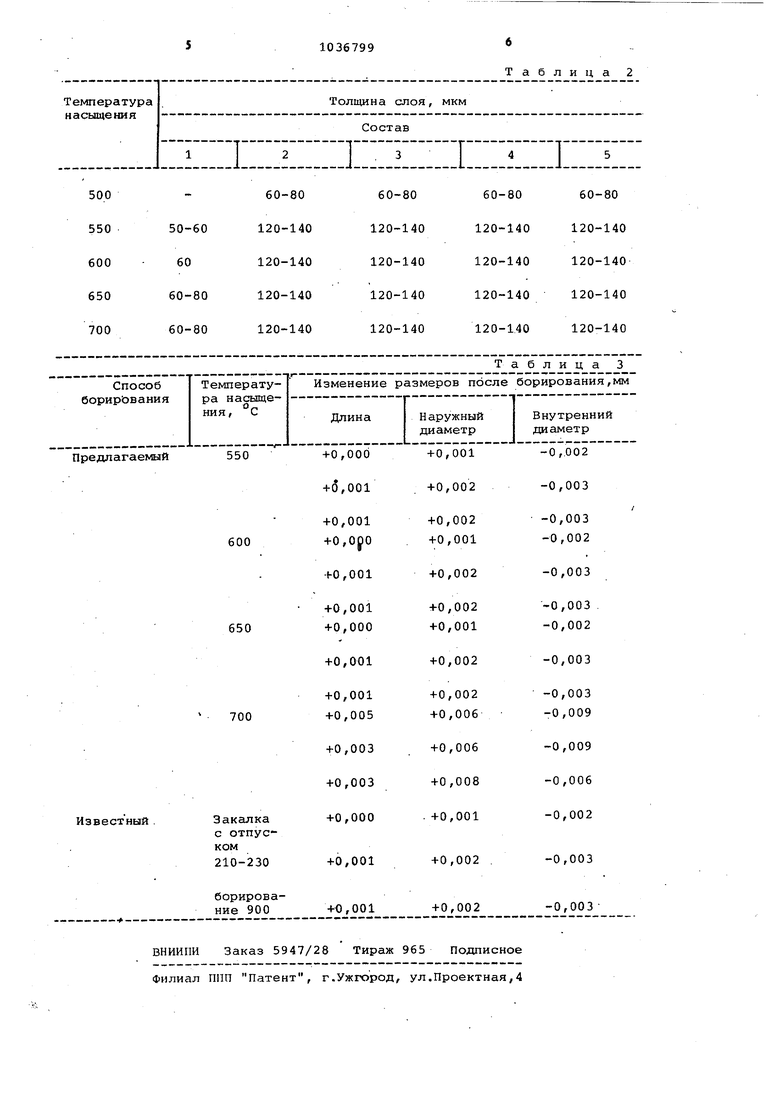
со со Изобретение относится к металлу гии, а именно к химико-Термической обработке, в частности к диффузион ному борированию деталей в порсяико образных смесях. Известен способ борирования, заключающийся в том, что контейнеры с бррирующей смесью и деталями нагревают до 950-1000°С, выдерживают выгружают из печи и охлаждают на воздухе 1. . Недостатком известного способа .является высокая температура проце са, что приводит к повышенной деформации деталей и тем самым снижа ется качество деталей и повышается трудоемкость процесса. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ борирования стальных деталей, при котором детали перед нагревом под борирование подвергают закалке с низким отпуском в интервале температур 210-230°С. Такая предваритель ная термическая Обработка обеспечивает минимальное изменение размеров деталей после борирования С2 J. Недостатком способа является его трудоемкость, за счет введения дополнительных операций предварительн термической обработки. Цель изобретения - снижение деформации обрабатываемых изделий и трудоемкости за счет снижения тем пературы обработки. Поставленная цель достигается . тем, что согласно способу борирова стальных деталей, включающему нагре до температуры обработки в порсяикообразном составе и вьщержку, нагрев осуществляют до SSO-eSO C в порошкообразном составе, содержащем карбид бора, хлорид олова, фтороборат калия при следующем соотношении ком понентов, вес.%: Хлорид олова2-4 Фтороборат калия 4-6 Карбид бораОстальное Введение активаторов хлорида олова и фторобората калия объясняется тем, что эти вещества, являясь энергетичными восстановителями, понижают температуру .разложения карбида бора. Хлорид олова SnC.E22H20 образует бесцветные кристаллы и является энергичным восстановителем. При нагревании происходит его частичный гидролизс образованием осадка основной соли. Выделяющиеся газы вытесняют из контейнера воздух и препятствуют окислению покрываемых деталей. В результате взаимодействия борсодержащей тиихты с газовой средой образу ется хлорид бора, который осуществл ет перенос бора через газовую фазу на насыщаемую поверхность. Вследствие восстановления водорогдом на поверхности насыщаемого изделия образуются активные атомы бора. Таким образом, насыщение происходит фактически из газовой фазы за счет следуквдих, одновременно протекающих процессов: образование хлоридов бора, образование в результате реакции восстановления активных атомов бора, образования на насыщаемой поверхности боридов и отвод атомов из зоны реакции вглубь металла за счет диффузии. Однако при использовании хлоридных активизаторов образование газовой среды протекает с высокой скоростью в первые промежутки процесса борирования, что приводит к значительным потерям активизатора и борирующей газовой среды. Поэтому для образования устойчивой газовой среды дополнительно вводится фторидный активизатор KBF. Это объясняется тем, что в результате взаимодействия фтОридных активизаторов и карбида бора обеспечивается достаточно длительное время образование газовой среды в объеме контейнера, при этом создается некоторое избыточное давление. Это препятствует проникновению кислорода к смеси и упрочняемым изделиям. Снижение деформации деталей, борированных при 550-650°С, объясняется следующим образом. .На изменение размеров {деформации ) борированных при 920-950°С деталей оказывает влияние как образование борированного слоя особенно в случае борирования малых по сечению деталей, так и объемные изменения металла, вызванные структурными и фазовыми превращениями в его основе. При этом изменение размеров из-за непосредственного борирования слоя составляет величину не более 10-20% от толщины самого слоя. Основное же изменение в размеры вносят структурные и фазовые превращения, которые претерпевает основа в результате нагрева под борирование и последукндего охлаждении. При борировании при ЗБО-бЗО С в основе происходит только перекристаллизация перлита, взаимное же распределение структурных составляющих перлита и феррита сохраняется без изменения, в связи с этим изменение объема и размеров практически не происходит. Предлагаемый способ осуществляют со следующей последовательностью операций: приготавливают рабочую смесь, нагревают печь до 550-650 с, загружают контейнеры вместе с деталями.