1
Изобретение относится к обработке металлов давлением и может найти применение для изготовления круглых заготовок без заусенцев и закраин, преимущественно для формирования полых цилиндрических деталей без отходов:
Известен способ последовательной штамповки полосы, при котором производят раскрой полосы без боковых перемычек, контур заготовки частично ограничивают дугами окружности, а частично - прямыми линиями, параллельными прямой, соединяющей центры окружностей соприкасающихся заготовок, и образующими выступающие участки, а полосу подают на шаг, равный диаметру заготовки 1.
Недостатком известного способа является высокая трудоемкость изготовления оснастки для осуществления многорядной вырубки.
Высокая трудоемкость изготовления оснастки объясняется ее сложностью и необходимостью тщательной пригонки углов. Нож известного штампа, который образует выступающий участок на заготовках, приходится подгонять по всему контуру, обеспечивая необходимый зазор между пуансонами и матрицей. Этот нож направлен в сторону необработанной части полосы.
Сложность конструкции штампа возрастает, если использовать известный способ для многорядной вырубки, например при трехрядной вырубке в щахматном порядке, когда выступающие участки заготовки ограничены тремя прямыми линиями. Для получения выступов необходимо в первом пуансоне установить пять ножей (один из них подогнать точно), во втором - шесть ножей (три из них подогнать точно), в третьем пуансоне установить пять ножей (три из них подогнать точно). Таким образом, семь из шестнадцати ножей подгоняются по всему контуру.
Цель изобретения - снижение трудоемкости изготовления оснастки для осуществления многорядной вырубки.
Указанная цель достигается тем, что третью сторону выступающих участков, расположенных между заготовками, образуют
дугой окружности, ограничивающей соседнюю заготовку, а сами участки размещают на заготовки со сторон, обращенных к отштампованным заготовкам. Минимальная высота выступающих участков больще максимального одностороннего зазора между пуансоном и матрицей штампа для осуществления вырубки.
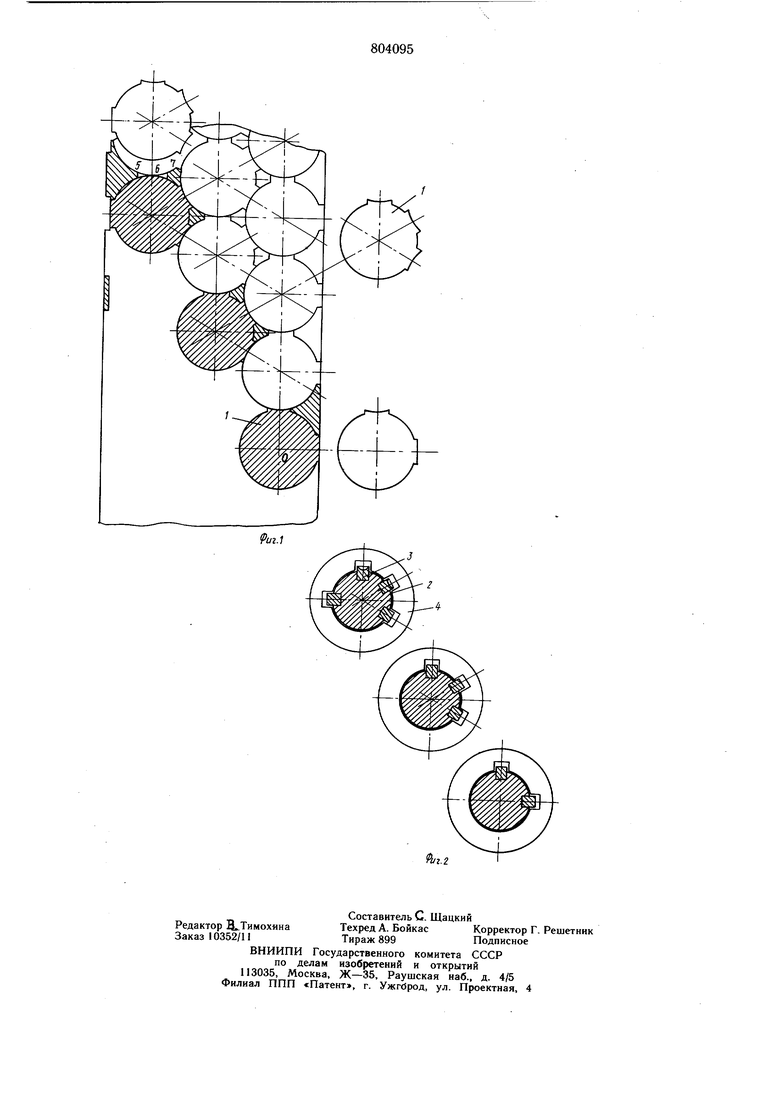
На фиг. 1 схематически показан вариант многорядного раскроя полосы по предлагаемому способу; на фиг. 2 - оснастка для многорядного раскр.оя полосы.
Способ реализуется следующим образом.
Раскрой полосы ведут без боковых перемычек. Контур заготовки I образуют дугообразной частью пуансона 2 и ножом 3, образующим на заготовке выступающие участки. Нож в пуансоне, а, следовательно, и выступающий участок на заготовке, размещен со стороны обработанной части полосы при подаче ее на один щаг, равный диаметру заготовки. Начало вырубки ведут с заготовки с центром 0. В среднем ряду полосы получают при этом две неполнопрофильные заготовки.
Поскольку дуга 5-6-7 получается при вырубке предыдущей заготовки дугообразной частью пуансона, то выступающий участок на заготовке можно получ1 ть установкой ножа в пуансоне, который подгоняется по матрице 4 только по двум плоскостям с необходимым заходом. Пуансоны снабжаются только девятью ножами, причем по всему контуру не подгоняется ни один нож.
Высота выступающего участка выбирается такой, чтобы его не затягивало в зазор между пуансоном и матрицей. С этой целью минимальную высоту выступающего участка выполняют больше максимального одностороннего зазора Между пуансоном и матрицей щтампа для осуществления вырубки.
Использование предлагаемого способа обеспечивает необходимую точность штампуемых заготовок и приводит к увеличению стойкости оснастки.
Формула изобретения
1.Способ последовательной штамповки из полосы круглых заготовок, преимущественно для формирования полых цилиндрических деталей, при котором производят раскрой полосы без боковых перемычек, контур заготовки частично ограничивают дугами окружности, а частично - прямыми линиями, параллельными прямой, соединяющей центры окружностей соприкасающихся заготовок, и образующими выступающие участки, а полосу подают на шаг, равный диаметру заготовки, отличающийся тем, что, с целью снижения трудоемкости изготовления оснастки для осуществления многорядной вырубки, третью сторону выступающих участков, расположенных между заготовками, образуют дугой окружности, ограничивающей соседнюю заготовку, а сами участки размещают на заготовки со сторон, обращенных к отштампованным заготовкам.
2.Способ по п. 1, отличающийся тем, что минимальная высота выступающих участков больше максимального одностороннего зазора между пуансоном и матрицей штампа для осуществления вырубки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 634816, кл. В 21 D 28/06, 05.07.77