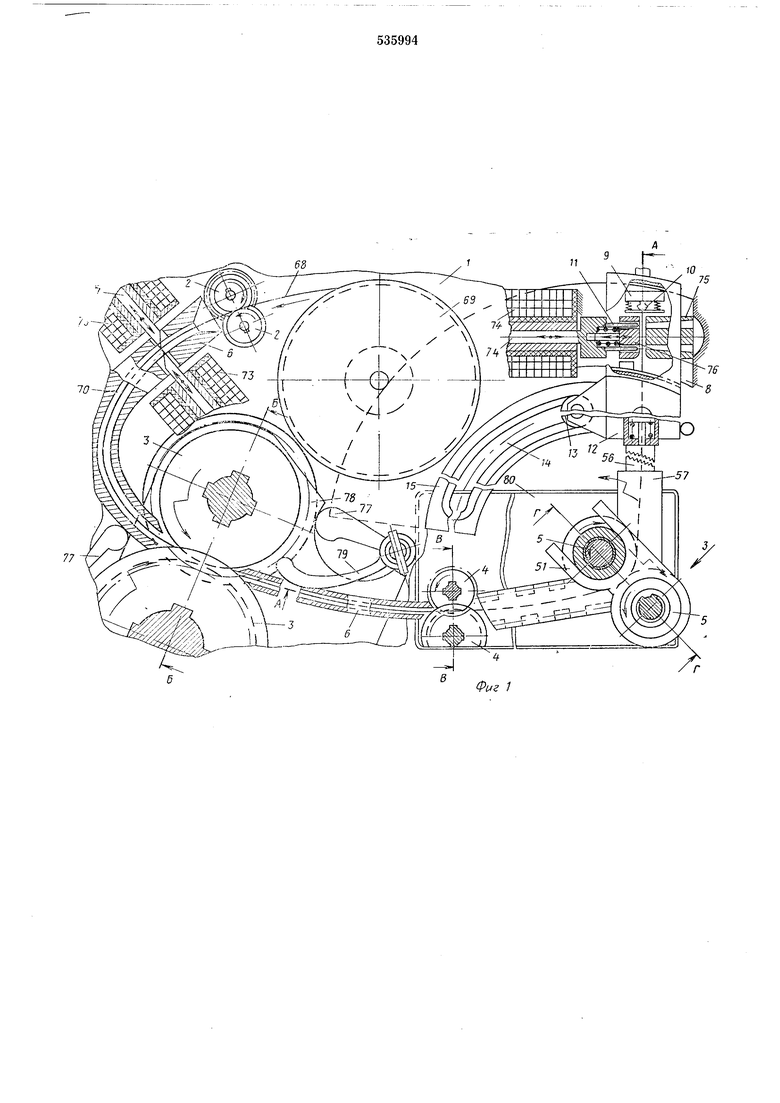
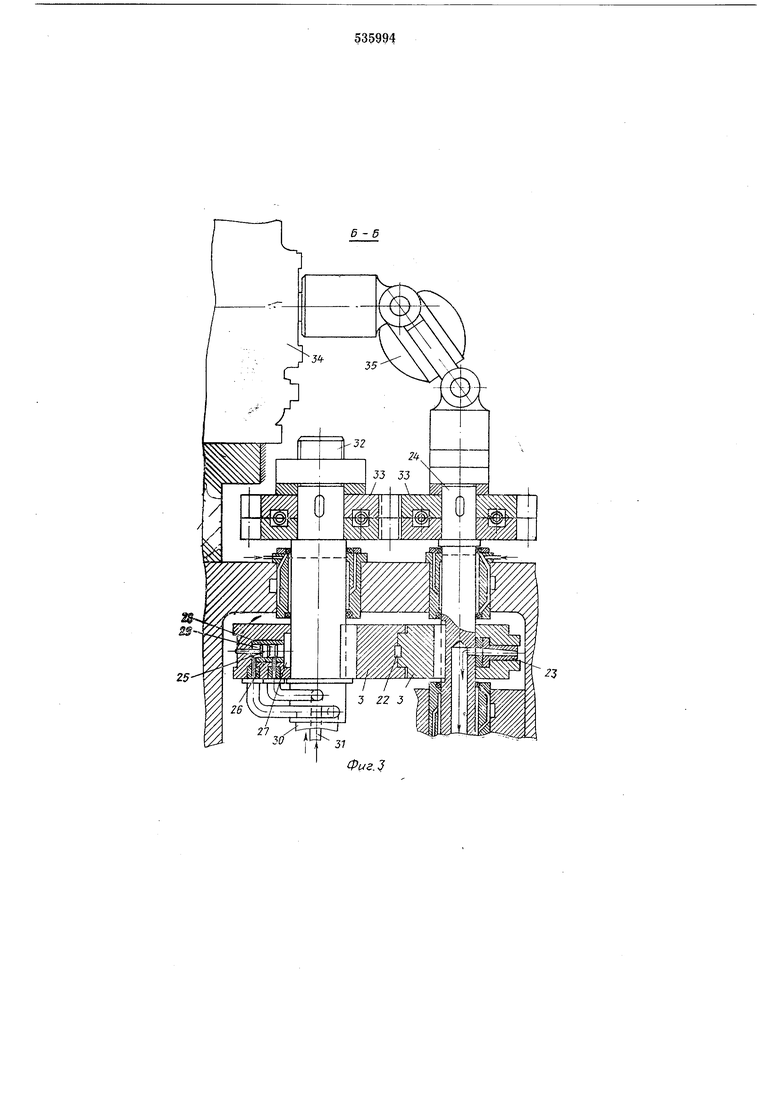
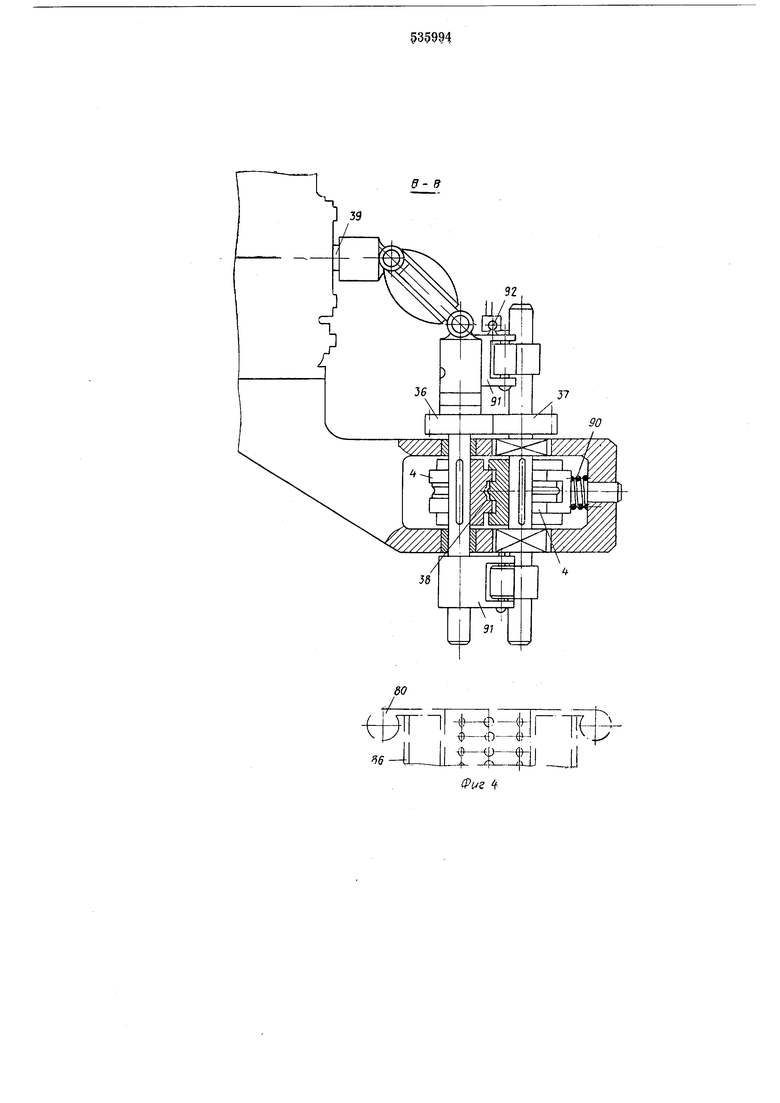
валом планетарного механизма с заторможенным центральным (солнечным) колесом нри ведущем водиле. ha фиг. 1 изображено предлагаемое устройство в плане; на фиг. 2 дан разрез А-А на фиг. 1; на фиг. 3, 4 и 5 - разрезы Б-Б, В-В и Г-Г на фиг. 1; на фиг. 6, 7 и 8-сечения Д-Д, Е-Е и Ж-Л на фиг. 5; на фиг. 9 - вид по стрелке 3 па фиг. 1; на фиг. 10 - вид по стрелке И на фиг. 9; на фиг. 11 - вид по стрелке К иа фиг. 2 (пунктиром показано одно из положений винтового ролика-сателлита с вильчатым держателем, расстыкованного с возвратной кареткой после схода свободного конца переднего завиваемого участка ленты с наиравляющей иолости каретки); иа фиг. 12 изобралсеиа пружииа для грыжевого бандажа, изготовленная на предлагаемом устройстве; па фиг. 13 даны сечения Л-Л, М-М и Н-Н на фиг. 12. Устройство для изготовления баидажных пружин содержит оиорную плиту 1 (см. фиг. 1), па которой вертикально установлены четыре нары роликовых механизмов 2, 3, 4 и 5 и прилегающие к ним дуговые направляющие 6, вблизи входного отверстия которых вмонтированы режущие элементы 7 отрезного штампа, концевая опора 8 с вмонтированным кнопочным выключателем 9 п подпружиненной мембраной 10, вблизи которых располол ены управляемые ступенчатые проколочные пуансоны 11 просечного щтампа, каретка 12 на подшипниках 13, скользящих в полукольцевых пазах 14 дуговых направляющих 15 с катящимся роликом 16 (см. фиг. 2), возвратно-нодпружиненным спиральной пружиной 17 с лентой 18, взаимодействующими с буртовым пазом 19, нагреватель 20 под закалку в потоке, оснащенный управляемой опрокидывающейся платформой 21 (см. фиг. 9). Во второй паре 3 (см. фиг. 1 и 3) роликовых механизмов, выполненной с клиновидными проточками 22, вмонтированы матрица 23, сопряженная с полым валом 24, и просечпой пуансон 25, притертый во втулке 26 с заглущкой 27, каналы 28 и 29 которого сообщены с концентрическими трубками 30 и 31 в валу 32. Валы 24 и 32 оснащены зубчатым зацеплением 33 люфтовыбирающих колес и приводятся во вращение от трехступенчатого планетарного редуктора (15 квт) 34 посредством универсального, например, углового шарнира 35 с постоянным отношением угловых скоростей на соединяемых валах. Третья пара 4 (см. фиг. 1, 2 и 4) роликовых механизмов с шестерней 36 и колесом 37 выполнена с фасонножелобчатой проточкой 38 и приводится от редуктора 39, аналогичного по конструкции редуктору второй пары (мощностью 2 квт). Четвертая пара 5 роликовых механизмов (см. фиг. 1, 5-8) приводится, например, от моторредуктора 40 (мощностью 0,6 квт) с муфтой 41, на которой заштифтован п подвешен винтовой вал 42, центрированный с остановленным посредством щтыря 43 центральным коническим колесом 44 плапетарного механизма, приводное водило 45 которого выполнено с направляющими 46, в которых посредством пружины 47 перпендикзлярно к ним центрировапы сателлит 48, равиый по диаметру колесу 44, имеющий как и колесо 44 увеличенную высоту зубьев, и шлицевый вал 49 ролика 50 с подвижной осью, оснащенный продольно фиксированным вильчатым держателем 51 дентрального ролика 52, расположенным над проточками 53, имеющими разнонаправленную резьбу. Центральный ролик 52 и ролик 50 с подвижной осью, как и центральное коническое колесо 44 с сателлитом 48, дополните ьно оснащены контактирующими поверхностями 54 и имеют по одному опорному ролику 55, общая геометрическая ось которых совпадает с биссектрпсой угла наклона к центральной приводной оси. Вильчатый держатель 51 центрального ролика 52 продольно фиксирован посредством подшипников на ролике 50 с подвижной осью п по одной стороне между осями указанных роликов снабжен кососрезанным цилиндром 56 с торцовыми зубьями и индукционной катушкой 57, а к ним оппозитно установлен держатель 58 подвесных, перекрывающихся Г-образных створок 59 (см. фиг. 2). Каретка 12, установленная перед виитовой проточкой 53 ролика 52, снабжена П-образиыми направляющими 60, несущими пружину кручения 61 и подпирающими ее до упора шарнира 62. Впереди шарпира цилипдричеекая часть направляющих выполнена с утяжеленной нижней частью 63 и с гнездом 64 под фиксатор 65. Кроме того, каретка 12 дополпительпо оснащена возвратной пружиной 66, механизмом сцепления 67 с кососрезанным цилиндром с торцовыми зубьями, конгруэнтным цилиндру 56 вильчатого держателя 51. Лента 68, из которой изготавливают пружипы для бандажей, намотана на катушку 69 (см. фиг. 1), выход которой совмещен со входнь1м каналом 70 дуговых направляющих 6. Верхний торец центрального ролику 52 (см. фиг. 5) четвертой планетарной пары 5 роликовых механизмов снабжен упругим упором в виде гибкой капроновой полоски 71. На уровне упругого упора 71 в конечном верхнем положении роликовой пары 50, 52 установлен кнопочпый выключатель 72. Режущие элементы 7 отрезного штампа явяются сердечниками соленоидов 73 (см. фиг. 1). Ступенчатые проколочные пуансоны 11 проечного щтампа являются серденчиком солеоида 74; к остальным элементам штампа отосятся матрица 75 и подпружиненный прижим 76. За исключением второй пары 3 роликовых еханизмов, которая снабжена фиксатором 77 оложения наклонного стола 78, три остальые пары 2, 4 и 5 непосредственно установлеы на опорной плите 1. Эластичные направляющие 6, служащие для изменения крнвизны изгиба и вместе с этим исходной длины изготавливаемых нружин, оснащены установочным фиксатором 79.
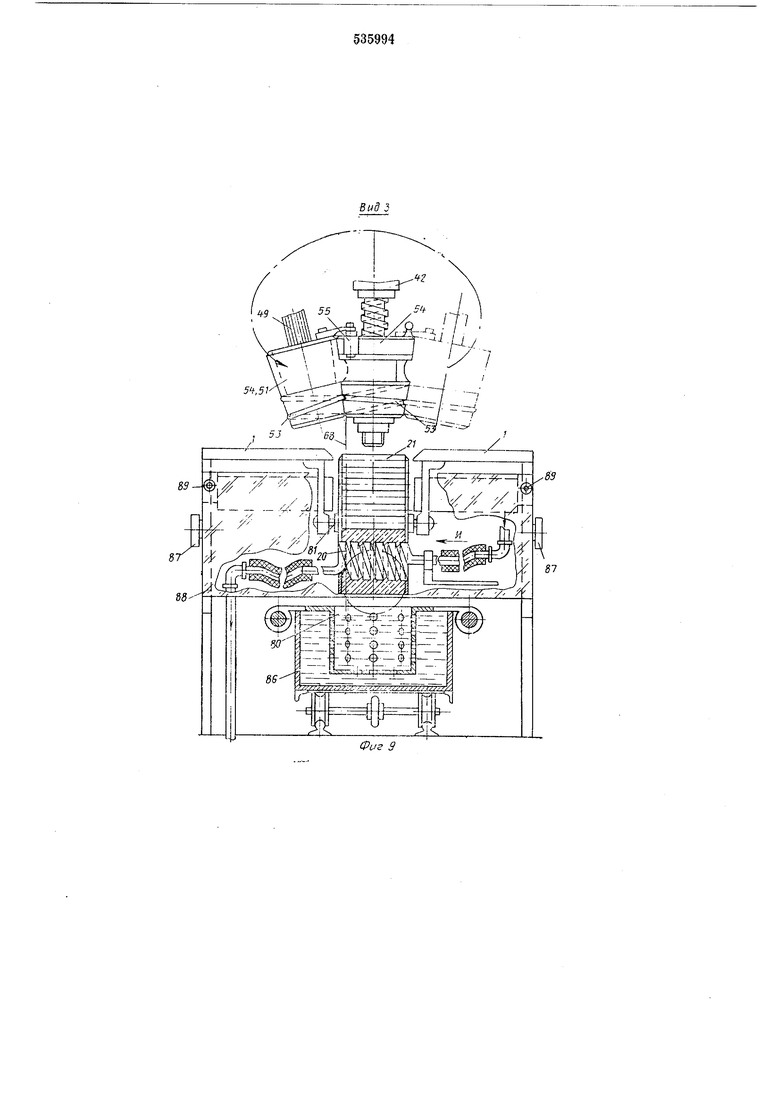
В зоне четвертой 5 и третьей 4 пар роликовых механизмов под опорной плитой 1 расположен масляный бак 80 для закалки (см. фиг. 1 и 9).
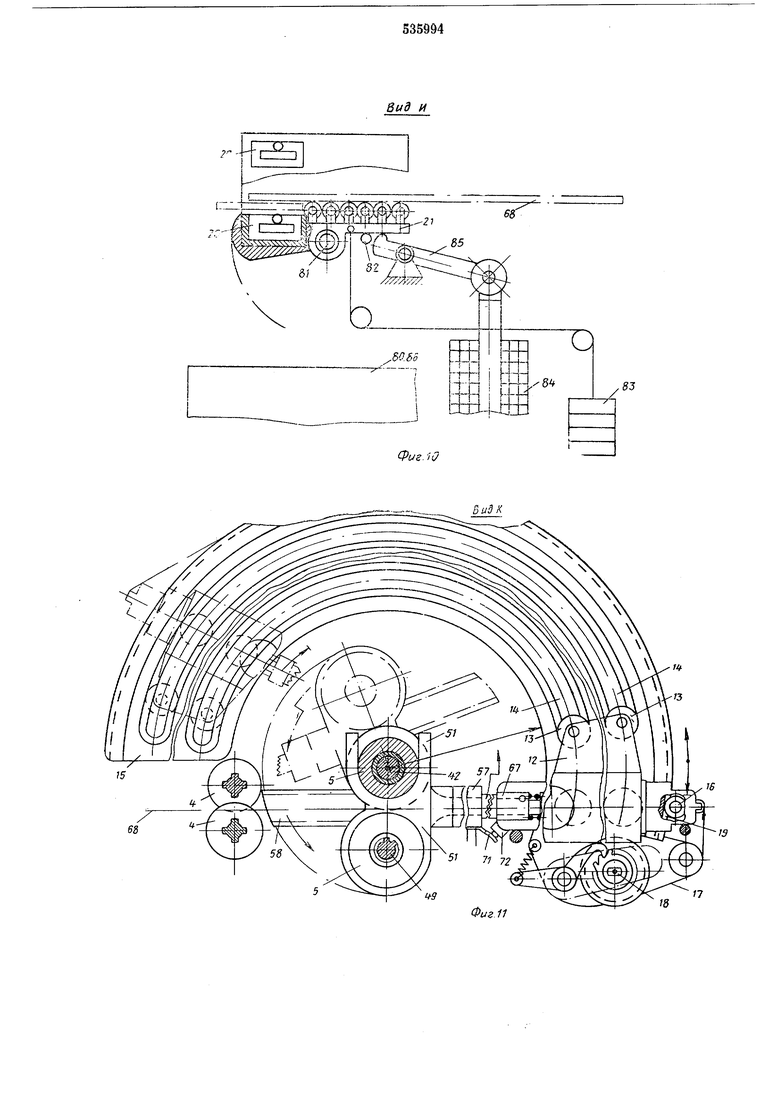
Опрокидывающаяся относительно поперечного шарнира 81 (см. фиг. 10) платформа 21 в горизонтальном положении расположена над упором 82, удерживается противовесом 83 и снабжена соленоидом 84, сердечник которого выполнен в виде шарнирно установленного толкателя 85.
Масляный бак 80 для закалки выполнен в виде съемной с вагонеткн 86 корзины (см. фнг. 9).
Для безопасной работы высокочастотного нагревателя в виде полуиндукторов 20 перед закалочной зоной пара стоек плиты 1 оснащена осью 87, служащей фиксирующим шарниром для защитного кварцевого стекла 88, и кнопочными выключателями 89.
Больший ролик третьей пары 4 роликовых механизмов подпружинен пружиной 90 (см. фиг. 4), а валы обоих роликов снабжены кулачками качения 91, на одном из которых установлен конечный выключатель 92 останова.
Элементы изготавливаемой на предложенном устройстве нружнны для односторонних грыжевых бандажей на фиг. 12 обозначены следующими позициями: 93 - непрофнлируемая монтажная часть; 94 - монталшые отверстия; 95 - пружинящий виток; 96 - полноопоясывающая нерабочая часть; 97 - фасонное отверстие под накидную кнопку; 98 - участок фиксации накидной кнопки; 99 - монтируемая крышка сменного нелота.
Описываемое устройство работает следующим образом.
