Изобретение относится к производству и ремонту подъемно-транспортного оборудования, а именно грузоподъемных электромагнитов, предназначенных для работы с ферромагнитными грузами.
Известен способ изготовления грузоподъемного электромагнита, заключающийся в том, что катушку наматывают изолированным проводом, размещают в полости корпуса, закрывают стальной шунтирующей шайбой, шайбу приваривают к корпусу по всему наружному и внутреннему диаметру герметичным швом и заливают в полость термореактивную изоляционную массу - эпоксидный компаунд на основе смолы ЭД-16 (Ю.Э.Южный. Грузоподъемные электромагниты и их ремонт. - М.: Энергия, 1974, с.19).
Данный способ сборки прост в осуществлении, что особенно важно в ремонтном производстве, от катушки обеспечивается хороший отвод тепла. Однако герметичность корпуса и сварных швов, соединяющих шунтирующую шайбу с корпусом, в процессе эксплуатации может оказаться недостаточной, а толстый слой хрупкого эпоксидного компаунда склонен к растрескиванию при нагреве, что может привести к попаданию влаги к катушке и выходу электромагнита из строя. Кроме того, в процессе заливки электромагнита эпоксидным компаундом в нем образуются пузырьки воздуха, ухудшающие качество изоляции.
Наиболее близким является способ изготовления грузоподъемного электромагнита, заключающийся в том, что катушку наматывают на оправку, снимают с оправки, формируют выводы, изолируют по наружной и внутренней цилиндрическим поверхностям листовым изоляционным материалом, а по торцовой поверхности, свободной от выводов, - изоляционной массой с наполнителем с последующим ее отверждением, устанавливают катушку выводами вверх, заливают в объем катушки, ограниченный слоями изоляционного материала, изоляционную массу до уровня выше основания выводов и до образования слоя над торцовой поверхностью, осуществляют ее отверждение, размещают катушку в полости корпуса, закрывают полость стальной шунтирующей шайбой, шайбу приваривают к корпусу по всему наружному и внутреннему диаметру герметичным швом, заливают в полость изоляционную массу и производят ее отверждение. Изоляцию внутренней цилиндрической поверхности осуществляют путем введения внутрь катушки свернутого в кольцо листа стеклотекстолита, внутрь этого кольца вводят технологический сердечник, расширением которого осуществляют прижатие кольца изоляции к поверхности катушки. Другим листом стеклотекстолитовой изоляции охватывают катушку по наружной цилиндрической поверхности и стягивают бандажом (патент RU №2238904, В66С 1/06, 2004).
Недостатками этого способа, предусматривающего двукратную объемную заливку изоляционной массой, являются большая сложность и трудоемкость осуществления, а наличие воздуха между витками катушки, который при заливке объема катушки невозможно вытеснить полностью, ухудшает изоляцию и отведение тепла от катушки, а также надежность электромагнита. При установке катушки в полость корпуса она недостаточно защищена от механических повреждений, вследствие чего требуется предусматривать довольно большие зазоры. Толстый слой изоляционной массы - эпоксидного компаунда, заполняющего эти зазоры, склонен к растрескиванию, что ухудшает герметичность катушки и тоже снижает надежность электромагнита.
