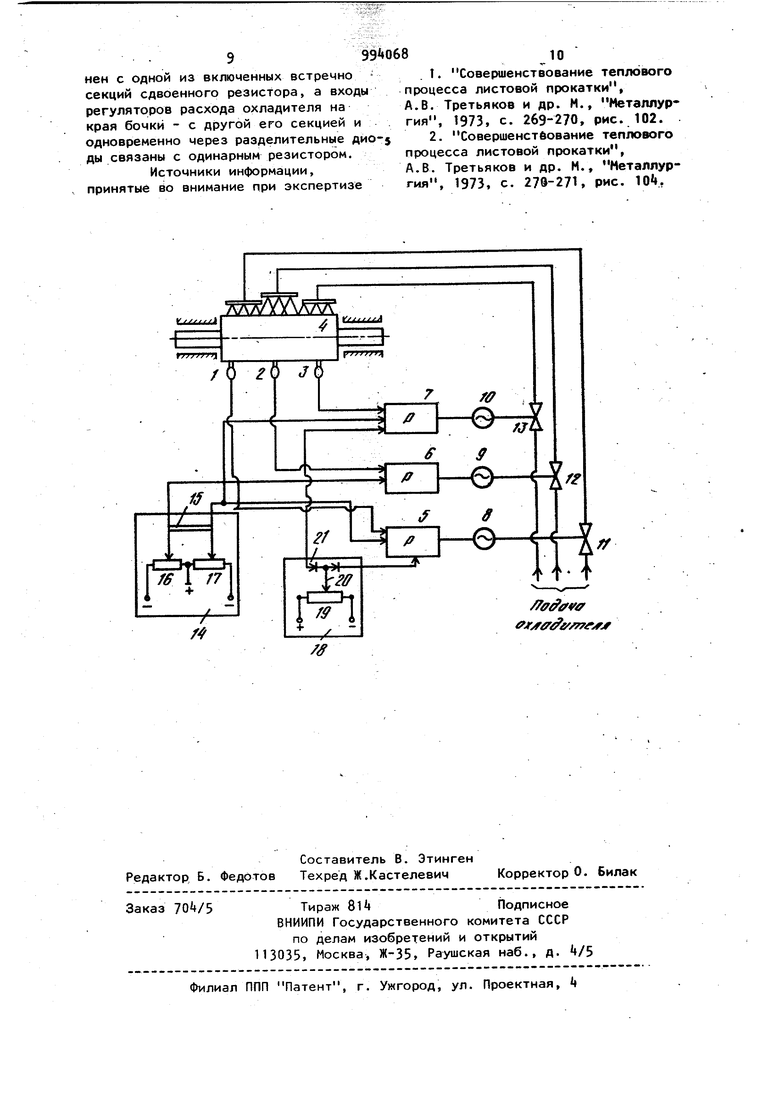
Изобретение относится к прокатке металлов и может быть использовано, на листовых прокатных станах. Известно устройство, которюе состоит из нескольких (нап|Ьимер, трех) автономных каналов регулирования тем пературы валков в отдельных зонах по длине бочки. Каждый канал содержит датчик температуры валка, электронный регулятор с измерительным блоком на входе, исполнительный механизм с регулирующим клапаном для изменения расхода охладителя и задатчик (корректор) температуры валков. Задатчик представляет собой одинарный переменный резистор, выход которого(подвижный контакт) соединен с измеритель ным блоком на входе регулятора jj При замедлениях стана (например, для перехода на заправочную скорость прокатки или для прохождения св,арного шва)количество теплоты, поступающей в валки из очага деформации, уменьшается, температура валков вследст- вие этого уменьшается, резко отклоняясь от заданных значений, несмотря на полное прекращение подачи охладителя по командам электронных регуляторов, т.е. в ряде случаев стабилизация заданных температур в нескольких точках по длине бочки валка не достигается. В результате тепловой профиль начинает меняться произвольно, и часть длины полосы, прокатанная на нерабочих режимах (например, при замедлениях), может иметь отклонения от плоскостности, выходящие за пределы допусков, что ухудшает показатели качества проката (отсортировка по коробу и волне оказывается увеличен- . ной) . Другой недостаток закачается в том, что регулирование «аждой зоны бочки валка осуществляется с помощью своего задатчика (корректора)..Поэтому изменение расхода охладителя по зонам происходит последовательно, и за время, нужное для изменения расхода охладителя (т.е. для изменения положения задатчиков, которое осуществляется оператором), составляющее сек. стан успевает прокатать 00-1200 м полосы с отклонениями от заданной плоскостности (при скорости прокатки 20-30 м/с), Наиболее близко к предложенному устройство управления тепловым профилем валков, в основу регулирования положено поддержание заданных перепадов (разностей) температуры в край них зонах по длине бочки относительн температуры в середине бочки(базовая зона), причем перепад для каждой зо ны регулирования устанавливается не.зависимо от других зон. В измерительном блоке производится вычитание измерительных температур i-той зоны (t) и базовой зоны (t) и определение их разности (перепада): -5 Ч - t5 Задатчик (корректор) i-той зоны задает в этом устройстве не абсолютное значение f-той зоны (t ), а пере пад температур: лЧ б1заА i sbdA В измерительном блоке величины (д срз чиваются (вычитаются), вырабатывается сигнал рас согласования PAt Ut.5 5oiA- ДЧ-Бкоторый усиливается электронным регу лятором и поступает в качестве К9 манды на исполнительный механизм, Пр этом при обнаружении симметричной не плоскостности на регуляторы расхода середины и обоих краев бочки с помощью задатчиков подают сигналы противоположных знаков, а при обнаружении несимметричной неплоскостности с помощью задатчика подают сигнал на регулятор расхода той зоны, которая соответствует участку полосы с неплоскостностьюГ27. I .. Например, при наличии трех зон регулирования по длине бочки валков (1-я и - крайние зоны - соответ ствуют участкам бочки, контактирующим с боковыми кромками полосы, 2-я, базовая - соответствует середине боч ки) в зонах №№1,3 стабилизируются перепады температур: , Устройство управления тепловым пр филем валков содержит датчики температур, регуляторы подачи охлад1(1теля на середину и края бочки валка, соединенные с переменными резисторами задатчиков теплового профиля валков, исполнительные механизмы с регулирующими клапанами. .Измерительный блок электронного регулятора каждой зоны регулирования соединен не только с датчиком темперэтуры данной зоны, но и с датчиком температуры базовой зоны. Устройство позволяет поддерживать необходимый (заданный) тепловой профиль не только на рабочих режимах прокатки, но и при всевозможных отклонениях от этих режимов: замедлении, уменьшении обжатий и т.д. Это объясняется тем, что тепловой профиль пропорционален не абсолютным значениям температуры в отдельных точках по, длине бочки валка, а их разностям, перепадам: ЛО (t3 - t2) ИЛИ лО о6л D(tI где D коэффициент линейного расширения и номинальный диаметр бочки. Поддержать же перепад температуры гораздо легче, чем ее абсолютное значение. Например, если задана температура в третьей зоне t зо)А 60°С, то при замедлении стана фактическая температура может опуститься до , хотя регулятор полностью прекратит подачу охладителя. Если же для третьей зоны задан перепад ее температуры относительно второй зоны: (например: , , at.2 Ч- Ч - 60-66 -6 с), то регулятор третьей зоны в состоянии справиться с этим заданием и при замедлении, т.к. при этом вследствие уменьшения тепловыделения в полосе одновременно падают температуры,во всех зонах по длине бочки, и задача регулятора - не предотвратить это падение (как было в аналоге), а лишь следить, чтобы падение температуры в третьей зоне шло с такой же скоростью, как во второй - базовой - зоне. I Чтобы полоса имела необходимую плоскостность, надо поддерживать не абсолютные значения диаметров по длине бочки, а их разность, т.е. тепловой профиль, поскольку основной закон прокатки ровной полосы - равенство вытяжек во всех точках по ее ширине. При устранении симметричной не- , плоскостности сигналы на регуляторы расхода середины и краев бочки подаю не одновременно, а один за другим, т.к. в устройстве каждый задатчик связан лишь со своей зоной регулирования . Поэтому для изменения теплово го профиля валка необходимо повернут в нужную сторону столько задатчиков, сколько зон регулирования. При устранении несимметричной иеплоскостнос ти необходимо повернуть один из двух задатчиков, соответствующих крайним зонам, в нужную сторону. Поскольку это делается оператором а не автоматически, такое управление тепловым профилем валка, во-первых, сложно, во-вторых, требует значитель ных затрат времени и отрицательно сказывается на качестве проката и производительности стана. Как было указано выше, за время, нужное для изменения расходов охладителя на участки бочки валка, стан успевает проката-ть 00-1200 м полосы с отклонениями от заданной плоскостности. Цель изобретения - повышение производительности стана и улучшение плоскостности полосы {качества проката) . Предлагаемое устройство, содержаще датчики температуры валков, регуляторы расхода-охладителя на середину и края бочки валка, соединенные с переменными резисторами задатчиков теплового профиля валков, исполнител ные механизмы с регулирующими клапанами, отличается тем, что вход регулятора расхода охладителя на середину бочки валка соединен с одной из включенных встречно секций сдвоенного резистора, а входы регуляторов ра хода охладителя на края бочки - с другой его секцией и одновременно че рез разделительные диоды связаны с одинарным резистором. Одновременная, одним задатчиком, подача сигналов на регуляторы расход охладителя на края и середину бочки валка позволяет значительно быстрее, (в 1,5-2 раза) устранить симметричну неплоскостность (за сек) и тем самым сократить длину участков полосы, имеющих отклонения от заданной плоскостности. Для одновременной подачи сигналов на регуляторы расхода охладителя середины и