1
Изобретение относится к электротехнике, а более конкретно к трансформаторостроёнию, и может найти применение при изготовлении обмоток трансформаторов и реакторов, преимущественно пропитываемых эпоксидным компаундом.
Известны способы изготовления обмоток, включакяций укладку межслоевой изоляции путем одновременной намотки проводящей и электроизоляционной лент, при этом края электроизоляционной ленты выступают за поверхность провода и образуют торцовую
изоляцию Г 11Недостатки способа - пониженная надежность обмотки, вследствие возможности возникновения разряда в торцовой части катушек вдоль слоев изоляционной ленты в направлении электрического поля, низкая механи.ческая прочность торцовой изоляции катушек и увеличенные габариты обмотки и трансформатора в целом.
Наиболее близким к предлагаемому является способ изготовления цилиндрических обмоток трансформаторов, включающий последовательную намотку на оправку слоев обмоточного провода к изоляционной ленты, образующей
корпусную и межслоевую изоляции обмоток с последующей ее пропиткой, компаундом, причем ширина изоляционной ленты превышает высоту слоев обмоточного провода ( 2} .
Указанный способ, вследствие большой ширины ленты, упрсяцает намотку, но не исключает пониженной надежности и увеличенных габаритов обмотки.
10
Цель изобретения - повьндение надежности обмотки и уменьшение габаритов трансформатора.
Указанная цель достигается тем,
15 что в процессе намотки изоляционной ленты, образующей корпусную изоляцию и первый слой межслоевой изоляции, выступающие края изоляционной ленты корпусной изоляции и первого слоя
20 межслоевой изоляции разрезают по окружности так, что линии разрезов в четных и нечетных рядах располагаются в шахматном порядке, после намотки -первого слоя обмоточного про25вода края ленты, образующей межслоевую изоляцию, загибают наверх слоя обмоточного провода, а после окон чанйя намотки последнего слоя выступающие края изоляционной ленты, об30ра зукщей корпусную изоляцию, загибают наверх последнего слоя оОмоточного провода с перекрытием.
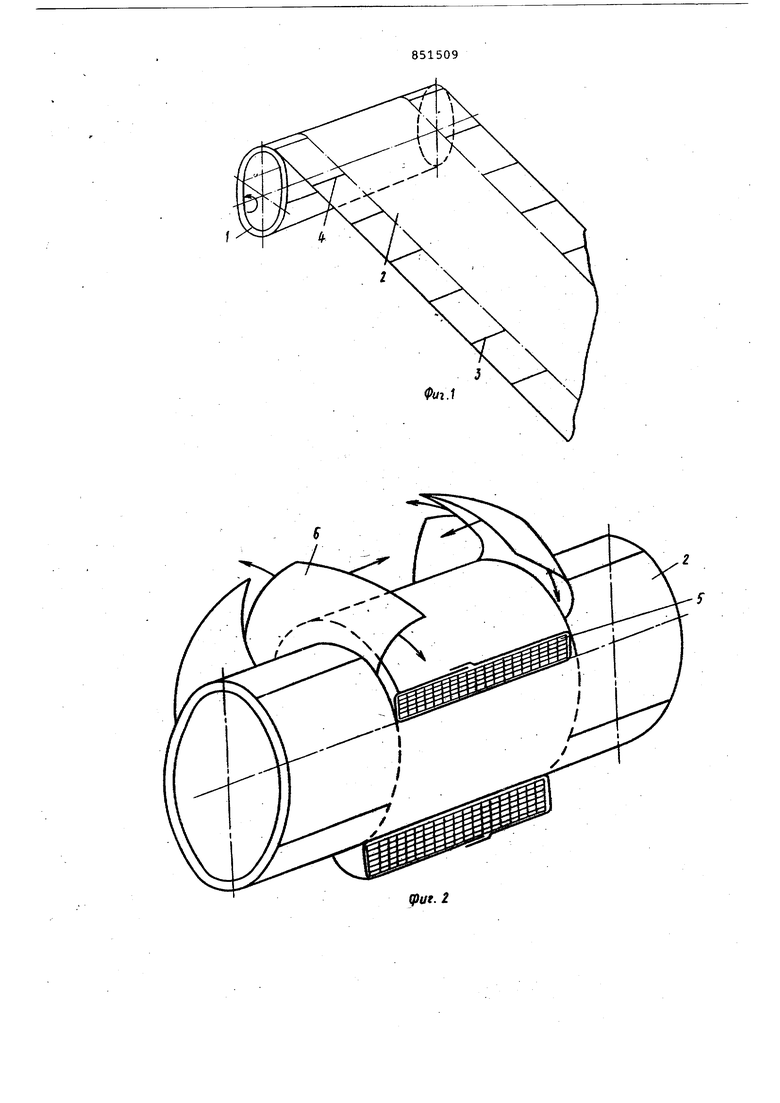
На фиг. 1 показана намотка изоляционной ленты с разрезами, на фиг.2 загибка краев изоляционной ленты на слои обмоточного провода, на фиг.З образование корпусной изоляции.
Способ изготовления цилиндрических обмоток трансформаторов осуществляется следующим образом.
На оправку 1 последовательно наматывают изоляционную ленту 2, например стеклослюдннитозую, образующую корпусную и межслоевую изоляции обмоки, по ширине превышающей высоту слоев обмоточного провода.
Выступанвдие края изоляционной ленты разрезают по окружности разрезами 3 в четных витках изоляционной ленты так, что расстояние между ними отличается расстояний между разрезами 4 в нечетных витках на 10-30 мм, т.е. в шахматном порядке. Затем наматывают первый слой обмоточного провода 5, и края ленты 2, образующей межслоевую изоляцию, загибают наверх слоя обмоточного провода 5. Край, ленты 2 обозначен позицией 6.