Предложен способ изготовления грузоподъемного электромагнита, заключающийся в том, что катушку наматывают на оправку, снимают с оправки, формируют выводы, изолируют по наружной и внутренней цилиндрическим поверхностям листовым изоляционным материалом, изолируют торцовую плоскость, свободную от выводов, нанесением на нее изоляционной массы с наполнителем с последующим ее отверждением, поворачивают катушку торцовой поверхностью с выводами вверх, образуют изоляционный слой на торцовой плоскости с выводами, осуществляют отверждение, размещают катушку в полости корпуса, закрывают полость стальной шунтирующей шайбой, шайбу приваривают к корпусу по всему наружному и внутреннему диаметру герметичным швом, а затем заливают в полость изоляционную массу, при этом, согласно изобретению, провод изолируют в процессе намотки спиральной навивкой на него стеклотканевой изоляции, предварительно пропитанной под вакуумом термореактивной изоляционной массой горячего отверждения, внутреннюю цилиндрическую поверхность изолируют путем наложения на оправку полосы изоляционного материала перед намоткой катушки, а намотку осуществляют поверх полосы так, что края полосы выступают за обе границы намотки, наружную цилиндрическую поверхность изолируют намоткой на нее ленты изоляционного материала, причем края ленты выступают за обе границы намотки, изоляционный слой на торцовой поверхности с выводами образуют нанесением сверху изоляционной массы с наполнителем, катушку снимают с оправки после отверждения этого слоя, затем обрезают выступающие края полосы и ленты и обматывают катушку изоляционным материалом в поперечном направлении через отверстие. При осуществлении способа целесообразно использовать полосу изоляционного материала, выполненную из стеклотекстолита, ленту изоляционного материала - из стеклоткани, в качестве изоляционной массы применять эпоксидный компаунд горячего отверждения, а в качестве наполнителя - кварцевую пыль. Процесс заливки полости электромагнита можно вести в камере под вакуумом либо при чередовании вакуума с созданием в камере повышенного давления воздуха.
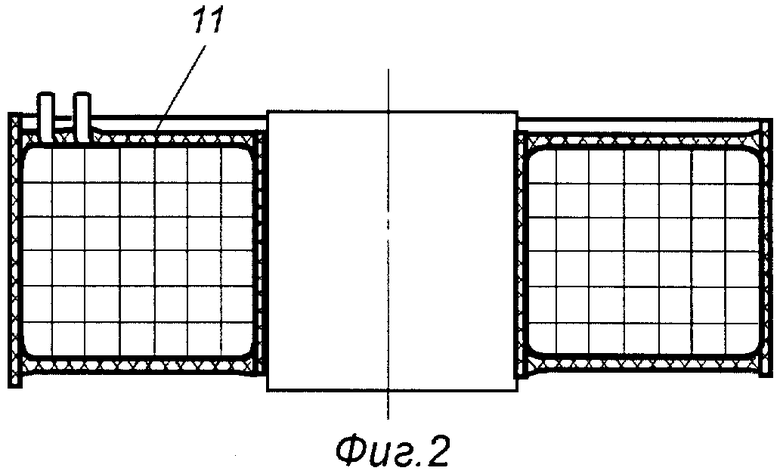
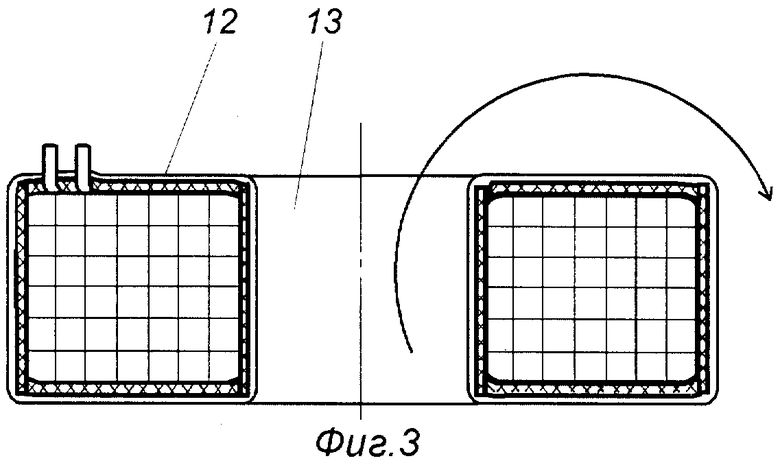
Сущность изобретения поясняется чертежами, где на фиг.1 показана катушка электромагнита с герметизированными поверхностями; на фиг.2 - то же, после заливки ее объем и отверждения изоляционной массы; на фиг.3 - катушка, обмотанная через отверстие.