края бочки вход регулятора расхода охладителя на середину бочки соединен с одной секцией сдвоенного резистора, а входы регуляторов подач охладителя на края бочки соединены с другой его секцией. Поэтому перемещение подвижного контакта приводит к одновременному изменению расходов охладителя как на середину, так и на края бочки. Встречное включение секций (пере- . менных сопротивлений) сдвоенного резистора обеспечивает подачу на регулятора расхода охладителя середины бочки сигнала, противоположного по знаку сигналам, подаваемым на входы регуляторов расхода охладителя краев бочки. Это объясняется тем, что при перемещении подвижного контакта сдвоенного резистора (т.е. движка, задатчика) сопротивление секции резистора увеличивается, а другой-уменьшается, т.е. направления тока в них, благодаря встречному включению, противоположные. . Устройство позволяет также упростить устранение несимметричной чеплоскостности, т.е. изменение расхода на край бочки валка, соответствующий участку полосы с неплоскостностью, осуществляется с помощью одного задатчика (а не двух, как в прототипе) , представляющего собой одинарный резистор, соединенный через разделительные диоды с входами регуляторов расхода охладителя на края бочки валка. Это обеспечивается тем, что разделительные диоды, установ ленные между резисторами и регуляторами расхода крайних зон, при перемещении движка резистора пропускают. сигнал только к одному из регулятог . ров. .. На чертеже приведена схема устрой ства для управления тепловым профилем валков. Устройство содержит датчики 1-3 температур валка (номер датчика соответствует номеру зоны регулирования по длине бочки валка 4), электронные регуляторы с измерительными блоками на входах, исполнительные механизмы 8-10 и регулирующими клапанами 11-13, задатчик 14 (корректор) симметричного теплового профиля, состоящий из сдвоенного резистора одна секция 1б которого соединена с измерительным блоком регулятора 6, управляющего температурой в средней .зоне по длине бочки валка 4, а вторая секция 17 - с измерительными блоками регуляторов 5 и 6, управляющими 799 температурой краев бочки валков, я также задатчик 18 несимметричного теплового профиля, включающий резистор 19 с подвижным контактом 20, связанный через разделительные диоды 21 с измерительными блоками регуляторов 5, 7 расхода охладителя крайних зон. Управление тепловым профилем валков по предлагаемому изобретению осу ществляется следующим образом. При прокатке полосы датчики 1-3 температуры измеряют температуру в середине и у краев бочки валков. Одновременно оператор контролирует плоскостность полосы. В начале прокатки первого рулона новой партии металла оператор, не переходя на автоматическое управление, настраивает стан путем подбора расходов охладителя, обеспечивающих заданную плоскостность полосы. После этого он вычисляет по показаниям датчиков 1-3 разности температур кра ев бочки относительно середины и устанавливает на задатчиках грубой настройки вычисляемые перепады температур крайних зон и зафиксированную температуру в средней зоне по длине бочки валка. Если прокатывается плоская полоса подвижные контакты сдвоенного резистора и одинарного резистора находятс в исходном положении - в серединах соответствующих секций (переменных сопротивлений),. При этом сигналы на регуляторы расхода оТ этих резисторов не поступают. При появлении симметричной неплоскостнЬсти поворотом ручки задатчика симметричного теплового профиля перемещают на 1-2 деления подвижный контакт сдвоенного резистора 15 относительно средних точек секций 16, 17. При этом сопротивление одной из секций увеличивает ся, а другой - уменьшается. В резуль тате на вход (измерительный блок) ре гулятора расхода охладителя средней зоны 6 поступает сигнал задания одно го знака, а на входы (измерительные блоки) регуляторов 5 7 расхода охла дителя крайних зон - одинаковые сигналы противоположного знака. Это при водит к выработкам регуляторами 5-7 команд на увеличение расхода охладителя, подаваемого через клапан 12 на среднюю зону валка, и на уменьшение расходов охладителя, подаваемых на крайние зоны валка. В результате теп 8 ловая выпуклость валка уменьшается, и короб на полосе уменьшается. Если короб полностью не устранен, описанную операцию повторяют. При появлении на nojnoce односторонней неплоскостности, например, волны на левой кромке, поворотом ручки резистора 19 влево на 1-2 деления вызывают перемещение контакта 20 влево от средней точки. Это приводит к нарушению равенства сопротивлений в левой и правой частях резистора 19 и, как следствие, - к появлению сигналов (токов) в линиях, идущих от резистора 18 к регуляторам 5, 7 расхода охладителя крайних зон. Однако находящиеся в этих линиях разделительные диоды пропускают сигнал только к регулятору расхода охладителя 5 левого края бочки валка, этот регулятор выдает команду исполнительному механизму 8 на увеличение клапаном 11 расхода охладителя. В результате тепловая выпуклость левого края бочки валка уменьшится и односторонняя неплоскостность будет устранена. Аналогично произойдет устранение волны, возникшей по правой кромке полосы, только подвижный контакт 20 задатчика 18 в этом случае сместится вправо, и сигнал поступит через разделительный диод только на регулятор 7 расхода охладителя правого края бочки валка. Применение устройства позволяет, за счет облегчения и упрощения управления тепловым профилем валков повысить производительность стана и улучшить качество проката (снизить отсортировку по неплоскостности). Экономический эффект за счет этого, (в расчете на один стан) может составить 120-1 0 тыс. рублей в год. Формула изобретения Устройство управления тепловым профилем валка прокатного стана, содержащее датчики температуры валка, . регуляторы расхода охладителя на середину и края бочки валков, соединенные с переменными резисторами задатчиков теплового профиля валков, исполнительные механизмы с регулирующими клапанами, отличающеес я тем, что, с целью повышения качества проката и производительности стана, вход регуляторов расхода охладителя на середину бочки валка соединен с одной из включенных встречно секций сдвоенного резистора, а входы регуляторов расхода охладителя на края бочки - с другой его секцией и одновременно через разделительные дио-5 ды связаны с одинарным резистором.
Источники информации, принятые ёо внимание при экспертизе
Т. Соверниенствование теплового процесса листовой прокатки, А.В. Третьяков и др. М., Металлургия, 1973, с. 269-270, рис. 102.
2. Совершенствование теплового процесса листовой прокатки, А.В. Третьяков и др. М., Металлургия, 1973, с. 279-271, рис. ЮЧ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления тепловым профилем валка прокатного стана | 1982 |
|
SU1065055A2 |
| Устройство управления тепловым профилем валка прокатного стана | 1983 |
|
SU1130425A2 |
| Способ охлаждения поверхности прокатного валка листового стана | 1980 |
|
SU995933A1 |
| Способ управления тепловым профилем валков прокатных станов | 1979 |
|
SU863039A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Способ управления тепловым профилем валков листовых прокатных станов | 1982 |
|
SU1031548A1 |
| Способ управления тепловым профилем валков прокатного стана | 1977 |
|
SU710705A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННЫХ РАБОЧИХ ВАЛКОВ | 2013 |
|
RU2533471C1 |
