Изобретение относится к переработке пластических масс методом намотки ленточных материалов и может быть использовано в различных отраслях народного хозяйства при производстве гибких витых коллекторных труб большого диаметра.
Известно устройство для намотки труб из профилированной пластмассовой полосы, включающее корпус, на котором смонтированы направляющая рейка и навивочная головка, состоящая из консольного навивочного барабана, неподвижной формующей гильзы и прижимных роликов 1.
Однако это устройство не обеспечивает качественную заправку профилированной полосы на навивочный барабан, что приводит к нарушению профиля наматываемой полосы-ленты.
Известно также устройство для формовки витых труб, содержащее направляющую рейку, смонтированную на корпусе, консольный навивочный барабан, неподвижную формующую с двойным внутренним винтообразным пазом разновеликого сечения гильзу с входным радиальным раструбом, установленную концентрично с барабаном, и прижимные ролики 2.
Однако известное устройство не обеспечивает при формовании трубы сохранность внутреннего профиля полосы-ленты, что приводит к нарушению замкового соединения наматываемых лент, особенно при намотке труб большого диаметра.
Цель изобретения - повышение качества намотки профилированной полосы.
Цель достигается тем, что направляющая рейка снабжена профилирующим хвостовиком, установленным внутри винтообразного паза формующей гильзы, концентрично поверхности навивочного бара.бана в активной зоне изгиба полосы и выполненным по форме и размерам внутренней полости профиля полосы; кроме того, хвостовик снабжен продольным, расположенным со стороны навивочного барабана пазом, имеющим форму и размеры, соответствующие сечению вертикального ребра наматываемой полосы.
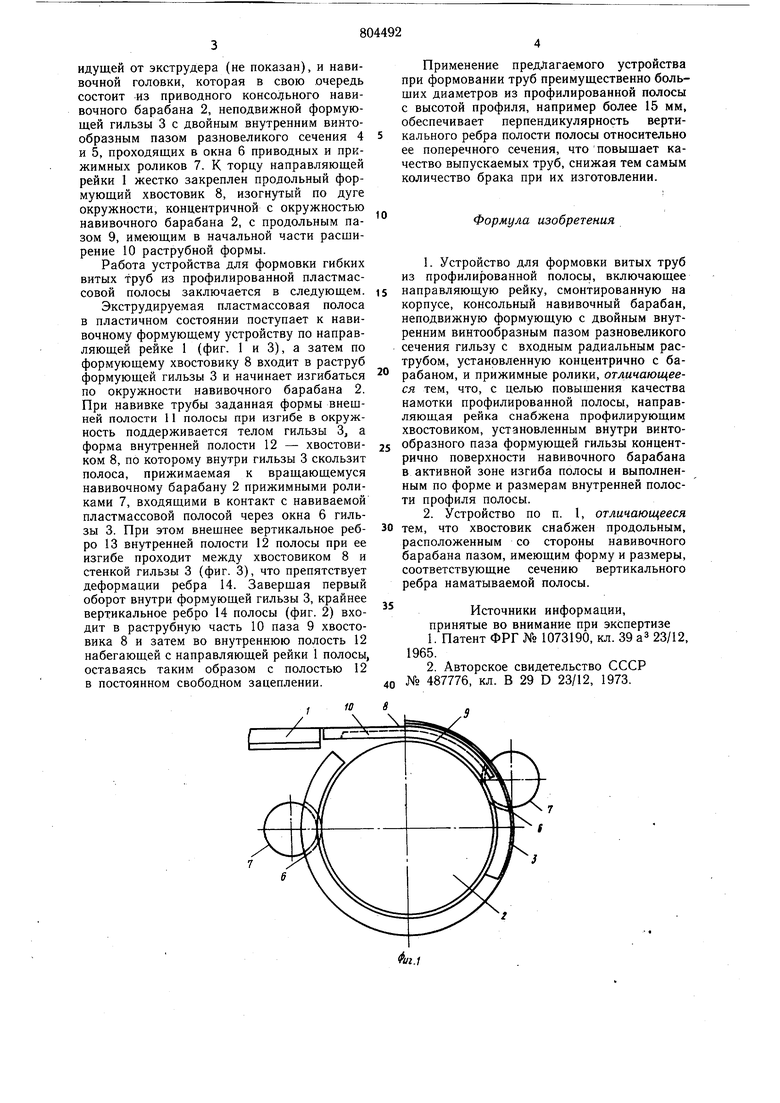
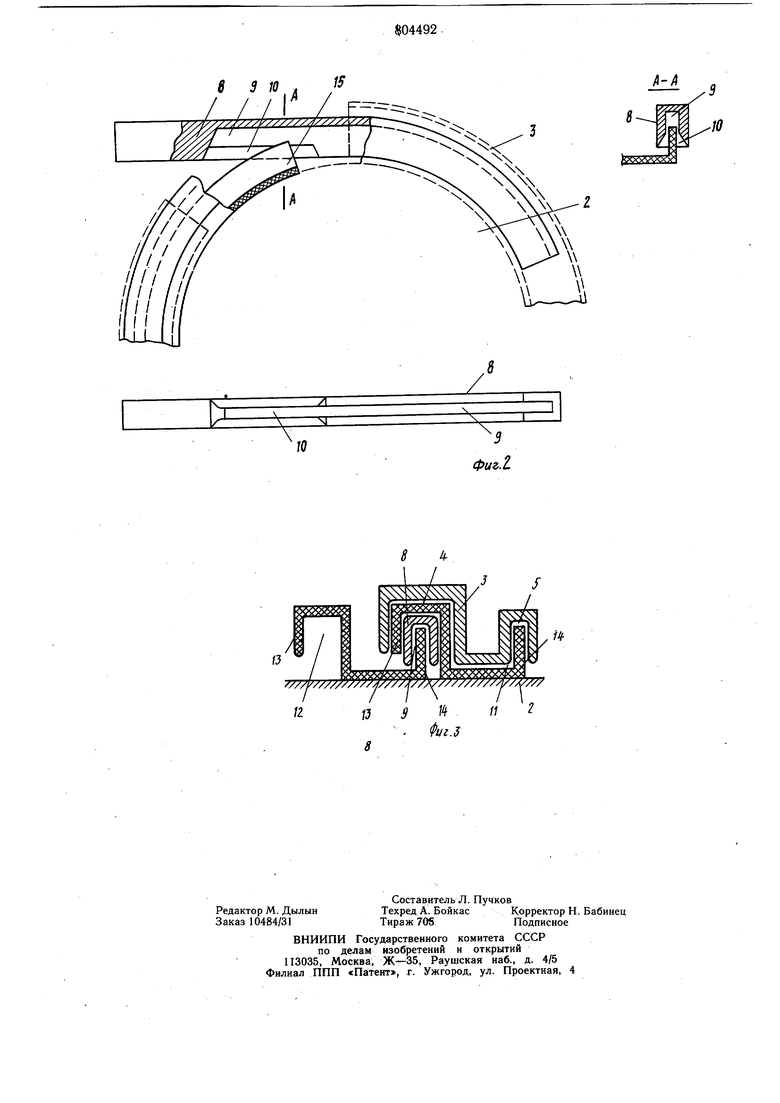
На фиг. 1 изображено устройство для формовки витых труб с хвостовиком, вид сбоку; на фиг. 2 - хвостовик, общий вид; на фиг. 3 - сечение по формующему хвостовику и гильзе.
Устройство для формовки гибких витых труб состоит из направляющей рейки 1,
идущей от экструдера (не показан), и навивочной головки, которая в свою очередь состоит из приводного консольного навивочного барабана 2, неподвижной формующей гильзы 3 с двойным внутренним винтообразным пазом разновеликого сечения 4 и 5, проходящих в окна б приводных и прижимных роликов 7. К торцу направляющей рейки 1 жестко закреплен продольный формующий хвостовик 8, изогнутый по дуге окружности, концентричной с окружностью навивочного барабана 2, с продольным пазом 9, имеющим в начальной части расщирение 10 раструбной формы.
Работа устройства для формовки гибких витых труб из профилированной пластмассовой полосы заключается в следующем.
Экструдируемая пластмассовая полоса в пластичном состоянии поступает к навивочному формующему устройству по направляющей рейке 1 (фиг. 1 и 3), а затем по формующему хвостовику 8 входит в раструб формующей гильзы 3 и начинает изгибаться по окружности навивочного барабана 2. При навивке трубы заданная формы внещней полости 11 полосы при изгибе в окружность поддерживается телом гильзы 3, а форма внутренней полости 12 - хвостовиком 8, по которому внутри гильзы 3 скользит полоса, прижимаемая к вращающемуся навнвочному барабану 2 прижимными роликами 7, входящими в контакт с навиваемой пластмассовой полосой через окна 6 гильзы 3. При этом внещнее вертикальное ребро 13 внутренней полости 12 полосы при ее изгибе проходит между хвостовиком 8 и стенкой гильзы 3 (фиг. 3), что препятствует деформации ребра 14. Заверщая первый оборот внутри формующей гильзы 3, крайнее вертикальное ребро 14 полосы (фиг. 2) входит в раструбную часть 10 паза 9 хвостовика 8 и затем во внутреннюю полость 12 набегающей с направляющей рейки 1 полосы, оставаясь таким образом с полостью 12 в постоянном свободном зацеплении.
Применение предлагаемого устройства при формовании труб преимущественно больших диаметров из профилированной полосы с высотой профиля, например более 15 мм, обеспечивает перпендикулярность вертикального ребра полости полосы относительно ее поперечного сечения, что повышает качество выпускаемых труб, снижая тем самым количество брака при их изготовлении.
Формула изобретения
1.Устройство для формовки витых труб из профилированной полось, включающее
направляющую рейку, смонтированную на корпусе, консольный навивочный барабан, неподвижную формующую с двойным внутренним винтообразным пазом разновеликого сечения гильзу с входным радиальным раструбом, установленную концентрично с барабаном, и прижимные ролики, отличающееся тем, что, с целью повышения качества намотки профилированной полосы, направляющая рейка снабжена профилирующим хвостовиком, установленным внутри винтообразного паза формующей гильзы концентрично поверхности навивочного барабана в активной зоне изгиба полосы и выполненным по форме и размерам внутренней полости профиля полосы.
2.Устройство по п. 1, отличающееся тем, что хвостовик снабжен продольным,
расположенным со стороны навивочного барабана пазом, имеющим форму и размеры, соответствующие сечению вертикального ребра наматываемой полосы.
Источники информации,
принятые во внимание при экспертизе
1.Патент ФРГ № 1073190, кл. 39 а 23/12, 1965.
2.Авторское свидетельство СССР № 487776, кл. В 29 D 23/12, 1973. 6 3 10 LLLLl r:i ,,- ,. / jr/ji jt/ //Jf/ j /jr jf y / .--/-JT i Й
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования труб из профилированной ленты | 1985 |
|
SU1324859A1 |
| Устройство для формования труб из профилированной пластмассовой ленты | 1981 |
|
SU960033A2 |
| Устройство для формования труб из профилированной пластмассовой ленты | 1973 |
|
SU487776A1 |
| Устройство для изготовления трубы из профилированной ленты | 1990 |
|
SU1757901A1 |
| ПЛАСТМАССОВАЯ СЛИВНАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2355935C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| Установка для непрерывного изготовления труб большого диаметра из профилированных полимерных лент | 1983 |
|
SU1154100A1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА ДЛЯ ТРУБОПРОВОДОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2293247C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2450926C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
/
/
///V//////7777f 7A7/7/
9 n n 2 Фиг.З