Пример 1. На оправку 1 накладывают свернутую в кольцо полосу 2 листового стеклотекстолита СТЭФ 0,5, а поверх ее наматывают катушку 3, причем для намотки используют неизолированный провод прямоугольного сечения, непосредственно в процессе намотки обвивая его по спирали с перекрытием 30% по ширине стеклотканевой изоляцией - лентой ЛЭСБ 0,15×20, предварительно под вакуумом пропитанной термореактивным компаундом горячего отверждения (фиг.1). В процессе намотки стеклотканевая изоляция деформируется за счет натяжения провода, а содержащийся в ней компаунд выдавливается, заполняя соседние межвитковые зазоры и вытесняя из них воздух. Намотку ведут на такую ширину, что края 4 полосы 2 выступают на 3-5 мм за границы намотки, т.е за торцовые плоскости 5 и 6. Затем изолируют катушку снаружи лентой 7 стеклоткани ЛКСН-160-ТТ, наматывая ее в три слоя так, что края 8 ленты на 5-7 мм выступают за торцовые плоскости 5 и 6, формируют выводы 9. Катушку поворачивают выводами вниз и наносят на верхнюю торцовую плоскость 5 жидкую изоляционную массу - эпоксидный компаунд горячего охлаждения с наполнителем - кварцевой пылью, а затем производят ее отверждение так, что между выступающим краем 4 полосы 2 и краем 8 ленты 7 образуется корка изоляции 10 толщиной 3-5 мм. Одновременно происходит отверждение компаунда горячего отверждения, входящего в изоляцию провода и заполняющего межвитковые зазоры. Затем поворачивают катушку выводами вверх и наносят эпоксидный компаунд с кварцевым наполнителем на торцовую поверхность с выводами между выступающими краями полосы 2 и ленты 7 слоем 11 толщиной 3-5 мм, после чего производят отверждение. Выводы 9, проходящие сквозь слой 11, оказываются зафиксированным им. Затем вынимают из катушки оправку 1 и обрезают выступающие за корку 10 и слой 11 края 4 и 8 (фиг.3). Затем катушку обматывают от внутреннего диаметра к наружному изоляционным материалом - непрерывной стеклотканевой лентой 12 марки ЛКСН-160-ТТ 0,2×100 или ЛЭСБ 0,4×90 в поперечном направлении через отверстие 13 (показано стрелкой), смещая зону обмотки катушки по кругу.
После этого катушку устанавливают в полости корпуса, закрывают полость стальной шунтирующей шайбой, шайбу приваривают к корпусу по всему наружному и внутреннему диаметру герметичным швом, а затем заливают в полость изоляционную массу. При этом происходит пропитка стеклотканевой ленты 12, которая после отверждения образует на катушке армированную стеклотканью рубашку с высокой диэлектрической и механической прочностью.
Пример 2. Способ осуществляют, как описано в примере 1, но для более качественного заполнения зазоров вокруг катушки процесс заливки полости ведут в вакуумной камере, в которой поддерживается давление воздуха 0,05-0,15 атм, при этом воздух, содержащийся в стеклотканевой ленте и изоляционной массе, интенсивно выделяется и откачивается.
Пример 3. Способ осуществляют, как описано в примере 1, но для более быстрого и качественного заполнения пространства вокруг катушки процесс заливки полости ведут в камере, из которой периодически откачивают воздух до 0,05-0,15 атм (вакуум), а затем подают воздух под давлением до достижения 3-5 атм.
Пример 4. Способ осуществляют при ремонте электромагнита. Ремонт начинают с разборки поврежденного электромагнита, при этом извлекают катушку из полости корпуса, провод катушки очищают от старой изоляции. Затем разрабатывают чертежи электромагнита в соответствии с требованиями заказчика и возможностями модернизации, обеспечиваемыми данным способом. Дальнейшие операции осуществляют, как описано в примерах 1-3.
Способ изготовления электромагнита, при котором воздух из межвиткового пространства вытесняется при намотке, а катушка при установке в корпус надежно защищена изоляционными элементами 2, 7, 10, 11 и 12 от механических повреждений, позволяет рассчитывать и изготавливать катушки, образующие минимальные зазоры с корпусом, при этом обеспечиваются высокая плотность заполнения полости проводом и хороший отвод тепла от катушки при работе. Кроме того, тонкий слой изоляционной массы - эпоксидного компаунда, заполняющего эти зазоры, меньше склонен к растрескиванию при изменениях температуры.
Исключение необходимости в операции заливки внутреннего объема катушки жидкой изоляционной массой с возможно более полным вытеснением воздуха из межвитковых зазоров существенно упрощает и ускоряет производство, а отсутствие воздуха в зазорах способствует улучшению герметичности катушки и повышает надежность электромагнита. Вследствие этого электромагниты, изготовленные таким способом, надежны, обладают большой грузоподъемностью, могут работать неограниченное время без отключения для охлаждения. Использование данного способа в процессе ремонта сопровождается модернизацией электромагнитов, направленной на улучшение их характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ГРУЗОПОДЪЕМОГО ЭЛЕКТРОМАГНИТА | 2013 |
|
RU2534860C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ГРУЗОПОДЪЁМНОГО ЭЛЕКТРОМАГНИТА | 2019 |
|
RU2712712C1 |
| СПОСОБ СБОРКИ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2002 |
|
RU2238904C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2007 |
|
RU2341442C2 |
| СПОСОБ РЕМОНТА ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2005 |
|
RU2281575C1 |
| СПОСОБ РЕМОНТА ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2006 |
|
RU2309888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ПОЛЮСА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2036545C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2583377C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
| СПОСОБ СБОРКИ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2000 |
|
RU2210526C2 |
Изобретение относится к производству и ремонту грузоподъемных электромагнитов. При изготовлении грузоподъемного электромагнита на оправку накладывают полосу изоляционного материала. Намотку катушки на оправку осуществляют поверх полосы так, что края полосы выступают за обе границы намотки. Провод изолируют в процессе намотки спиральной навивкой на него стеклотканевой изоляции, предварительно пропитанной под вакуумом термореактивной изоляционной массой горячего отверждения. Наружную цилиндрическую поверхность катушки изолируют намоткой на нее ленты изоляционного материала, причем края ленты выступают за обе границы намотки. Свободную от выводов торцовую плоскость изолируют нанесением на нее изоляционной массы с наполнителем с последующим ее отверждением. Поворачивают катушку торцовой поверхностью с выводами вверх и изолируют эту поверхность нанесением на нее изоляционной массы с наполнителем с последующим ее отверждением. Катушку снимают с оправки после отверждения этого слоя, затем обрезают выступающие края полосы и ленты. Обматывают катушку изоляционным материалом в поперечном направлении через отверстие. Размещают катушку в полости корпуса. Закрывают полость стальной шунтирующей шайбой. Шайбу приваривают к корпусу по всему наружному и внутреннему диаметру герметичным швом, а затем заливают в полость изоляционную массу и осуществляют ее отверждение. Технический результат заключается в повышении надежности изоляции катушки электромагнита и упрощении технологии изготовления. 3 з.п. ф-лы, 3 ил.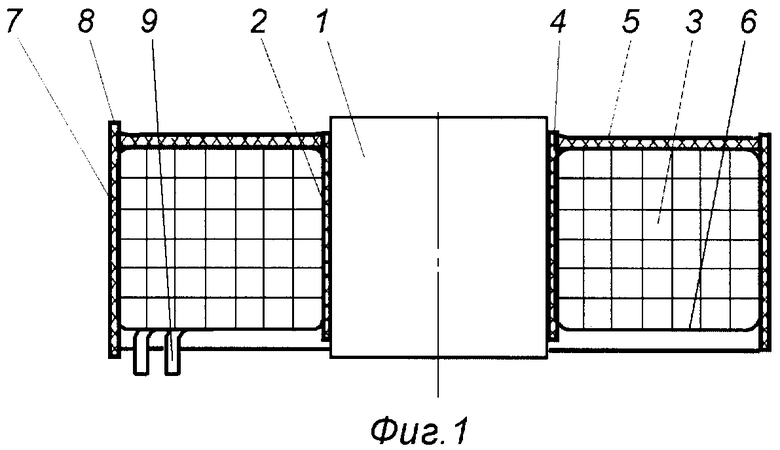
| СПОСОБ СБОРКИ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2002 |
|
RU2238904C2 |
| Способ изготовления обмотки электромагнитного устройства | 1987 |
|
SU1522307A1 |
| GB 1396914 A, 11.06.1975 | |||
| Образец для настройки дефектоскопов | 1985 |
|
SU1226265A2 |