и рабочей смесью в печь, производят выдержку в течение 6 ч с момента прогрева контейнера, контейнеры охлаждают с печью, затем вы ружают и распаковывают. Пример. По предлагаемому способу из заготовок конструкционной стали 45 изготавливают девять цилиндров длиной 60 мм с наружным и внутренним диаметром соответственно 20-30 мм. Готовят шесть составов рабочих смесей, содержащих компоненты в оптимальном количестве (з ) и гранич .ных пределов (2 и 4)1, а также ниже граничных значений (l и выше граничных значений (:5 ). Составы приготовленных смесей прив едены. в табл. 1. Цилиндры загружают в контейнер рабочей . Контейнер закрываю крышкой, загерметизируют и загружают в печь, нагретую до оптимально температуры , при различных составах смесей граничных пределов 550 и , а также ниже граничных значений 500°С и выше граничны значений . Контейнеры выдерживают при зада ных температурах в течение б ч, затем выJ лючaют печь и контейнеры охлаждают вместе с печью, после че выгружают на воздух. После печного охлаждения контейнеры вскрывают и извлекают из них цилиндры. Результаты борирования в предла гаемых смесях и температурах представлены в табл. 2. Содержание хлорида олова и фторо бората калия, соответственно, в кол честве 2-4 и 4-6% объясняется тем, что при меньшем содержании ослабляется активность(восстановительной способности хлорида олова и фторобората калия, а при большем содержа нии интенсивность йосстанови ельной способности не увеличивается. Для получения сравнительных данных параллельно проводят борировавне однотипных деталей по известному способу. С этой целью из заготовки конструкционной стали 45 изготавливают три цилиндра длиной 60 мм с наружным и внутренним диаметром соответственно 20 и 30 мм. На каждый размер оставляют припуск под шлифовку 0,1 мм. Цилиндры закаливают при 850°С в воде и в течение 1 ч при 210-2ЗО С. Затем цилиндры шлифуют, измеряют размеры и загружают в контейнер с карбидом бора. Контейнер загружают в 1 печь, нагретую до 920°С, прогревают 2 ч и выдерживают в течение б ч. Затем контейнер охлаждают вместе с печью до 450°С и выгружают на воздух. После полного охлаждения контейнер вскрывают и извлекают из него цилиндры. Измерения всех борированныхжилиндров производят с точностью ±1 мкм на горизонтальном оптиметре ИКГ-3. В табл. 3.представлены данные по деформации сташьных деталей. Результаты измерений показывают, что оптимальной температурой борирования, предельно снижающей дефор.ма,цию, является температура.550-650°С. 1Борирование при температурах выше или ниже 550-650С приводит соответственно к отсутствию процесса насыщения или к увеличению размеров борированных деталей. Таким образом, проведение насыщения предлагаемым способом в интервале температур 550-б50с за счет содержания в смеси хлорида олова и фторобо ата кадия обеспечивает по сравнению с известным снижение энергоемкости процесса, сокращение загрузки дефицитного печного оборудования, снижение себестоимости изготовления деталей, технологического цикла изготовления детсшей, деформации деталей и расхода электроэнергии.. I .Та блица,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ борирования ферромагнитных деталей | 1989 |
|
SU1663044A1 |
| Состав для борирования изделий из сталей и спеченных материалов | 1984 |
|
SU1196415A1 |
| СОСТАВ ГЕТЕРОГЕННОЙ ПОРОШКОВОЙ СМЕСИ ДЛЯ БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2022 |
|
RU2782461C1 |
| Порошкообразный состав для борирования стальных изделий | 1980 |
|
SU933801A1 |
| Состав для борирования | 1978 |
|
SU765398A1 |
| Способ упрочнения деталей из инструментальных и конструкционных сталей в борированной среде | 2020 |
|
RU2748572C1 |
| Способ борирования стальных изделий | 1987 |
|
SU1578227A1 |
| СПОСОБ БОРИРОВАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2191219C2 |
| Порошкообразный состав для диффузионного борохромирования | 1989 |
|
SU1659530A1 |
| Порошкообразный состав для борирования | 1979 |
|
SU775173A1 |
СПОСОБ БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ, включающий нагрев до температуры обработки в порошкообразном составе и выдержку, отличающийся тем, что, с целью снижения деформации обрабатываемых изделий и трудоемкости за счет снижения температуры обработки, нагрев осуществляют до 550-б50с в порошкообразном составе, содержащем карбид бора, ,хлорид олова и фтороборат калия при следующем (соотношении компонентов, вес.%: Хлорид олова2-4 Фтороборат калия 4-6 Карбид бораОстальное
Хлорид олова
Фторборат калия
Таблица 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ДИФФУЗИОННОГО БОРИРОВАНИЯ | 0 |
|
SU277496A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ химико-термической обработкидЕТАлЕй | 1979 |
|
SU802382A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
