Изобретение относится к технологическому оборудованию для изготовления электротехнических издехгий, в частности может быть использовано для бандажирования изолирующей лен- той стержней шихтованных магнитопро- водов.и реакторов.
Цель изобретения - повышение производительности и качества изделий за счет автоматизации подачи изделия. с одновременным пневмообжимом и бан- дажировкой.
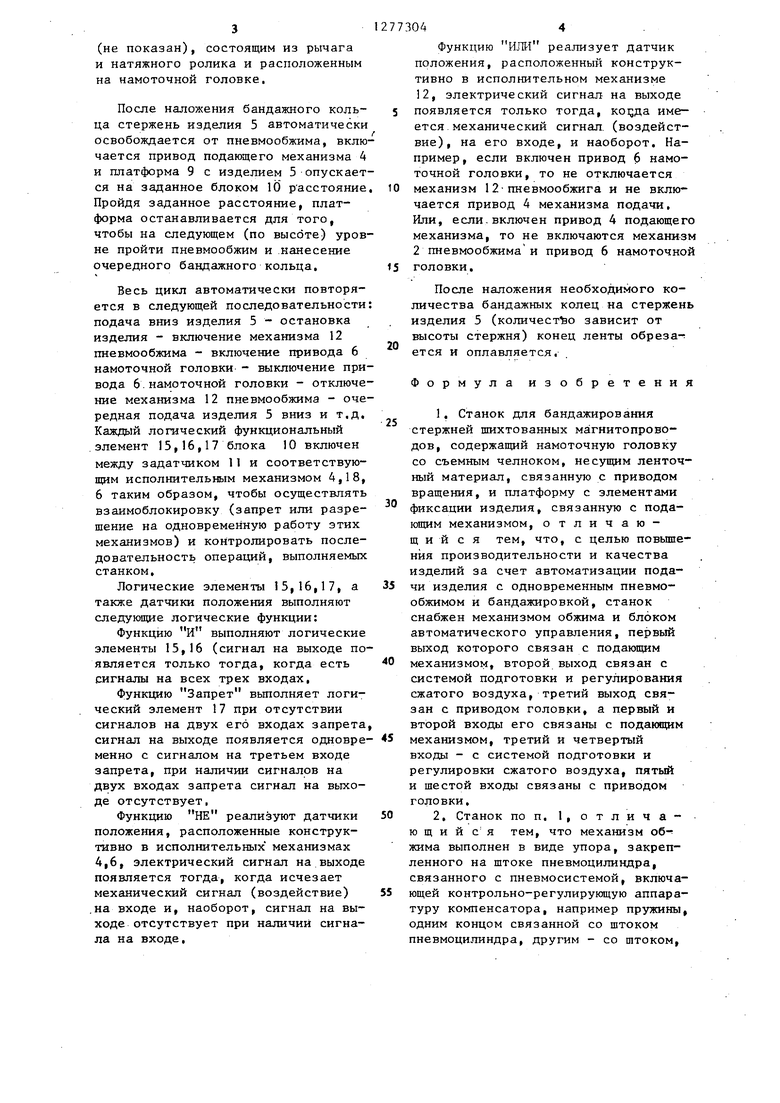
На фиг. 1 изображен станок, общий вид; на фиг, 2 - схема управления механизмом пневмообжима и приводом головки бандажирования; на фиг, 3 - функциональная схема работы станка,
Станок содержит корпус 1, намоточную головку 2 с установленным на ней съемным челноком 3 с ленточным материалом. Фиксация челнока выполнена в виде эксцентрикового механизма. Подающий механизм 4 служит для подъе ма и опускания изделия (магни- топровода) 5. Привод 6 головки 2 -служит для наложения бандажа и выполнен в виде шестеренчатого механизма и редуктора, соединенного с электродвигателем через электромагнитную муфту 7, Изделие 5 с помощью элементов фиксации 8 крепится на платформе. 9
Станок снабжен автоматическим блоком 10 управления, работающим по-Заданной программе от задатчика 11, и механизмом 12 пневмообжима. Блок 10 автоматического управления электрически соединен с подающим механизмом 4 линейной ступенчатой подачи платформы 9 с изделием 5 в рабочую зону головки 2 с помощью ременной 13 и винтовой 14 передач, подающего МЕ ханизма, первая из которых вращает винт 14, а вторая поступательно движет платформу 9. Блок 10 также соединен электрически с механизмом 12 пневмообжима и приводом 6 головки 2 бандажирования через логические функциональные элементы 15,16,17, Лорические элементы представляют собой электромагнитное реле и соединенные с ними электрические датчики положения (конечные выключатели), конструктивно расположенные в исполнительных механизмах 4,12-,6 и срабатывающие от их механического воздействия. Задат- чик 11 (программное реле времени)
связан электрически с исполнительными механизмами 4,12,6 через соответствующие логические элементы 15, 16,П блока 10,
Механизм 12 пневмообжима в свою очередь состоит из системы 18 подготовки и регулирования сжатого воздуха, прибора 19 контроля усилия
JO обжима, пневмоцилиндра 20, компенсатора 21, подвижного 22 и неподвижного 23 упоров, В систему 18 подготовки и регулирования сжатого воздуха составной частью входит
5 электропневмораспределитель и реле контроля его состояния, связанные электрически с входами логических элементов 15,17, На лицевой части блoka 10 управления расположена таб20 лица 24 выбора усилий.
Работа станка осуществляется в следующей поатедовательности,Обрабатываемое изделие 5 устанавливается на платформе 9 и фиксирует- 5 ся зажимами 8,-Челнок 3 с ленточным материалом (материал не показан) устанавливается на намоточную головку 2,
Подается питание на блок 10 авто0 матического управления. Включается привод подающего механизма 4 и платформа 9 с изделием 5 подается в исходное верхнее положение с помощью ременной 13 и винтовой 14 передач
подающего механизма. После автоматического останова 1глатформы по сигналу от задатчика 11 включается механизм 12 пневмообжима стержня магни- топровода 5 с заданным усилием, Усилие обжима стержня магнито- проводов выбирается в зависимости ОТ его. сечения по таблице 24 выбора усилий, расположенной на лицевой части блока 10 управления,
Заданное, усилие автоматически к.
поддерживается системой 18 подготовки и регулирования сжатого воздуха, а контролируется визуально с помо- щью прибора 19,
После пневмообжима на стержень изделия 5 заправляется обмоточная лента (не показана), подается сигнал с блока 10 управления на элек- тромагнитную муфту 7, которая через привод 6 вращает намоточную головку,
В процессе наложения бандажного кольца создается необходимое натяжение обмоточной ленты механизмом
3
(не показан), состоящим из рычага и натяжного ролика и расположенным на намоточной головке.
После наложения бандажного кольца стержень изделия 5 автоматически освобождается от пневмообжима, включается привод подающего механизма 4 и платформа 9 с изделием 5 опускается на заданное блоком 10 р асстояние Пройдя заданное расстояние, платформа останавливается для того, чтобы на следующем (по высоте) уровне пройти пневмообжим и нанесение очередного бандажного кольца.
Весь цикл автоматически повторяется в следующей последовательности подача вниз изделия 5 - остановка изделия - включение механизма 12 пневмообжима - включение привода 6 намоточной головки - выключение привода 6.намоточной головки - отключение механизма 12 пневмообжима - очередная подача изделия 5 вниз и т.д. Каждый логический функциональный .элемент 15,16,17 блока 10 включен между задатчиком 11 и соответствующим исполнительным механизмом 4,18, 6 таким образом, чтобы осуществлять взаимоблокировку (запрет или разрешение на одновременную работу этих механизмов) и контролировать последовательность операций, выполняемых станком.
Логические элементы 15,16,17, а также датчики положения выполняют следующие логические функции:
Функцию И выполняют логические элементы 15,16 (сигнал на выходе появляется только тогда, когда есть сигналы на всех трех входах.
функцию Запрет вьшолняет логический элемент 17 при отсутствии сигналов на двух его входах запрета сигнал на выходе появляется одновременно с сигналом на третьем входе запрета, при наличии сигналов на двух входах запрета сигнал иа выходе отсутствует,
Функцию НЕ реализуют датчики положения, расположенные конструктивно в исполнительных механизмах 4,6, электрический сигнал на выходе появляется тогда, когда исчезает механический сигнал (воздействие) .на входе и, наоборот, сигнал на выходе отсутствует при наличии сигнала на входе.
773044
Функцию ИЛ1 реализует датчик положения, расположенный конструктивно в исполнительном механизме 12, электрический сигнал на выходе 5 появляется только тогда, ко1;да имеется механический сигнал, (воздействие), на его входе, и наоборот. Например , если включен привод 6 намоточной головки, то не отключается
10 механизм 12-пневмообжига и не включается привод 4 механизма подачи. Или, если.включен привод 4 подающего механизма, то не включаются механизм 2 пневмообжима и привод 6 намоточной
15 головки.
После наложения необходимого количества бандажных колец на стержень изделия 5 (количество зависит от
высоты стержня) конец ленты обреза- 10
5
ется и оплавляется.
Формула изобретения
1. Станок для бандажирования стержней шихтованных магнитопрово- дов, содержащий намоточную головку со съемным челноком, несущим ленточный материал, связанную с приводом вращения, и платформу с элементами фиксации изделия, связанную с подающим механизмом, отличающий с я тем, что, с целью повьше- ния производительности и качества изделий за счет автоматизации пода5 чи изделия с одновременным пневмо- обжимом и бандажировкой, станок снабжен механизмом обжима и блоком автоматического управления, первый выход которого связан с подающим
0 механизмом, второй выход связан с системой подготовки и регулирования сжатого воздуха, третий выход связан с приводом головки, а первый и второй входы его связаны с подающим
5 механизмом, третий и четвертый входы - с системой подготовки и регулировки сжатого воздуха, пятый и шестой входы связаны с приводом головки.
0 2. Станок по п. 1, отличающий с я тем, что механизм об- жима выполнен в виде упора, закрепленного на штоке пневмоцилиндра, связанного с пневмосистемой, включа5 ющей контрольно-регулирующую аппаратуру компенсатора, например пружины, одним концом связанной со штоком пневмоцилиндра, другим - со штоком.
3акреплеиног
несущим упор, и упора, на платформе,
3. Станок поп.1,отлича- ю щ и и с я тем, что блок автоматического управления выполнен в виде задатчика программы и трех логических функциональных элементов для контроля последовательности операций, при этом три выхода эадатчика программы соединены с первыми входами логических элементов, второй и
третий входы являются соответственно шестым и третьим входами блока автоматического управления, второй и третий входы второго логического элемента являются соответственно вторым и пятым входами.блока автоматического управления, а второй и третий входы третьего логического элемента являются соответственно четвертым и первым входами блока автоматического управления.
Сжатий воздух
а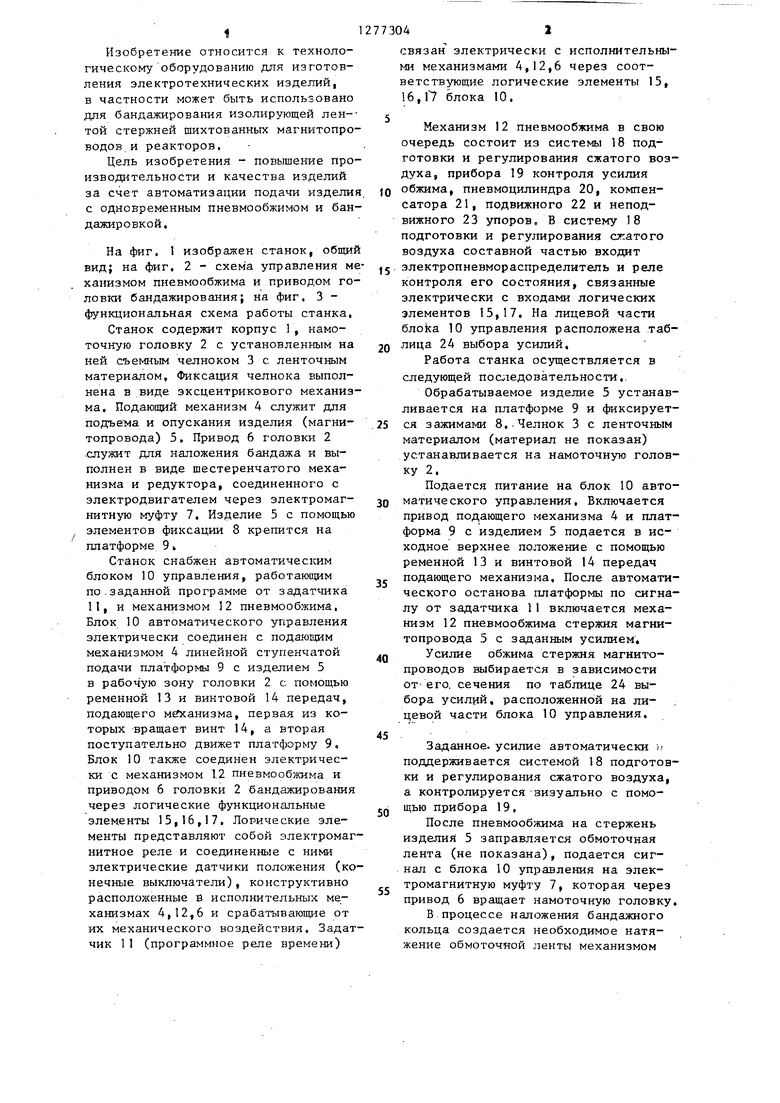
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки волновых обмоток статоров электрических машин | 1989 |
|
SU1791914A1 |
| Станок для крепления обмоток роторов электрических машин | 1973 |
|
SU480153A1 |
| Станок для изготовления обмотки статоров электрических машин | 1983 |
|
SU1103327A1 |
| Станок для бандажирования якорей электрических машин | 1984 |
|
SU1241360A1 |
| Устройство для управления намоточным станком | 1978 |
|
SU792342A1 |
| Устройство для укладки проводов в жгут | 1984 |
|
SU1356002A1 |
| Станок для изготовления седлообразных катушек | 1982 |
|
SU1040537A1 |
| Станок для намотки статоров электрических машин | 1983 |
|
SU1171912A1 |
| Устройство для бандажирования обмоткиСТАТОРОВ элЕКТРичЕСКиХ МАшиН | 1978 |
|
SU817883A1 |
| Челнок круглоткацкого станка | 1986 |
|
SU1467104A1 |
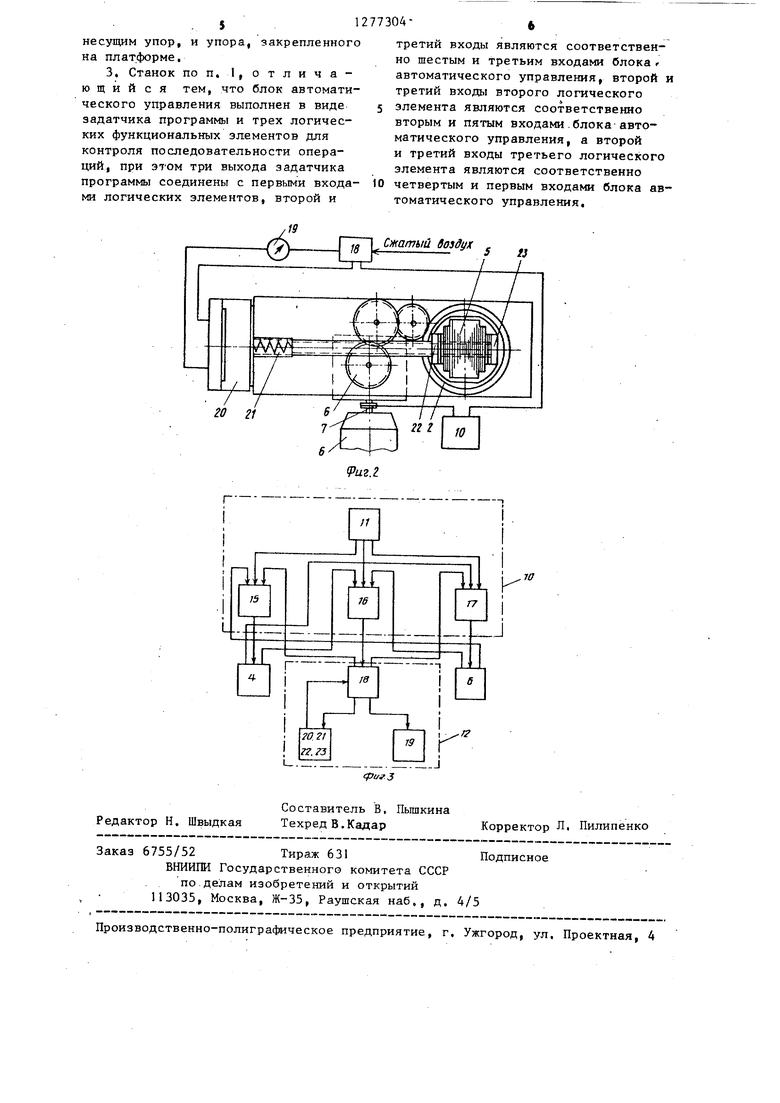
Изобретение относится к технологическому оборудованию для изготовления электротехнических изделий, в частности для бандажирования стержней магнитопроводов, и может быть использовано в области электромашиностроения. Цель изобретения - повышение производительности и качества изделий за счет автоматизации подачи f 76 2,3. . / / / изделия с одновременным пневмообжи- мом и бандажировкой. Станок для бандажирования стержней шихтованных магнитопроводов, содержащий намоточную головку (НГ) 2 с челноком 3, несущим ленточный материал, платформу 9 для фиксации изделия и поданг- щий механизм 4, снабжен механизмом 12 обжима и блоком 10 автоматического управления, который злектричес- ки связан с подающим механизмом 4 с системой подготовки и регулирования сжатого воздуха механизма 12 обжима и с приводом 6 намоточной головки. После установки изделия на платформе 9 производят пневмообжим усилием, .выбранным в соответствии с сечением стержня. После обжатия производят намотку изоляционной лентой. Последовательность включения механизмов станка осуществляется с помощью блока 10 автоматического управления. 2 з.п. ф-лы, 3 ил. 20 3 L - I 11 1г |Ц44-1 s (Л to sj 00 (Риг,1
I
cptffS
Составитель В, Пышкина
Редактор Н, Швыдкая Техред В.Кадар
Заказ 6755/52 Тираж 631Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор Л. Пилипенко
| Станок для обмотки электротехнических изделий ленточным материалом | 1971 |
|
SU450245A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
