(54) СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС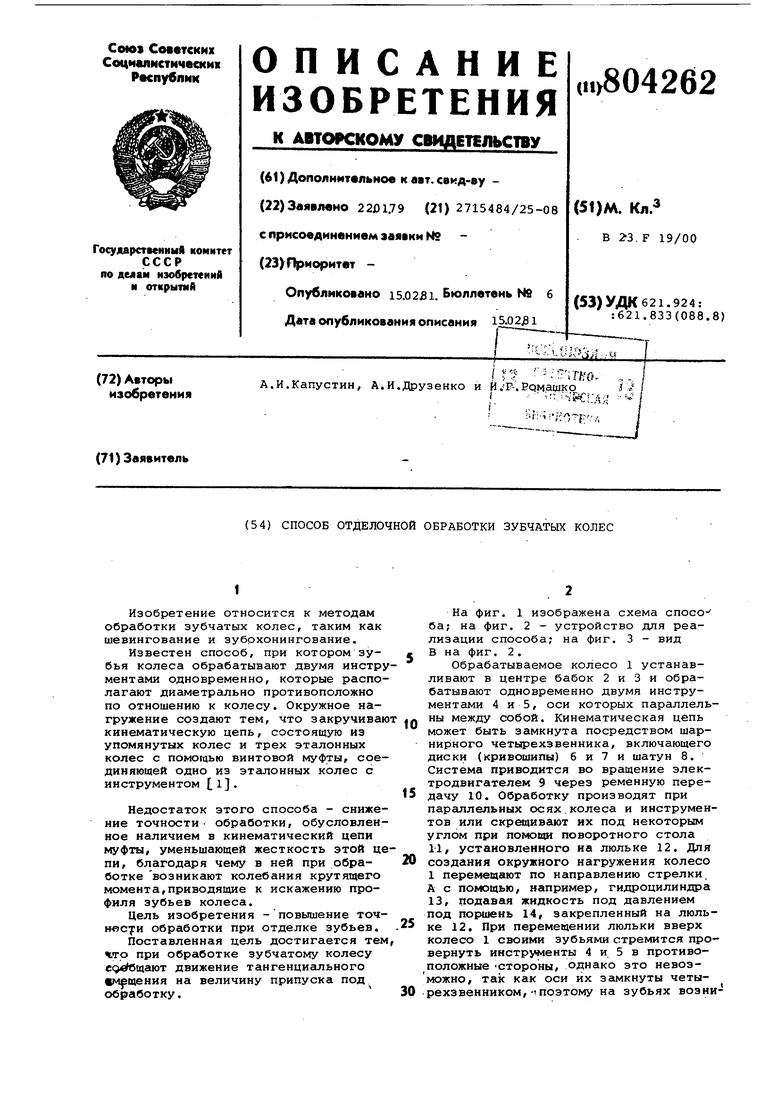
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2446035C2 |
| ЗУБОИГЛОШЕВЕР | 2010 |
|
RU2440217C1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| Станок для шевингования цилиндрических зубчатых колес | 1978 |
|
SU745613A1 |
| Роторный зубодолбежный станок | 1985 |
|
SU1324778A1 |
| Способ отделочной обработки цилиндрических зубчатых колес | 1978 |
|
SU778964A1 |
| Зубохонинговальный станок | 1978 |
|
SU774837A1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2430806C2 |
1
Изобретение относится к методам обработки зубчатых колес, таким как шевингование и зубрхонингование.
Известен способ, при котором зубья колеса обрабатывают двумя инструментами одновременно, которые располагают диаметрально противоположно по отношению к колесу. Окружное нагружение создают тем, что закручиваю кинематическую цепь, состоящую из упомянутых колес и трех эталонных колес с помощью винтовой муфты, соединяющей одно из эталонных колес с инструментом tlj.
Недостаток этого способа - снижение точности обработки, обусловленное наличием в кинематический цепи муфты, уменьшающей жесткость этой цепи, благодаря чему в ней при обработке возникают колебания крутящего момента,приводящие к искажению профиля зубьев колеса.
Цель изобретения -повышение точнесри обработки при отделке зубьев.
Поставленная цель достигается тем что при обработке зубчатому колесу ед Л5щг«от движение тангенциального «мощения на величину припуска под обработку.
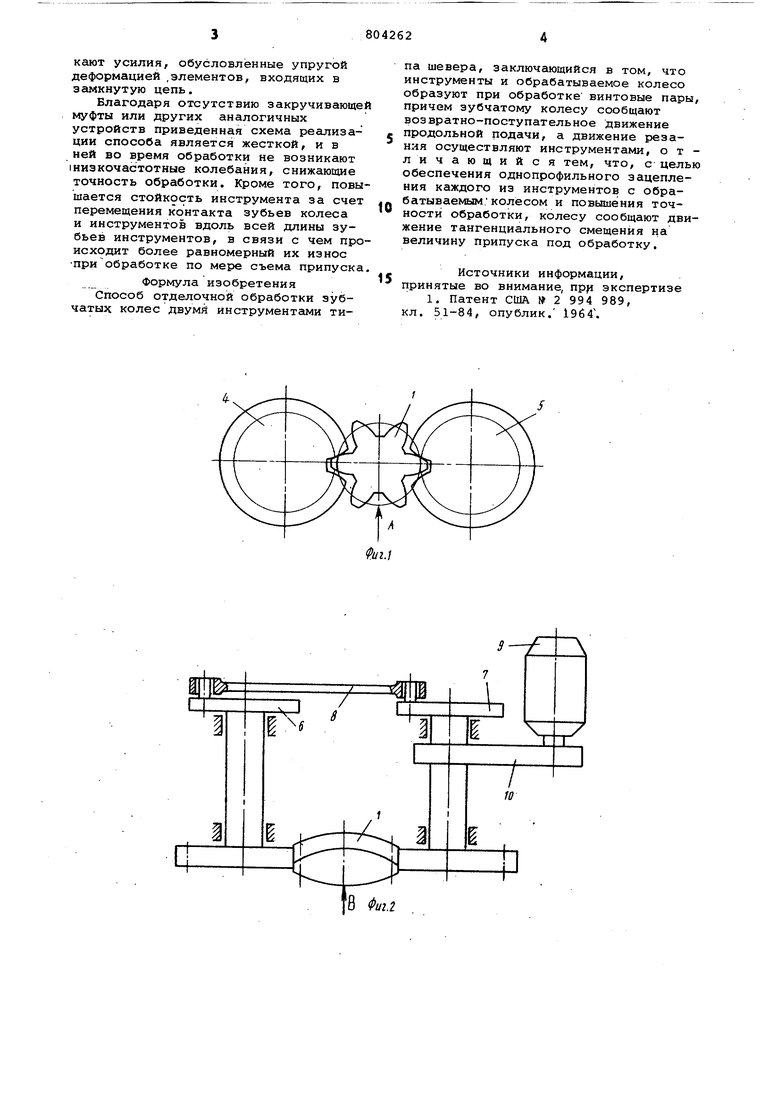
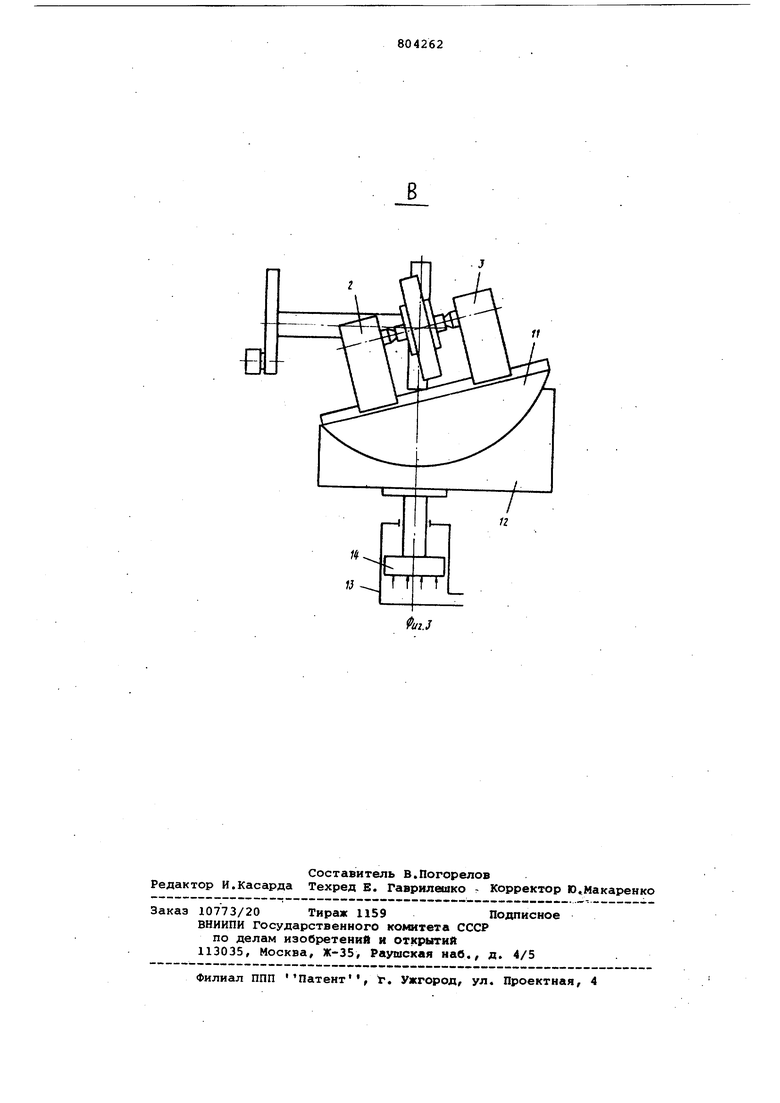
На фиг. 1 изображена схема способа; на фиг. 2 - устройство для реализации способа; на фиг. 3 - вид В на фиг. 2.
Обрабатываемое колесо 1 устанавливают в центре бабок 2 и 3 и обрабатывают одновременно двумя инструментами 4 и 5, оси которых параллельны между собой. Кинематическая цепь
0 может быть замкнута посредством шарнирного четырехэвенника, включающего диски (кривошипы) 6 и 7 и шатун 8. Система приводится во вращение электродвигателем 9 через ременную пере5дачу 10. Обработку производят при параллельных осях колеса и инструментов или скрицивают их под некоторым углом при помощи поворотного стола И, установленного на люльке 12. Для
0 создания окружного нагружения колесо 1 перемещают по направлению стрелки. А с помощью, например, гидроцилиндра 13, подавая жидкость под давлением под поршень 14, закрепленный на люль5ке 12. При перемещении люльки вверх колесо 1 своими зубьями стремится провернуть инстручленты 4 и 5 в противоположные -стороны, однако это невозможно, так как оси их замкнуты четырехзвенником,-шоэтому на зубьях возни0
кают усилия, обусловленные упругой деформацией .элементов, входящих в замкнутую цепь.
Благодаря отсутствию закручивающей муфты или других аналогичных устройств приведенная схема реализации способа является жесткой, и в ней во время обработки не возникают Iнизкочастотные колебания, снижающие точность обработки. Кроме того, повышается стойкость инструмента за счет перемещения контакта зубьев колеса и инструментов вдоль всей длины зубьев инструментов, в связи с чем происходит более равномерный их износ при обработке по мере съема припуска.
Формула изобретения Способ отделочной обработки зубчатых колес двумй инструментами типа шевера, заключающийся в том, что инструменты и обрабатываемое колесо образуют при обработке винтовые пары, причем зубчатому колесу сообщают возвратно-поступательное движение продольной подачи, а движение резания осуществляют инструментами, отличающийся тем, что, с целью обеспечения однопрофильного зацепления каждого из инструментов с обрабатываемым; колесом и повышения точности обработки, колесу сообщают движение тангенциального смещения на величину припуска под обработку.
Источники информации, принятые во внимание, прр экспертизе
i -УЛ
8 Фиг.г
