Изобретение относится к переработке полимерных матерналоЕ методом намотки и может быть использовано в различных отраслях народного хозяйства при изготовлении дренажных труб.
Целью изобретения является расширение технологических возможностей и повышение качества труб.
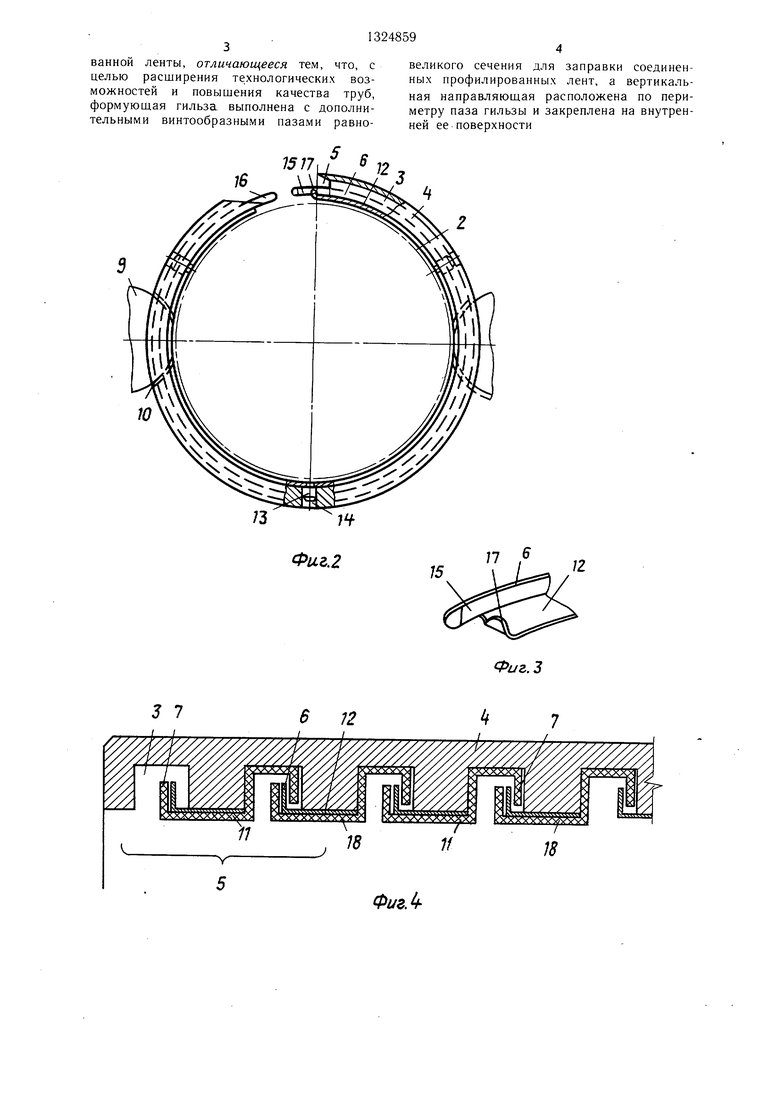
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - концевая часть вертикальной направляющей; на фиг. 4 - схемы образования трубы из профилированной ленты.
Устройство для формования труб из прожения крайнее вертикальное ребро 7 ленты 8 - во второй от начала гильзы 4 виток одинарного паза 3. Прошедшая через раструб 5 и под изгибом 17 полки 12 профис лированная лента 8 захватывается барабаном 2, подпружиненными роликами 9 и наматывается на барабан 2, следуя по винтообразному пазу 3 и образуя один спиральный виток 18. Вслед за этим или одновременно в пазы гильзы 4 вводят торец дру10 гой профилированной ленты 8 так, что крайнее правое по ходу движения вертикальное ребро 7 ленты 8 попадает в ш,ель между полкой 12 направляющей 6 и стенкой второго от начала гильзы 4 витка одинарфилированной ленты включает смонтиро- 5 паза 3, а левое по ходу движения верванный на корпусе 1 консольный навивоч- ный барабан 2, охватывающую его неподвижную формующую с двойным винтообразным пазом 3 гильзу 4 с входным раструбом 5 и установленной в ее пазу вертикальтикальное ребро 7 ленты 8 - в первый от начала гильзы 4 виток одинарного паза 93. Таким же образом профилированная лента, следуя по винтообразному пазу 3, образует второй спиральной виток 11. При прохожной направляющей 6 для поддержания реб- дении торцом профилированной ленты 8
ра 7 профилированной ленты 8 и подпру-полной окружности барабана 2 этот торец
жиненные ролики 9, введенные в прорезиснова поступает в пазы в вырезе гильзы 1
10 гильзы 4. Навивочный барабан 2 свя-таким образом, что правое крайнее вертизан с приводом (не показан). Двойной вин-кальное ребро 7 попадает в четвертый от
тообразный паз 3 выполнен на внутренней 25начала гильзы 4 виток одинарного паза 3,
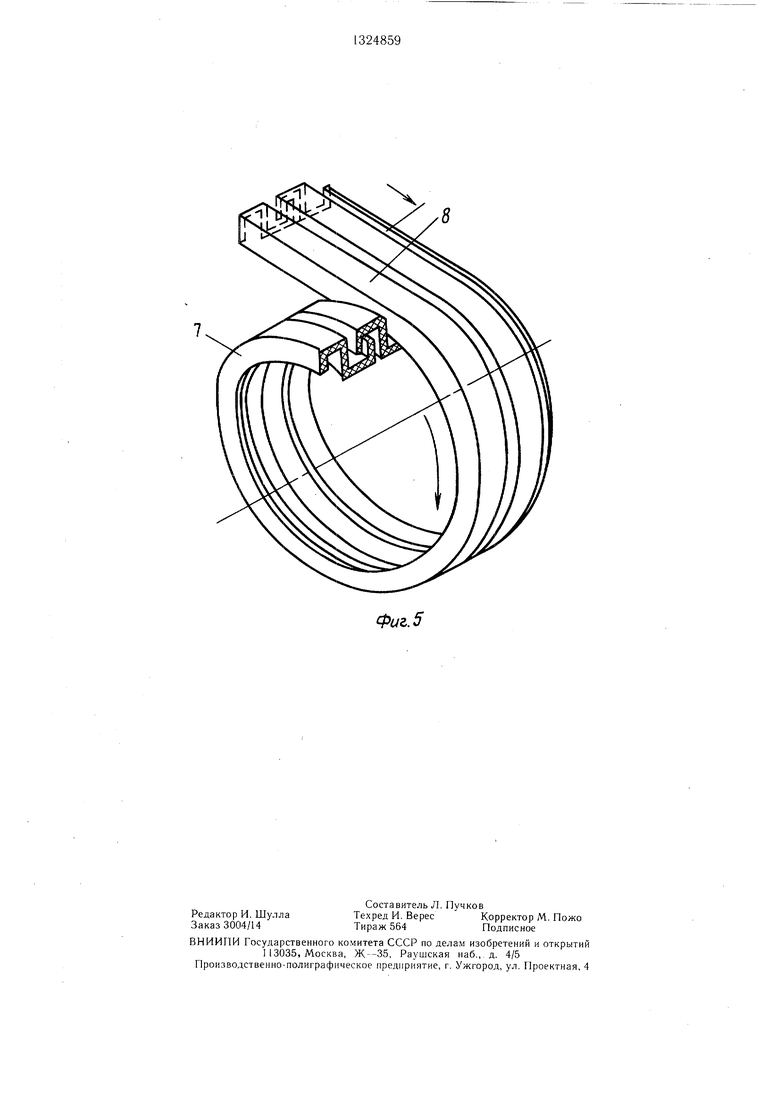
поверхности гильзы 4 равновеликого сече-а левое по ходу движения крайнее вертикальное ребро 7 ленты 8 - в третий от начала гильзы 4 виток одинарного паза 3. Таким образом, профилированные ленты 8 входят во взаимное зацепление своими
ния с шагом, равным шагу навивки трубы. Поперечное сечение одинарного паза 3 соответствует по форме и размерам сечению витка профилированной ленты 8.
кальное ребро 7 ленты 8 - в третий от начала гильзы 4 виток одинарного паза 3. Таким образом, профилированные ленты 8 входят во взаимное зацепление своими
Вертикальные направляющие 6 выпол- 30 крайними ребрами 7. При навивке горячие
нены в виде съемных расположенных по периметру паза гильзы кольцевых элементов Г-образного профиля, установленных полками 12 на образующих винтообразный паз 3 выступах внутренней поверхности гильпластичные пластмассовые ленты охлаждаются подводимыми к месту навивки воздухом и водой и становятся жесткими, образуя жесткую в поперечном отношении и гибкую в продольном направлении витую
зы 4. При этом направляющие 6 заходят 5 дренажную трубу с водоприемными щеля- в пазы 3 со смещением для прохода верти- ми между витками. Выполнение вертикаль- кальных ребер 7 профилированной ленты 8. Установка вертикальных направляющих 6 осуществлена при помощи штифтов 13, помещенных в радиальных равномерно 40 распределенных в гильзе 4 отверстиях 14. Входной раструб 5 образован установленными в продольном вырезе гильзы 4 разделительными элементами 15 и 16, смонтированными в начале и конце направляющей 6. Кроме того, полки 12 выполнены муемой трубы, что обеспечивает получение изогнутыми.заданных размеров водоприемных щелей
Устройство для формования труб рабо- и тем самым способствует повышению качества дренажных труб.
ных направляющих съемными позволяет проводить очистку пазов 3 от различных загрязнений.
Таким образом, расположение вертикальной направляющей по периметру паза позволяет в момент охлаждения профилированной ленты зафиксировать вертикальное положение ребра ленты по всей длине фортает следующим образом.
Из двойной фильеры экструдера (не показан) одновременно получают две одина- 0 ковые пластмассовые Z-образного сечения профилированные ленты в горячем пластичном состоянии. Торец одной из них вводят в пазы в вырезе гильзы 4 таким образом, что правое по ходу движения крайнее
Формула изобретения
Устройство для формования труб из профилированной ленты, содержащее смонтированные на корпусе консольный нави- вочный барабан, охватывающую его неподвертикальное ребро 7 ленты 8 попадает 55 вижную формующую гильзу с винтообраз- в щель между полкой 12 направляющей 6 ным пазом и входным раструбом и установ- и стенкой третьего от начала гильзы 4 вит- ленную в ее пазу вертикальную направляю- ка одинарного паза 3, а левое по ходу дви- щую для поддержания ребра профилирожения крайнее вертикальное ребро 7 ленты 8 - во второй от начала гильзы 4 виток одинарного паза 3. Прошедшая через раструб 5 и под изгибом 17 полки 12 профилированная лента 8 захватывается барабаном 2, подпружиненными роликами 9 и наматывается на барабан 2, следуя по винтообразному пазу 3 и образуя один спиральный виток 18. Вслед за этим или одновременно в пазы гильзы 4 вводят торец другой профилированной ленты 8 так, что крайнее правое по ходу движения вертикальное ребро 7 ленты 8 попадает в ш,ель между полкой 12 направляющей 6 и стенкой второго от начала гильзы 4 витка одинар О о паза 3, а левое по ходу движения вертикальное ребро 7 ленты 8 - в первый от начала гильзы 4 виток одинарного паза 93. Таким же образом профилированная лента, следуя по винтообразному пазу 3, образует второй спиральной виток 11. При прохождении торцом профилированной ленты 8
а левое по ходу движения крайнее вертикальное ребро 7 ленты 8 - в третий от начала гильзы 4 виток одинарного паза 3. Таким образом, профилированные ленты 8 входят во взаимное зацепление своими
пластичные пластмассовые ленты охлаждаются подводимыми к месту навивки воздухом и водой и становятся жесткими, образуя жесткую в поперечном отношении и гибкую в продольном направлении витую
дренажную трубу с водоприемными щеля- ми между витками. Выполнение вертикаль- муемой трубы, что обеспечивает получение заданных размеров водоприемных щелей
дренажную трубу с водоприемными щеля- ми между витками. Выполнение вертикаль- муемой трубы, что обеспечивает получение заданных размеров водоприемных щелей
ных направляющих съемными позволяет проводить очистку пазов 3 от различных загрязнений.
Таким образом, расположение вертикальной направляющей по периметру паза позволяет в момент охлаждения профилированной ленты зафиксировать вертикальное положение ребра ленты по всей длине форФормула изобретения
ванной ленты, отличающееся тем, что, с целью расширения те.хнологических возможностей и повышения качества труб, формуюшая гильза выполнена с дополнительными винтообразными пазами равновеликого сечения для заправки соединенных профилированных лент, а вертикальная направляющая расположена по периметру паза гильзы и закреплена на внутренней ее поверхности
16
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки витых труб | 1979 |
|
SU804492A1 |
| Устройство для формования труб из профилированной пластмассовой ленты | 1973 |
|
SU487776A1 |
| Устройство для формования труб из профилированной пластмассовой ленты | 1981 |
|
SU960033A2 |
| Устройство для изготовления прокладок | 1984 |
|
SU1226730A1 |
| Способ прокладки дрены и устройство для его осуществления | 1983 |
|
SU1214855A1 |
| Станок для изготовления металлических труб | 1928 |
|
SU15061A1 |
| Дренажная труба | 1980 |
|
SU866041A1 |
| Технологический комплекс для производства изделий дренажных систем и водоотведения | 2022 |
|
RU2818201C1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| СПОСОБ БЕСТРАНШЕЙНОГО ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВОДОПРОПУСКНОЙ СИСТЕМЫ | 2016 |
|
RU2620479C1 |
изобретение относится к оборудованию для изготовления навивкой из профилированной ленты дренажных труб. Целью изобретения является расширение технологических возможностей и повышение качества труб. Поставленная цель достигается за счет того, что формующая гильза 4 с раструбом 5 обеспечивает транспортирование профилированной ленты по винтообразным пазам 3 с вертикальной направляющей 6 для сохранения положения ребра этой ленты и формования намоткой но спирали дренажной трубы. Причем в гильзе 4 выполнены дополнительные винтообразные пазы 3 равновеликого сечения для заправки соединенных профилированных лент, а направляющая 6 расположена по периметру гильзы 4 и закреплена на внутренней ее поверхности. 5 ил. S со го 4 00 01 со Фиг./ 73 
18
ФигЛ
X.
Редактор И. Шулла Заказ 3004/14
ВНИИПИ Государственного комнтета СССР по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская иаб.,,д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 5
Составитель Л. Пучков
Техред И. ВересКорректор М. Пожо
Тираж 564Подписное
| Устройство для формования труб из профилированной пластмассовой ленты | 1973 |
|
SU487776A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для формовки витых труб | 1979 |
|
SU804492A1 |
| Солесос | 1922 |
|
SU29A1 |
