54) СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТОК ТРАНСФОРМАТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрическихОбМОТОК ТРАНСфОРМАТОРОВ | 1979 |
|
SU851509A1 |
| Способ изготовления обмоток трансформаторов | 1981 |
|
SU957287A1 |
| Способ изготовления цилиндрической обмотки трансформатора и устройство для его осуществления | 1982 |
|
SU1023416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| Индуктор линейного цилиндрического электродвигателя | 1987 |
|
SU1494161A1 |
| ИМПУЛЬСНЫЙ ТРАНСФОРМАТОР | 2013 |
|
RU2547809C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2006 |
|
RU2325316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ КАТУШКИ | 2013 |
|
RU2551136C1 |
| МНОГОСЛОЙНАЯ КАТУШКА ВОЗБУЖДЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2167461C2 |
1
Изобретение относится к области электротехники, а более конкретно к трансформаторостроению, и может найти применение при изготовлении омоток трансформаторов и реакторов из проводящей ленты.
Известны способы изготовления обмоток из проводящей ленты трансформаторов, включающие укладку межвитковой изоляции катушек путем одновременной намотки проводящей и изоляционной лент, при этом ширина изоляционной ленты превосходит ширину проводящей ленты, а выступающие края изоляционной ленты укладывают внутрь в радиальном направлении , на торцах катушек 1. ,
К недоста.ткам такого способа сл(дует отнести низкую надежность обмотки вследствие возможности возникновения частичного разряда вдоль торцовой поверхности катушек, и низкую механическую прочность изоляции катушек.
Из всех известных наиболее близким к заявляемому по выполняемой, функции и достигаемому результату является способ изготовления обмото из проводящей ленты трансформаторов и реакторов, включающий укладку
межвитковой изоляции катушек путем одновременной намотки проводящей и изоляционной лент, при этом ширина изоляционной ленты превосходит ширину проводящей ленты и установку изоляционных шайб между торцам- соседних катушек,.а выступакщие края изоляционной ленты укладывают внутрь на торцах катушек, под изоляционными
0 шайбами 2j.
Указанный способ позволяет повысить механическую прочность торцовой изоляции катушек благодаря установке изоляционных Шайб на торцах катушек, однако не исключает возможности возникновения скользящего разряда вдоль торцовой поверхности катушек, что обуславливает низкую надежность обмотки.
0
Целью данного изобретения является повышение надежности обмотки.
Указанная цель достигает.ся тем, что при намотке изоляционную ленту
5 подают снизу, а ее выступающие края загибают вокруг проводящей ленты и по окончании намотки катушек наиосят корпусную изоляцию
Кроме того, корпусную изоляцию
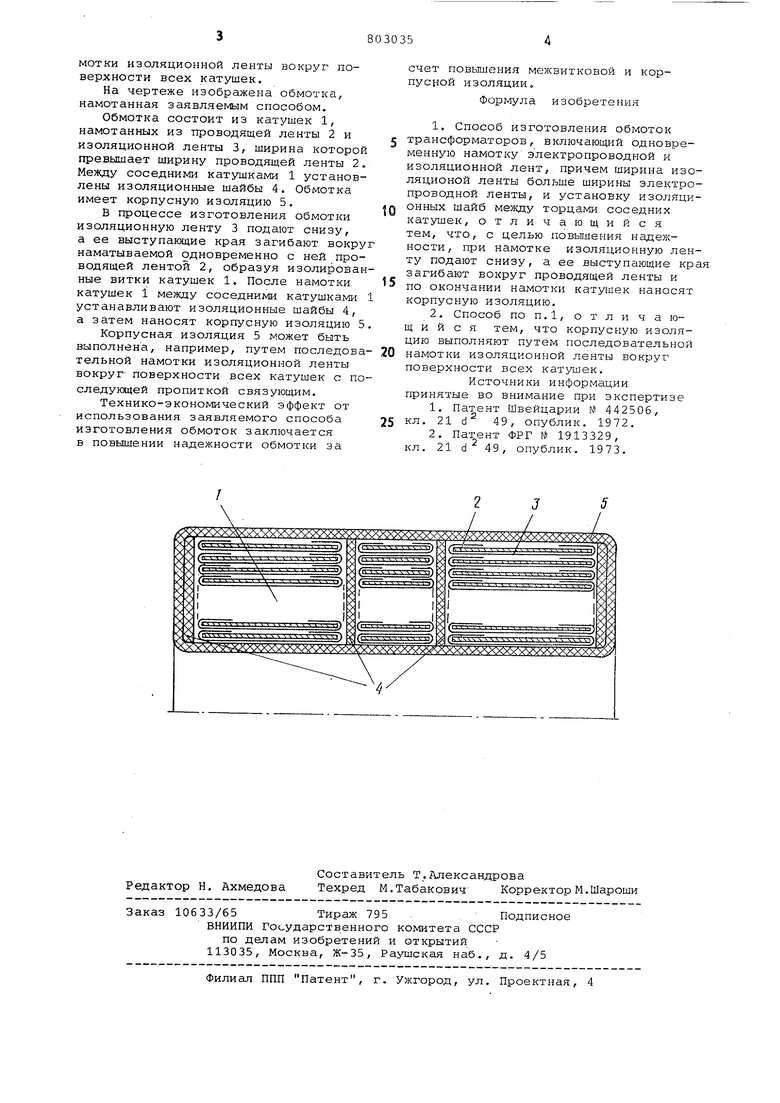
0 выполняют путем последовательной намотки изoляциoE нoй ленты вокруг поверхности всех катушек, На чертеже изображена обмотка, намотанная заявляемым способом. Обмотка состоит из катушек 1, намотанных из проводящей ленты 2 и изоляционной ленты 3, ширина которо превышает ширину проводящей ленты 2 Между соседними катушками 1 установ лены изоляционные шайбы 4. Обмотка имеет корпусную изоляцию 5. В процессе изготовления обмотки изоляционную ленту 3 подают снизу, а ее выступающие края загибают вокр наматываемой одновременно с ней про водящей лентой 2, образуя изолиров ные витки катушек 1. После намотки катушек 1 между соседними катушками устанавливают изоляционные шайбы 4 а затем наносят корпусную изоляцию Корпусная изоляция 5 может быть выполнена, например, путем последов тельной намотки изоляционной ленты вокруг поверхности всех катушек с п следующей пропиткой связующим. Технико-экономический эффект от использования заявляемого способа изготовления обмоток заключается в повышении надежности обмотки за
..xx & vs v xxxxxxx: счет повышения межвитковой и корпус яой изоляции. Формула изобретения 1.Способ изготовления обмоток трансформаторов, включающий одновременную намотку электропроводной и изоляционной лент, причем ширина изоляционой ленты больше ширины электропроводной ленты, и установку изоляционных шайб торцами соседних катушек, отличающийся тем, что, с целью повышения надежности, при намотке изоляционную ленту подают снизу, а ее выступающие края загибают вокруг проводящей ленты и по окончании намотки катушек наносят корпусную изоляцию. 2.Способ по П.1, отличающийся тем, что корпусную изоляцию выполняют путем последовательной намотки изоляционной ленты вокруг поверхности всех катушек. Источники информации принятые во внимание при экспертизе 1.Патент Швейцарии № 442506, кл. 21 d 49, опублик. 1972. 2.Патент ФРГ № 1913329, кл. 21 d 49, опублик. 1973.