После этого наматывают последующие слои межслоевой изоляции 7 и обмоточного провода 5, а после окончания намотки последнего слоя выступагацие края изоляционной ленты 8 образующей корпусную изоляцию, заги ают наружу последнего слоя обмоточного провода и располагают противоположные края изоляционной лент с перекрытием 9. В конце изготовления обмотку пропитывают компаундом.
При таком способе изготовления цлиндрической обмотки напряженность электрического поля во всех элементах твердой изоляции направлена поперек слоев изоляционной ленты. Учитывая то, что электрическая прочнос поперек слоев приблизительно в десять раз выше, чем вдоль, предлагаемый способ значительно повышает надежность обмотки.
Кроме того,, толщина изоляции по всему периметру сечения обмотки получается практически одинаковой.Исключение большой зоны торцовой изоляции ведет к уменьшению габаритов обмотки и трансформатора в целом.
Формула изобретения
Способ изготовления цилиндрических обмоток трансформаторов, включающий последовательную намотку на оправку слоев обмоточнсЛг-о провода и изоляционной ленты, например стеклослюдинитовой, образующей корпусную и межслоевую изоляции обмоток, с последующей ее пропиткой компаундом, причем ширина изоляционной ленты превышае высоту слоев обмоточного провода, отличаю щи йс я тем, что, с целью повышения
надежности обмотки и уменьшения габаритов трансформатора, в процессе намотки изоляционной ленты, образующей корпусную изоляцию и первыйс
слой межслоевой изоляции, выступающие края изоляционной ленты корпусной изоляции и первого слоя межслоевой изоляции разрезают по окружности так, что линии разрезов в четных и нечетных рядах располагаются в шахматном
0 порядке, после намотки первого слоя обмоточного провода края ленты, образунядей межслоевую изоляцию, загибают наверх слоя обмоточного провода, а после окончания намотки последнего сдоя выступающие края изоляционной ленты, образуквдей корпусную изоляцию, загибают наверх последнего слоя обмоточного провода с перекрытием .
Источники информации,
принятые во внимание при экспертизе
1. Акцентированная заявка Великобритании №1321166, кл. HIT, опуб- лик. 1971.
5 2. Обмотка. Чертеж 6БП.603.527СБ, 1975..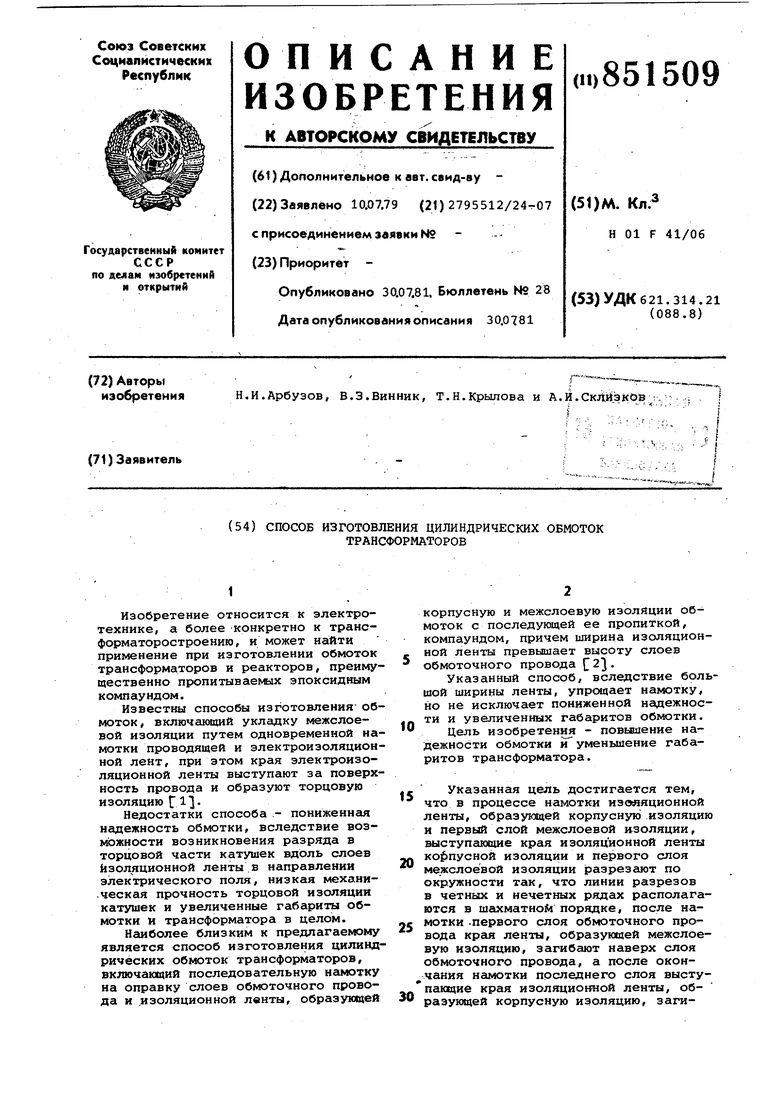
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрической обмотки трансформатора и устройство для его осуществления | 1982 |
|
SU1023416A1 |
| Способ изготовления цилиндрической обмотки индукционных устройств | 1987 |
|
SU1492389A1 |
| Способ изготовления обмотокТРАНСфОРМАТОРОВ | 1978 |
|
SU803035A1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Обмотка индукционного устройства | 1982 |
|
SU1092579A1 |
| Модель для исследования перенапряженийВ ТРАНСфОРМАТОРАХ | 1979 |
|
SU842990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТОЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2007771C1 |
| Способ группового изготовления электрических катушек | 1980 |
|
SU951430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |