I
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок типа колец кузнечной раскаткой на ковочных прессах.
Известно устр.рйство для кузнечной раскатки заготовок типа колец, содержащее вертикальные стойки и расположенную на них оправку 1.
Недостатками известного устройства являются низкая точность раскатки, ввиду больших погрешностей при измерении кольца в процессе раскатки, а также тяжелые условия труда при замере горячей поковки.
Цель изобретения - повышение точ- ности раскатки и улучшение условий труда.
С этой целью устройство для кузнечной раскатки заготовок типа колец, содержаш.ее вертикальные стойки и расположенную на них оправку, снабжено закрепленной на стойке вдоль выполненного по ее оси вертикального сквозного паза линейкой с нанесенной на нее шкалой и размешенной в указанном пазу горизонтальной планкой.
Кроме того, линейка может быть установлена с возможностью перемеи ения вдоль кромки паза (при использовании сменных
оправок различного диаметра или для ликвидации погрешности измерения за счет износа оправки).
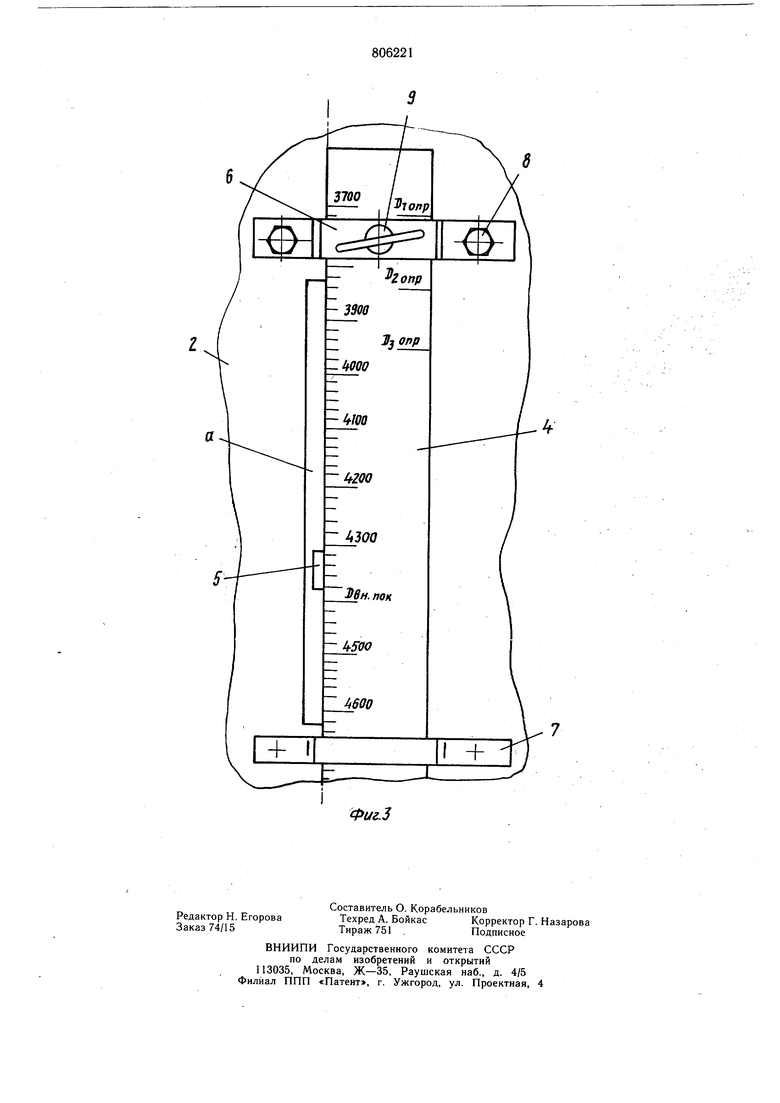
На фиг. 1 приведено устройство, обший вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - линейка.
Устройство состоит из стоек 1 и 2 и расположенной в вырезах этих стоек оправки 3. На стойке 2 выполнен сквозной вертикальный паз а, одна кромка которого проходит по вертикальной оси стойки. Вдоль
этой кромки закреплена линейка 4 со шкалой, а также планка 5. Линейка 4 имеет возможность перемещения в направляющих 6 и 7, которые крепятся к стойке 2 болтами 8. В верхней направляющей 6 линейка 4 крепится винтом 9.
Устройство работает следующим образом.
В вырезы стойки 1 и стойки 2 укладывают оправку -3 с насаженной на ней заготовкой 10 под раскатку, нагретой до ковочной
температуры. Устройство, устанавливается на подвижный стол пресса и ходом этого стола перемещается в рабочую зону пресса, после чего производится раскатка заготовки. При необходимости замера размеров внутреннего и наружного диаметров заготовки, в паз а стойки 2 вводят планку 5 и опускают ее в горизонтальной положении до соприкосновения с образующей отверстия кольцевой заготовки. Учитывая, что нулем отсчета шкалы линейки 4 является верхняя образующая рабочей части оправки 3, уровень нижней грани планки 5 по щкале покажет величину внутреннего диаметра заготовки. Подводя планку 5 снизу к наружной поверхности заготовки, по уровню ее верхней грани по Ш14але .линейки 4 считывают размер, равный сумме величины внутреннего диаметра заготовки и толщины стенки заготовки. Имея полученный размер, определяют величину наружного диаметра и толщину стенки заготовки. Замеряя указанным способом размеры заготовки в двух взаимно перпендикулярных направлениях, и сравнивая их, определяют наличие эллиптичности заготовки и ее величину и принимают соответствующие меры по устранению эллиптичности. При достижении требуемых размеров заготовки ковку прекращают, планку 5 извлекают из паза, заготовку удаляют из рабочей зоны пресса. В связи с тем, что на одних и тех же отг,Йкях пяскатка может пооизводиться на о авк Газличного°ТиамТрТТ™ от счета шкалы линейки 4 в этом, случае смещается по вертикали, при смене оправки 3 на оправку другого диаметра рабочей части, линейка 4 крепится к стойке 2 с возможностью перемещения и фиксации ее в требуемом -положении, что осуществляется с помощью зажимного винта 9, установленного на направляющей 6, закрепленной на стойке 2 болтами 8. Пример. На линейке 4 наносятся метки D() DI; Dj, соответствующие различным положениям нуля отсчета шкалы линейки 4. При использовании оправки с диаметром рабочей части D метка D на линейке 4 совмещается с верхней плоскостью направляющей 6 и линейка фиксируется в этом положении винтом 9. Аналогичные действия производятся при диаметрах оправки Di и Оз. Мерительная планка 5 имеет малую длину (около 500 мм), небольшой вес (не более 5кг), манипулировать с ней нетрудно, стойка защищает рабочего от теплового излучения горячей поковки в процессе замера, поэтому условия труда подручного кузнеца значительно лучще, чем при замере на известном устройстве. Измерение производится по линейке с высокой точностью, не зависящей от опытности рабочего. Использование изобретения позволяет снизить расход металла на поковку за счет повышения точности поковок и облегчить условия труда подручного кузнеца при замере размеров поковки. Формула изобретения 1. Устройство для кузнечной раскатки заготовок типа колец, содержащее вертикальные стойки и расположенную на них оправку, отличающееся тем, что, с. целью повышения точности раскатки и улучшения труда, оно снабжено закрепленной на стоике вдоль выполненного по ее оси вертикального сквозного паза линейкой с Размещенной в указанном пазу горизонтальной планкой. 2. Устройство по п. 1, отличающееся тем, что линейка установлена с возможностью перемещения вдоль кромки паза. Источники информации, принятые во внимание при экспертизе 1. Охрименко Я. М. Технология кузнечно-щтамповочного производства. М., «Машиностроение, 1966, с. 209, рис. 110.
Фиг.1
8
Фиг.3
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ КОЛЕЦ | 2004 |
|
RU2279328C2 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| КУЗНЕЧНЫЙ БОЕК ДЛЯ РАСКАТКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2006 |
|
RU2349411C2 |
| Счетный сектор | 1935 |
|
SU44388A1 |
| Устройство для кузнечной раскатки кольцевых заготовок | 1991 |
|
SU1808454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ПОКОВОК | 2015 |
|
RU2601840C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |