Изобретение относится к кузнечному производству и может быть использовано для изготовления крупногабаритных колец и обечаек, наружный диаметр которых превосходит межколонное расстояние пресса.
Известен способ ковки колец, включающий операцию внепрессовой раскатки для достижения диаметра поковки, превосходящего межколонное расстояние пресса (а.с. СССР № 1199407, B 21 J 13/00). Недостатком данного способа ковки является необходимость изготовления специального устройства для его осуществления.
Наиболее близким к заявляемому является способ ковки колец, включающий осадку, прошивку, и раскатку на оправке (а.с. СССР №375125, В 21 K 1/38), выбранный в качестве прототипа. Недостатком данного способа является то, что он не позволяет изготавливать кольца диаметром больше, чем межколонное расстояние пресса, поскольку извлечь такое кольцо из подпрессового пространства вдоль направления подачи невозможно, а для поперечного извлечения поковки требуется изготовление специальных приспособлений.
Задачей настоящего изобретения является обеспечение возможности изготовления поковок колец с наружным диаметром, превышающим межколонное расстояние пресса, на обычном кузнечном оборудовании, без изготовления дополнительных специальных приспособлений.
Поставленная задача решается за счет того, что в предлагаемом способе после операции раскатки до поковочных размеров поковке придается овальная форма путем радиальной осадки. Радиальная осадка производится таким образом, чтобы меньшая ось овала не превосходила межколонное расстояние. Тогда после кантовки на 90° вокруг горизонтальной оси симметрии поковку можно извлечь из подпрессового пространства. Далее овальную поковку разворачивают вокруг вертикальной оси на 90° и повторной радиальной осадкой на ту же величину придают ей круглую форму. Повторная радиальная осадка производится в плоскости наибольшей оси овала.
Сущность изобретения поясняется чертежами:
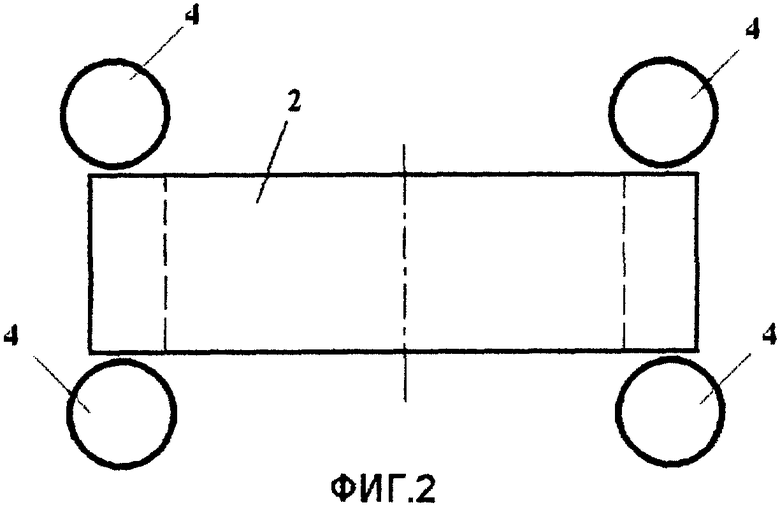
фиг.1 - операция раскатки кольца на оправке до поковочных размеров, превышающих в диаметре межколонное расстояние пресса, где 1 - оправка, 2 - поковка-кольцо, 3 - раскатной боек, 4 - колонны пресса, 5 - стол пресса,
фиг.2 - схема расположения кольца после раскатки в межколонном пространстве пресса,
фиг.3 - операция радиальной осадки с целью придания поковке овальной формы,
фиг.4 - операция кантовки на 90° вокруг горизонтальной оси симметрии,
фиг.5 - операция повторной радиальной осадки, после поворота на 90° вокруг вертикальной оси.
Способ реализуется следующим образом. Слиток осаживают, прошивают и раскатывают на оправке 1 до получения поковки 2 диаметром D>B, где В - расстояние между колоннами пресса. Затем бойком 3 производят радиальную осадку обжатием, превышающим D-В. Тем самым получают поковку овальной формы, поперечный размер которой в самой узкой части (по малой оси симметрии поперечного сечения) меньше межколонного расстояния. Далее поковку кантуют на 90° вокруг горизонтальной оси симметрии. Поковка принимает положение, при котором большая ось симметрии поперечного сечения становится вертикальной. Затем поковку разворачивают вокруг этой оси на 90° и производят повторную радиальную осадку на ту же величину. При этом поковка вновь принимает круглую форму, а ее положение под прессом позволяет ее легко извлечь.
