(54) УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ РУЛОННЫХ
МАТЕРИАЛСВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Фальцевально-резальный аппарат рулонных ротационных печатных машин | 1983 |
|
SU1155470A1 |
| Устройство для резки тонколистного рулонного материала | 1988 |
|
SU1743890A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ФОРЗАЦЕВ | 1970 |
|
SU282288A1 |
| Устройство для продольной резки и намотки стекловолокнистых материалов | 1980 |
|
SU925642A1 |
| Устройство для производства обойных работ | 1971 |
|
SU487481A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РУЛОНОВ ИЗОЛЯЦИОННОЙ ЛЕНТЫ | 1997 |
|
RU2122936C1 |
| Установка для продольной и поперечной резки бумажного полотна | 1987 |
|
SU1532306A1 |
| Установка для поперечной резки непрерывной движущегося по направляющим листового материала, например линолеума | 1960 |
|
SU140676A1 |
| Дисковые ножницы | 1984 |
|
SU1186406A1 |
| Устройство для резки рулонного материала | 1988 |
|
SU1750865A1 |
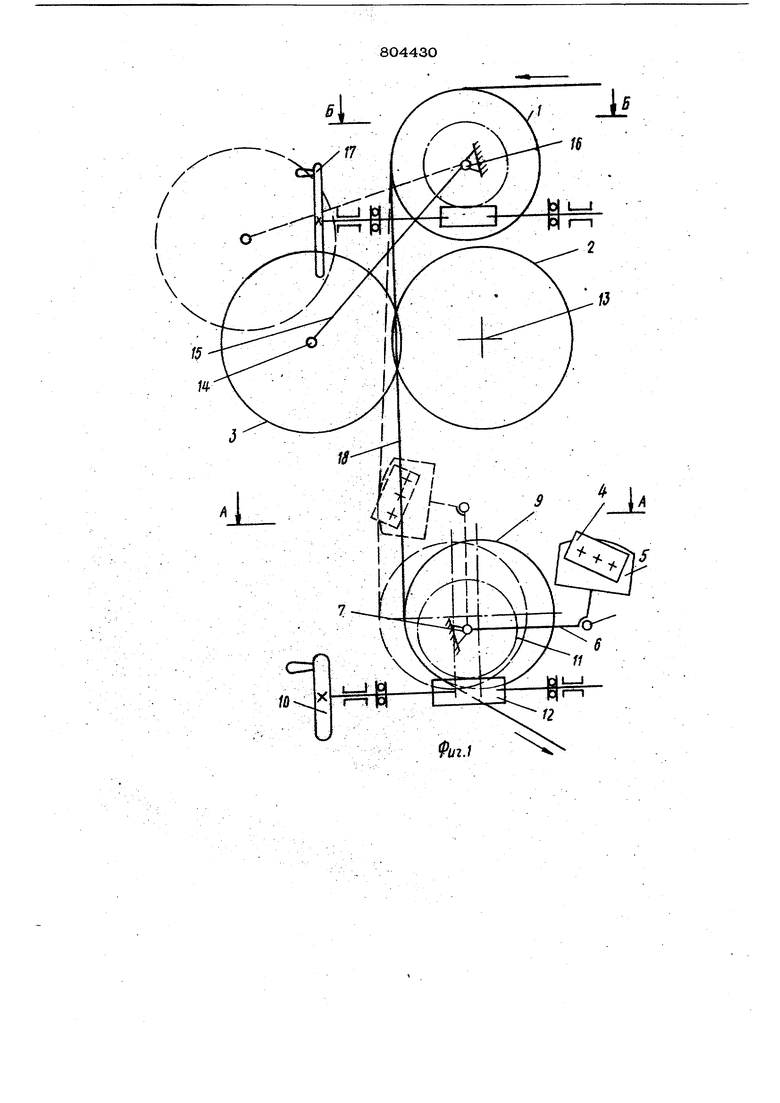
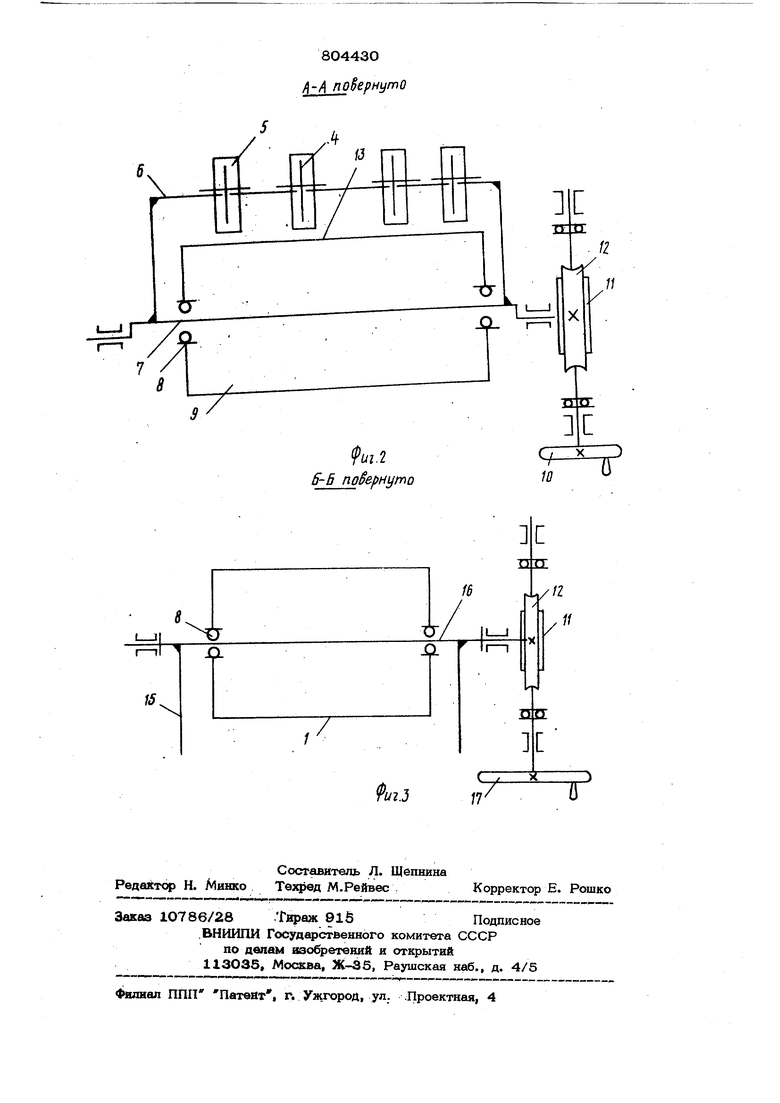
Изобретение относится к резке, а в частности, к устройствам для продольно резки рулонных материалов и может быть нс.пользрвано в разных отраслях промышленности для резки фольги, бума ги, пленки, тканей и т.д. Известно устройство для продольной резки рулонных материалов, содержащее два узла резки, один из которых выполнен в виде дисковых ножей, а. другой в виде лезвий бритв, закрепленных на брусе, направляющего ррлйка, размещенного на валу и привода поворота Недостатками устройства является трудоемкость и большое время переналадке1 устройства при переходе с резка дисковыми ножами на резку лезвиями и обратно.- При переходе с резки дисковыми ножами на резку лезвиями бритв необходимо выполнить следующие операции: отодвинуть один из валов с дисковыми ножами от второго вала с дис ковыми ножами, раскрепить поочередно на втором валу все дисковые ножи и одвинуть их к краям устройства, чтобы они не касались проходящего материала и не портили его поверхность, повернуть и зафиксировать в рабочем положении откидной брус с лезвиями. Те же операции, только в обратной последовательности, надо выполнить при переходе с резки лезвиями бритв на резку дисковыми ножами и кроме того, необходимо произвести настройку. Цель - сокращения трудбемкости и емени переналадки устройства. Цель достигается тем, что при переходе с резки дисковыми, ножами на рез-, ку лезвиями бритв я обратно, вал выполнен эксцентричным и связан с приводом поворота, а брус с лезвиями бритв расположен над направляющим роликом я жестко связан с эксцентричным валом. На фиг. 1 изображено устройство, . обпщй вид, на фиг. 2 - сечение А-А ш на фиг. 1, на фиг, 3 - сечение Б-Б на фиг. 1.
Устройство содержит направляющий валик 1 и два узла продольной резки, один из которых выполнен в виде дисковых ножей 2, 3, а дру1гой - в ввде лезвий бритв 4, размещенных в держателях 5, котсчзые закреплены на-брусе 6. .Брус 6 жестко связан с эксцентричным валом. 7, на котором на подшипниках 8 расположён направляющий ролик 9. Брус 6 с лезвиями бритв 4 распопожен над направляющим роликом 9. Эксцентричный вал 7 с приводом 10 поворта. Привод Ю может быть ручным в виде маховичке или механическим, и может быть сЬяаан с эксцентричным валом 7 посредством червяч:ной передачи, колесо Ц которого разме щено на валу 7, а червяк 12 на валу привода. Дисковые ножи 2, 3 могут быт расположены на приводных или холос :тых валах, по крайней мере один из котрых связан с узлом регул1фовки ножей.
На фиг. 1 показан узел резки, дисковые ножи 2 которого расположены на приводном валу 13, а дисковые ножи 3 - на холостом валу 17, связанном с уэпом регулировки переврытия ножей. Узел регулировки пвре1фытия ножей выполнеи в ввде тяг 15, соединяющих вал 14 ножей 3 с валом 16 направляющего валика 1 и привода 17 поворота вала 1 который быть выполнен аналогичн приводу 1О. Направлякдашй валик 1 распопожен на подшипниках 8, размещенных на валу 16U
Устройство работает следующим образом.
При рёЬкб дисковыми ножами (положение рулонногч материала 18, дисковых ножей 3, лезвий 4, ншравлявдшего ролика 9.1оказано на фиг. 1 сплошными линиями) рулонный материал 18 огибает направлякнций; валик 1, прохойит между дисковыми ножами 2 и 3, разрезается и попадает на набавляющий ролик 9.
резке лезвиями бритв (пояоже.нае рулош1 нх материала 18, дисковых ножей 3, лезвий 4, направляющего ролнка 9 показано на фиг. 1 штриховыми линиями) рулонный: материал 18 огибает ншфавляющнй валик 1, хфоходнт не касаясь между .. дисковыми ножами, рдзрвзается / лезвиями бритв 4 и попадае ва Еащ}авАяющйй ролик 9. Для переналадки устройства при переходе с резки
ДИСКОВЫМИ ножами на резку лезвиями поворачивают вал 16 и отводят вал 14 вместе с дисковыми ножами 3 от дисковых ножей 2. Поворотом эксцентричного вала 7 через червячную передачу . 11, 12 поворачивают брус 6. При этом держатели 5 лезвий бритв 4 занимают рабочее положение, а направляющий ролик 9 перемещается в пространстве и обеспечивает прохождение рулонного материала 18 при резке лезвиями бритв 4 в.стоpcHie от дисковых ножей 2. Для перехода на резку дисковыми ножами заводят дисковые ножи 3 в дисковые ножи 2 и по qpaчивaют эксцентричный вал 7, при, лезвия бритв 4 займут нерабочее йОложение, а натравляющий ролик 9 вернется в исходное положение и обеспечит положение рулонного материала 18 в в устройстве, необходимое при резке дисковыми ножами.
Конструкция устройства сокращает трудоемкость и время его переналадки при переходе с резки дисковыми ножами на резку лезвиями бритв и обратно. Совращение трудоемкости и времени переналадки устройства достигается установкой дисковых ножей,и лезвий бритв с возможностью поворота. Сокращение времени переналадки устройства 1фи переходе с резки дисковыми ножами на резку лезвиями или обратно составит не менее 12-18 мин при ширине разрезаемого рулонного материала iOOO-lSOO мм и количестве дисковых ножей на валу порядке 8-15 щт.
Ф о р м у л а из обретения
Устройство для продольной резки рулонных материалов, содержащее два узла резки, один из которых вьшолнен в виде дисковьщ ножей, а другой - в виде лезвий бритв, закрепленных на брусге, направляющего ролика, размещенного на валу, и привода поворота, о т л и ч аю щ е е с ятем, что, с целью -сокращения трудоемкости и времени переналадки устройства щ переходе с резки дисковыми ножами на резку лезцщнии бритв и обратно, вал ВЕАюлнен эксдентришдм и связан с дфиводом повсчйота, а брус с лезвиями бритв расположен направляющим, роликом и жестко связан с эксцентричным валом.
d
804430
-А повернуто f-6 noeef Hymo
fui.2