Моток стальной пружинящей плоской ленты 68 закладывают в катушку 69 (см. фиг. 1), а свободный конец разматываемой ленты заправляют в тянущие ролики первой пары 2, подающие ленту в канал 70 дуговых направляющих 6. Лента 68, свободно проходя через область максимального зазора между клиновидными проточками 22 (см. фиг. 3) профильного клиновидного сечения второй пары 3 роликовых механизмов (см. фиг. 1), направляется в третью пару 4 роликовых механизмов поперечного профилирования. Их рабочая полость (фасонножелобчатая проточка 38) у выхода сориентирована с расширенным входом верхней полуветви винтовой проточки 53 роликов 50 и 52 четвертой планетарной пары 5 роликовых механизмов, в своем исходном положении остановленных после предшествующего цикла.
По сигналу, вызванному при касании пропущенного через ролики и поперечно несформированного свободного конца ленты 68, кнопочного выключателя 9 концевой опоры 8 отключаются как вторая, так и третья пары роликовых механизмов. При прекращенной подаче ленты 68 одновременно срабатывают элементы 7 отрезного штампа и двуступенчатые проколочные пуансоны 11 просечного штампа,
стационарно установленного па концевом упоре 8, с последующим включением посредством, например, реле времени (не показано) с необходимой ступенчатой задержкой. Это время исчисляют от момента появления сигнала, подаваемого гибким упором 71 при встрече с выключателем 72, установленным на ролике 52 четвертой пары 5 роликовых механизмов, формирующих пружинящий виток ленты за счет уже проведенного ее свободного конца.
С учетом возможного пропорционально ускоренного вращения винтовых роликов четвертой пары 5 относительно тихоходной третьей пары 4 роликовых механизмов прулшнящий виток можно получить и без остановки носледней.
Из перечисленных роликовых пар в последнюю очередь включается вторая пара 3 роликовых механизмов, совершающая один мерный оборот. Перед ее остановом от стандартной реверсивной злектрогидравлически управляемой системы (не показана) срабатывает взаимодействующий с матрицей 23 (фиг. 3) просечной пуансон 25. Слаженная программа работы всех механизмов по сигналу от концевого выключателя 9, надлелсащнм образом согласованное слежение за всеми операциями на потоке формируемой ленты и своевременная подготовка к следующему циклу достигается тем, что ролнковые пары 2-5 получают вращение от плавно регулируемых автономных эле ;тронрпводов постоянного тока, а также путем использования люфтовыбирающего подпружиненного зубчатого зацепления 33 (см. фнг. 3) второй
пары 3 роликовых механизмов и упругих упоров, взаимодействующих с киопочными выключателями согласованно приводящих в исходные угловые положения взаимодействующие роликовые пары. Такими упругими упорами, состоящими из гибкой, папример, капроновой полоски 71, взаимодействующей с выключателем 72, оснащаются для своевременной подготовки к следующему циклу как винтовой ролик, например центральный 52 четвертой
планетарной пары 5 роликовых механизмов, так н механизм сценлення 67 (фиг. И) каретки 12 для полного совмещения торцовых зубьев кососрезапного цилиндра 56 с конгруэнтным с ним цилиндром с индукционной катушкой 57 вильчатого держателя 51. При указанном полном совмещении торцовых зубьев каретка 12 на подшипниках 13 как одно целое поворачивается вместе с П-образными направляющими 60 но пазам 14 дуговых направляющих 15, центром которых является ось центрального ролика 52.
Каретка 12, в обход просечного (стационарного) штампа с проколочными ступенчатыми пуансонами 11, участвует в переносном движении водила 45 с винтовым роликом 50 до неполного формирования пружинящего витка. После схода свободного конца ленты 68 с замкнутой цилиндрической части П-образных направляющих 60 последние от упоров (не показаны) поворачиваются относительно своей оси на 180° до совпадения гнезда 64 с подпружиненным фиксатором 65. Перед тем как каретка 12 будет подвергаться постоянному действию ее натянутой нружины 17 с лентой 18 до упора, она занимает исходное положение при отключенной катушке 57. Винтовой ролик 50, сопровождая завиваемую ленту, преодолевает сопротивление пружины 61 со створкой на упорном шарнире 62 П-образных направляющих 60, при встрече его с их наружной поверхностью. С учетом переносного движения винтового ролика 50 с вильчатым дер кателем 51 направляющий узел последнего с держателем 58 с Г-образными створками 59 в исходном положении по сигналу от конечного выключателя 9 согласуется с линией прокатки, в результате этого ролик вплотную примыкает к выходу из третьей пары 4 роликовых механизмов. На фиг. 6 Г-образные подвесные створки 59 показаны закрытыми, не согласующимися с рабочим исходным положением винтового ролика 52, при котором левая створка в действительности отвесно перекрывает правую. Левая створка на миг приоткрывается наружу (вслед за включением винтового ролика 50) при столкновении ее внутренней стороны с натянутой лентой 68, а перед завершением пружинящего витка правая (укороченная) на миг занимает горизонтальное положение под держателем 58 при встрече с лентой 68 своей наружной поверхностью. От соленоидов 73 и 74 (фиг. 1) приводятся как элементы 7 отрезного щтампа, так и ступенчатые проколочные пуансоны 11 просечного штампа, матрица 75 которого жестко смонтирована на концевой опоре 8, справа от прокатываемой ленты 68. Проколочные пуансоны 11 штампа соосно установлены на сердечнике соленоида 74, взаимодействующем при проколке со слегка подпружиненным нрижимом 76, расположенным напротив матрицы (до проколки) и образующим вместе с ней местную направляющую полость, ширина которой постепенно увеличивается по мере схода с нее свободного конца ленты на своем обратном пути. Регулировка по общему изгибу бандажных пружин осуществляется фиксаторами 77 (фиг. 1) положения накладного стола 78, служащего основанием второй пары 3 роликовых механизмов, и фиксатором 79 соответствующего изгиба эластичных направляющих 6. Устройство построено на вертикальных осях, что позволяет поместить нагреватель 20, выполненный, например, в виде верхнего и нижнего электроиндукторов с расположением их над масляным баком 80 в зоне четвертой пары 5 роликовых механизмов В платформу 21 нагревателя 20, в ее утяжеленную часть спереди от поперечного шарнира 81, над которым она оснащена рольгангом, вмонтированы рабочие части нижнего и верхнего электроиндукторов. Она прижимается к упору 82 посредством противовеса 83, удерживающего ее в плоскости прокатки. Действие противовеса преодолевается при включении соленоида 84 с помощью рычажного толкателя 85, опрокидывающего платформу 21 и вызывающего падение нагретых пружин в сменный масляный или щелочной бак 80, расположенный на периодически выкатываемой вагонетке 86. Отпуск пружин может совсем не потребоваться, если взамен традиционной их отделки кожей подвергать их напылению полиэтиленом или фторопластом с учетом того, что отпуск произойдьг во время термообработки покрытия. Такую отделку целесообразно выполнить в окончательно собранном виде пружины с крышкой пелота, для чего в пружине с помощью проколочных пуансонов 11 выполняются два монтажных отверстия. Поворотное на оси 87 кварцевое защитное стекло 88 включает нормально открытые кнопочные выключатели 89, смонтированные на боковых стойках нагревательного узла 20 только при полном его прилегании. Поперечное профилирование утончаемой части ленты 68, а также свободная заправка начала ленты в поперечно-профилирующую третью пару 4 роликовых механизмов производятся благодаря тому, что больший ведомый ролик (с колесом 37) подпружинен с помощью пружины 90 (см. фиг. 4), а меньщий ведущий ролик (с шестерней 36) согласован с длиной окружности, равной поперечно-профилируемой части ленты 68, а также благодаря тому, что вал меньшего ролика снабжен кулачками качения 91, эластнчной полоской 92, взаимодействующей с конечным выключателем останова и с конечным выключателем на щарнирном ловителе, смонтированном с внутренней стороны подвесной на держателе 58 створки 59 (см. фиг. 2). Таким образом, работа третьей пары 4 роликовых механизмов с преодолением кулачками 91 качения силы пружины 90 за один цикл прерывается дважды: первый раз при включении приводов 73 и 74 отрезного и просечного штампов и до конца работы планетарной пары 5 роликовых механизмов, и второй раз от дополнительного путевого выключателя, взаимодействующего со второй парой 3 роликовых механизмов, на время просечки фасонного отверстия на нерабочем конце прокатываемой заготовки бандажной пружины. Формула изобретения 1. Устройство для изготовления пружин ля односторонних грыжевых бандажей, соержащее установленные на опорной плите адающий роликовый механизм, механизм рези, первый и второй деформирующие механизмы и механизм навивки, отличающееся тем, что, с целью объединения операций продольного и иоперечиого деформирования, образования на рабочем конце пружины одного винтообразного витка, высечки фасонного отверстия в нерабочем конце пружины, просечки двух отверстий на ее противоположном конце и термообработки пружин в едином технологическом потоке и автоматизации процесса оно снабжено концевым упором с вмонтированным в нем конечномерным путевым выключателем, системой направляющих, сос тоящих из совокупности эластичных, створчатых, поворотных, отклоняющих и сопровождающих элементов, соединяющих деформирующие и навивочный механизм, двумя механизмами для просечки отверстий, один из которых смонтирован в первой паре деформирующих роликов, а другой расположен у концевой оноры под сопровождающей направляющей, и закалочным устройством, выполненным в виде нагревателя и масляного бака, расположенных под опорной плитой между вторым деформирующим и навнвочным механизмами, при этом первый деформирующий механизм установлен с возможностью перемещения относнтельно опорной плиты и состоит из соединенной с помощью безлюфтового зубчатого зацепления пары цилиндрических роликов с клиновидными проточками для продольного профилирования, периметр меньщего ролика которой равен по длине клиновидной части баидажной пружины; второй деформирующий механизм расположен за первым деформирующим механизмом и выполнен в виде пары цилиндрических подпружиненных роликов с фасонножелобчатыми проточками поперечного профилирования, а навивочный механизм выполнен в виде двух конических роликов с фасонножелобчатой зеркально-симметричной винтовой нарезкой, соединенных с помощью вильчатого держателя, и подвешен на центральном винтовом валу, связанном с пим посредством водила подпружиненным шлицевым валом планетарного механизма с заторможенным центральным (солнечным) колесом при ведущем водиле.
2. Устройство по п. 1, отличающееся тем, что эластичные элементы из совокупности направляющих соединяют между собой задающий и два деформирующих механизма и выполнены дугообразными из фольгированного полимерного материала и снабжены у входной части окнами для режущих элементов отрезного щтампа.
3.Устройство по п. 1, отличающееся тем, что створчатые элементы из совокупности направляющих выполнены Г-образными и шарнирно установлены за вторым деформирующим механизмом па вильчатом держателе планетарной нары.
4.Устройство по п. 1, отличающееся тем, что поворотный и отклоняющий элементы из совокупности направляющих последовательно вмонтированы в сопровождающий элемент указанной совокупности, который выполнен в виде возвратно-подпружиненной каретки, сцепленной посредством торцовых зубьев косоразрезанных цилиндров с вильчатым держателем планетарного механизма и управляемой, например, посредством индукционной катушки, монтированной на вильчатом держателе, при этом поворотный элемент выполнен с утяжеленной нижней частью, фиксируемым
в отвесном положении щариковым фиксатором и опрокидывающимся на 180° от путевых упоров, а отклоняющий элемент выполнен П-образным и подпружиненным изнутри.
5.Устройство по п. 1,.отличающееся тем, что второй деформирующий и навнвочный механизмы снабжены соответственно кулачками качения и опорными роликами, установленными на контактирующих поверхностях деформирующих и навивочных роликов указанных механизмов, и упругими пусковыми выключателями.
6.Устройство по пп. 1 и 5, отличающееся тем, что зубчатое зацепление центрального (солнечного) колеса механизма навивки
с его сателлитом выполнено с зубьями увеличенной высоты, а пружина, подл имающая шлицевой вал, вмонтирована в водиле.
7.Устройство по п. 1, отличающееся тем, что механизм просечки отверстия, смонтированный в первой паре деформирующих роликов, выполнен в виде пуансона и матрицы, при этом пуансон выполнен заодно с поршнем приводного цилиндра и размещен в ролике большего диаметра.
8. Устройство по п. 1, отличающееся тем, что управляемый от концевой опоры проколочный пуансон второго просечного механизма выполнен ступенчатым. Источники информации, принятые во винмание при экспертизе:
1. Технология изготовления пружин для бандажей БН1-66 на ордена Знак Почета заводе протезных полуфабрикатов им. Н. А. Семашко.
2. Авторское свидетельство СССР N° 112474, М. Кл.2 B2IF 27/18, 30.03.56.
6-6
Фиг.:
в- S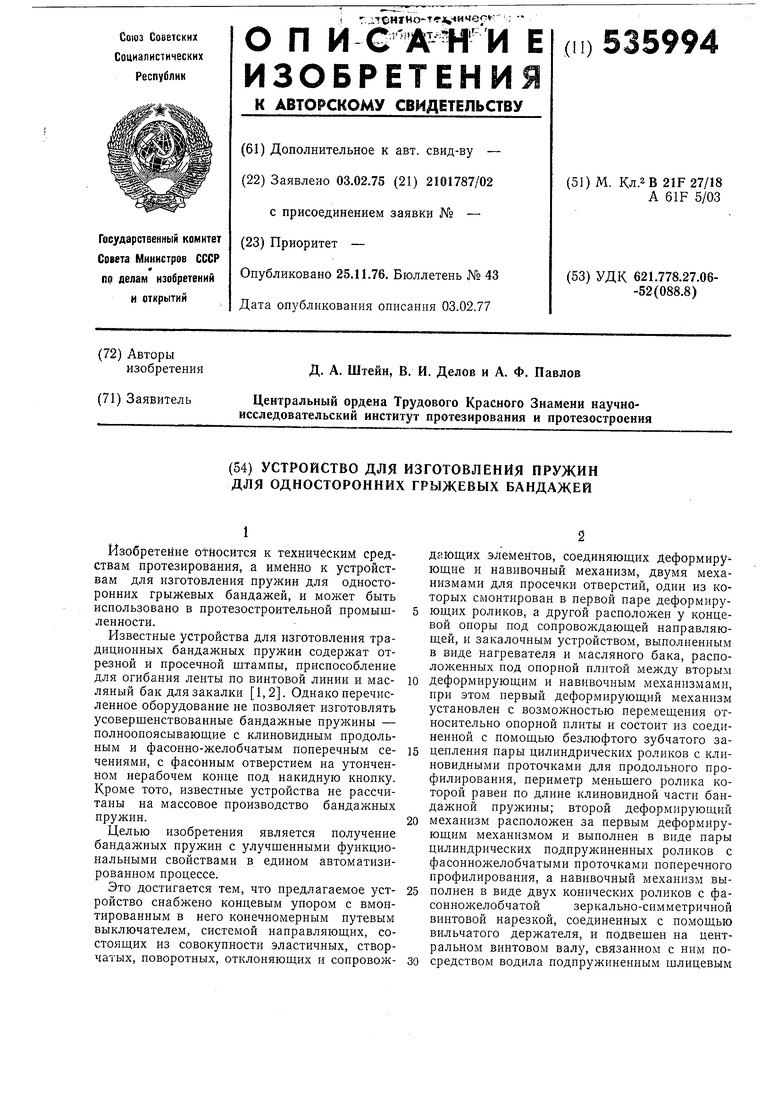


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Установка для обработки ленточного материала | 1987 |
|
SU1530306A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Автоматический комбинированный штамп для поточного изготовления платяных кнопок | 1947 |
|
SU81977A1 |
| Устройство для изготовления рулонных пружин | 1976 |
|
SU654329A1 |
| Устройство для изготовления рулонных пружин | 1983 |
|
SU1148671A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| Станок для пробивки отверстий в пластинах и сборки их со стержнями в пакет | 1982 |
|
SU1201163A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |




f г
fU I
.d
9)
Фиг 5
e-f
Ч-2 57
5
5 uc 7
Ж-Ж
Фиг 9
( Jr
4-(-1 I -ТТП
dii-lJifi
Фиг. /(/
. 12