Пример. Способ был реализован на прессе усилием 120 МН, у которого межколонное расстояние В=5650 мм. Предварительно осадкой, прошивкой и раскаткой на оправке была откована кольцевая заготовка из стали 15Х2НМФА следующих размеров: наружный диаметр 4800 мм, внутренний диаметр 3200 мм, высота 1600 мм, масса 126 т. Заготовка была нагрета до температуры 1220°С. Далее произвели раскатку заготовки на оправке до наружного диаметра D=5700, т.е. до диаметра, превышающего расстояние между колоннами. Затем осуществили радиальное обжатие на 180 мм, при этом заготовка приняла овальную форму, малая (вертикальная) ось которой стала равна 5520 мм. При помощи манипулятора и оправки поковку скантовали на 90° вокруг продольной оси симметрии, после чего она приняла положение, при котором ширина заготовки 5520 мм стала меньше расстояния между колоннами пресса, что позволило извлечь ее из-под пресса. Далее при помощи крана поковку развернули на 90° вокруг вертикальной оси и вновь при помощи стола подали под пресс. Повторным радиальным обжатием на 180 мм поковке придали круглую форму. Окончательные размеры: наружный диаметр 5700 мм, внутренний диаметр 4530 мм, высота 1670 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННОСТОЙКОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2022 |
|
RU2792019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 2005 |
|
RU2286862C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| Способ изготовления полых цилиндрических изделий | 1988 |
|
SU1540918A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Инструментальный узел ковочного пресса | 1990 |
|
SU1701565A1 |
| Способ изготовления полых изделий | 1985 |
|
SU1286333A1 |
| Способ изготовления кольцевых изделий | 2021 |
|
RU2780796C1 |



Изобретение относится к кузнечному производству и может быть использовано при изготовлении крупногабаритных колец и обечаек, наружный диаметр которых превосходит межколонное расстояние пресса. Способ включает осадку, прошивку и раскатку на оправке. После раскатки поковке придают овальную форму путем радиальной осадки обжатием не меньшим, чем D-B, где D - наружный диаметр поковки, В - межколонное расстояние пресса в направлении, перпендикулярном оси поковки. Затем поковку кантуют на 90° вокруг ее продольной оси и разворачивают на 90° вокруг вертикальной оси. Далее производят повторную радиальную осадку на ту же величину, придавая поковке круглую форму. В результате обеспечивается возможность изготовления поковок колец на обычном оборудовании без изготовления дополнительных специальных приспособлений. 5 ил.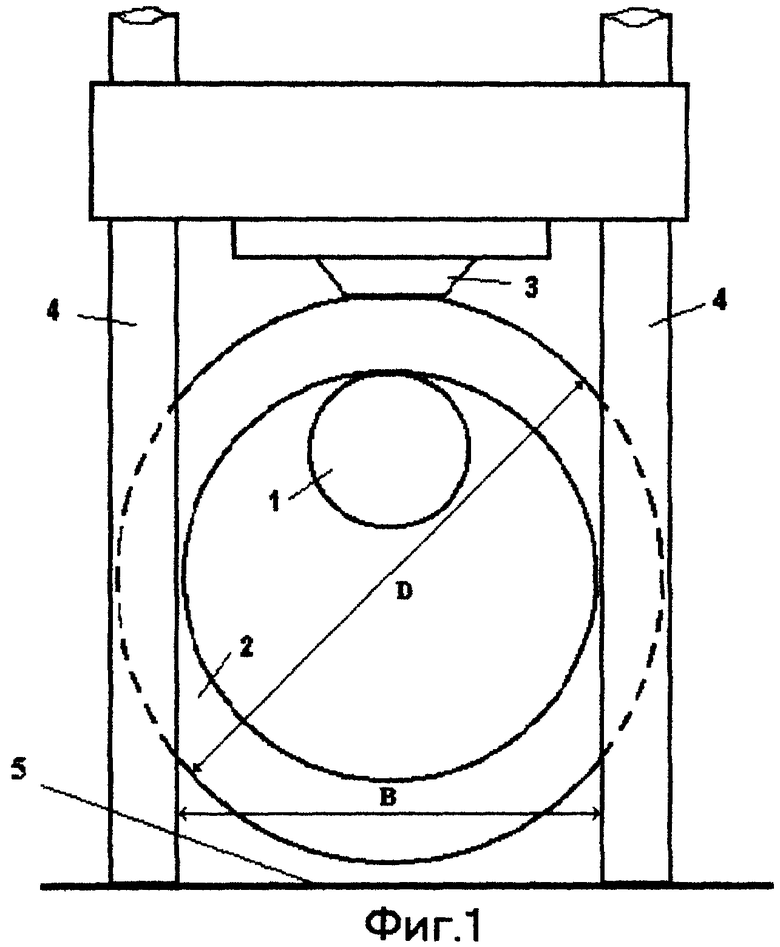
Способ ковки крупногабаритных колец, включающий осадку, прошивку и раскатку на оправке, отличающийся тем, что после раскатки поковке придают овальную форму путем радиальной осадки обжатием, не меньшим, чем D-B, где D - наружный диаметр поковки, В - межколонное расстояние пресса в направлении, перпендикулярном оси поковки, затем поковку кантуют на 90° вокруг ее продольной оси, разворачивают на 90° вокруг вертикальной оси и производят повторную радиальную осадку на ту же величину, придавая поковке круглую форму.
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ БАНДАЖЕЙ | 0 |
|
SU375125A1 |
| Способ изготовления кольцевых изделий | 1983 |
|
SU1209348A1 |
| Способ изготовления полых цилиндрических изделий | 1988 |
|
SU1540918A1 |
| КОМБИНИРОВАННАЯ ТРУБА | 2001 |
|
RU2208734C2 |

