Изобретение относится к обработке металлов давлением и може быть использовано в кузнечно-штамповочном производстве преимущественно для ковки крупногабаритных поковок типа колец, бандажей и цилиндр из цветных сплавов.
Существующие способы изготовления крупногабаритных кольцевых поковок из цветных сплавов включают свободную осадку сплошных слитков, прошивку отверстия и последующую раскатку заготовок на оправке. Известен способ изготовления крупногабаритных кольцевых поковок из полых слитков, состоящий в следующем. Слиток нагревают до ковочной температуры, в имеющееся осевое отверстие вводят оправку и производят осадку заготовки. Осаженный блок вместе с оправкой подают на опоры и раскатывают обжатием. В случае короткой
оправки ее проталкивают (прошивают), а раскатку производят обычным способом. Ковка заготовок из полого слитка известным способом имеет ограниченное применение, так как в большинстве случаев требуются слитки с большим отношением высоты заготовки к толщине, а при относительном радиусе поверхности раздела течения ц 1 происходят потеря устойчивости заготовки и образование складок на внутренней поверхности, переходящих в зажимы и трещины при дальнейшей раскатке.
Целью изобретения является повышение качества кольцевых поковок за счет снижения количества дефектов (в виде наружных, внутренних трещин и складок) и повышение механических свойств деформированного сплава.
XI СО 00 4
о ел
Цель достигается тем, что слиток нагревают до температуры на 8-12% ниже значений верхнего предела ковочной температуры, помещают его в контейнер с обеспечением суммарного зазора между стенками контейнера и слитком не более 20% наружного диаметра слитка и осаживают со степенью деформации не менее 25% до заполнения внутренней полости контейнера.
Нагрев слитка до температуры на 8- 12% ниже ковочной и осадка его в контейнере со степенью деформации 25% позволяют в достаточной степени проде- формировать литую структуру сплава, тем самым повысить технологическую пластичность и механические свойства осаженной заготовки, что в дальнейшем на операциях ковки позволяет значительно снизить или полностью исключить трещины и надрывы металла на кольцевых заготовках. Суммарный зазор между внутренним диаметром контейнера и слитком в 20% от наружного диаметра слитка, а также полное заполнение внутренней полости слитка и последующая прошивка полым прошивнем гарантируют получение поковки без внутренних зажимов.
Наличие отличительных признаков по сравнению с прототипом подтверждает новизну заявленного способа.
Среди известных технических решений не обнаружены признаки, сходные с признаками, отличающими заявленное решение от прототипа, поэтому оно удовлетворяет критерию существенные отличия.
В зависимости от габаритных размеров заготовки, необходимой для ковки кольцевой поковки, осадку в контейнере производят с оправкой, введенной во внутреннюю полость слитка, или без нее.
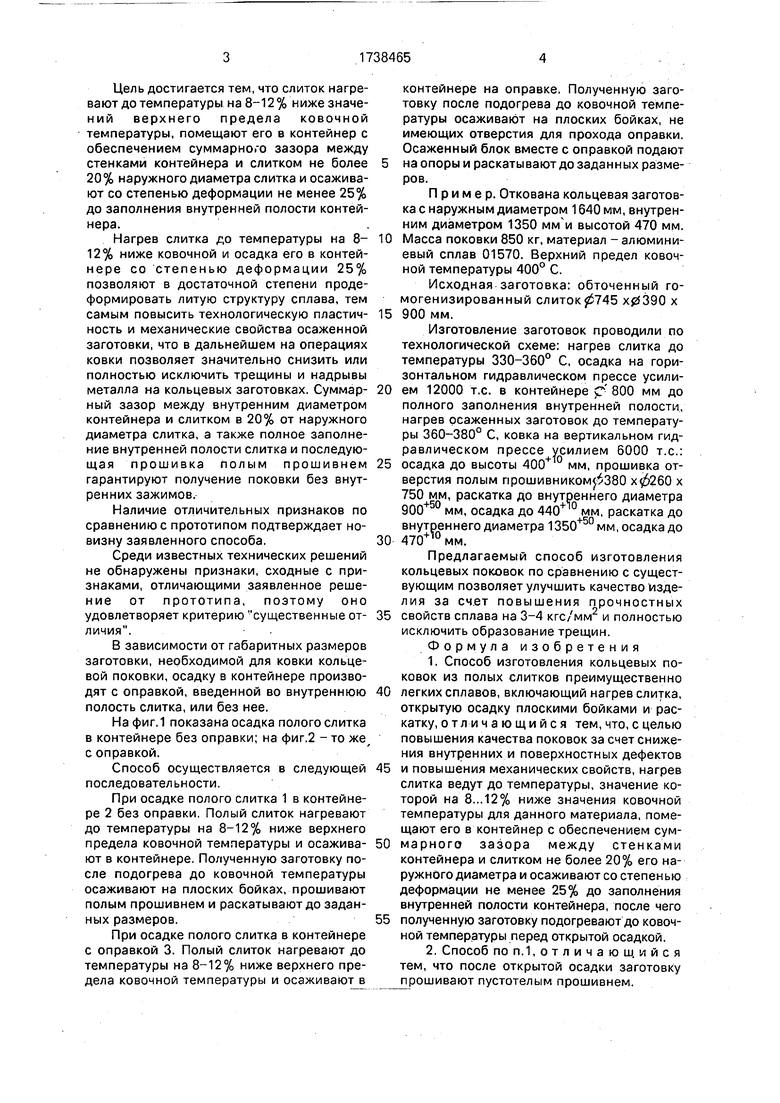
На фиг.1 показана осадка полого слитка в контейнере без оправки; на фиг.2 - то же, с оправкой.
Способ осуществляется в следующей последовательности.
При осадке полого слитка 1 в контейнере 2 без оправки. Полый слиток нагревают до температуры на 8-12% ниже верхнего предела ковочной температуры и осаживают в контейнере. Полученную заготовку после подогрева до ковочной температуры осаживают на плоских бойках, прошивают полым прошивнем и раскатывают до заданных размеров.
При осадке полого слитка в контейнере с оправкой 3. Полый слиток нагревают до температуры на 8-12% ниже верхнего предела ковочной температуры и осаживают в
контейнере на оправке. Полученную заготовку после подогрева до ковочной температуры осаживают на плоских бойках, не имеющих отверстия для прохода оправки. Осаженный блок вместе с оправкой подают
на опоры и раскатывают до заданных размеров.
Пример. Откована кольцевая заготовка с наружным диаметром 1640 мм, внутренним диаметром 1350 мм и высотой 470 мм.
0 Масса поковки 850 кг, материал - алюминиевый сплав 01570. Верхний предел ковочной температуры 400° С.
Исходная заготовка: обточенный гомогенизированный слиток 745 Х0390 х
5 900 мм.
Изготовление заготовок проводили по технологической схеме: нагрев слитка до температуры 330-360° С, осадка на горизонтальном гидравлическом прессе усили0 ем 12000 т.е. в контейнере р 800 мм до полного заполнения внутренней полости, нагрев осаженных заготовок до температуры 360-380° С, ковка на вертикальном гидравлическом прессе усилием 6000 т.е.:
5 осадка до высоты 400 мм, прошивка отверстия полым прошивником ЗЗО х$260 х 750 мм, раскатка до внутреннего диаметра 900+5° мм, осадка до 440 мм, раскатка до внутреннего диаметра 1350+5° мм, осадка до
0 470+10мм.
Предлагаемый способ изготовления кольцевых поковок по сравнению с существующим позволяет улучшить качество изделия за счет повышения прочностных
5 свойств сплава на 3-4 кгс/мм2 и полностью исключить образование трещин. Формула изобретения
1.Способ изготовления кольцевых поковок из полых слитков преимущественно
0 легких сплавов, включающий нагрев слитка, открытую осадку плоскими бойками и раскатку, отличающийся тем, что, с целью повышения качества поковок за счет снижения внутренних и поверхностных дефектов
5 и повышения механических свойств, нагрев слитка ведут до температуры, значение которой на 8...12% ниже значения ковочной температуры для данного материала, помещают его в контейнер с обеспечением сум0 марного зазора между стенками контейнера и слитком не более 20% его наружного диаметра и осаживают со степенью деформации не менее 25% до заполнения внутренней полости контейнера, после чего
5 полученную заготовку подогревают до ковочной температуры перед открытой осадкой.
2.Способ по п. 1,отличающийся тем, что после открытой осадки заготовку прошивают пустотелым прошивнем.
1738465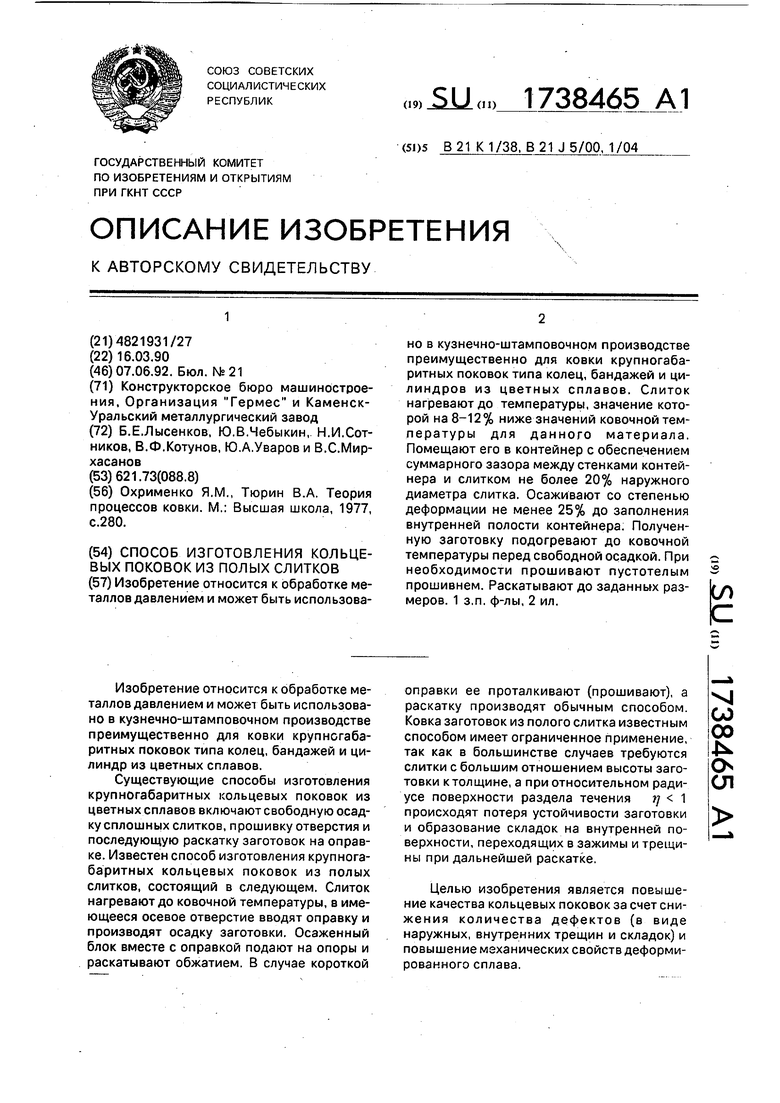
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве преимущественно для ковки крупногабаритных поковок типа колец, бандажей и цилиндров из цветных сплавов. Слиток нагревают до температуры, значение которой на 8-12% ниже значений ковочной температуры для данного материала. Помещают его в контейнер с обеспечением суммарного зазора между стенками контейнера и слитком не более 20% наружного диаметра слитка. Осаживают со степенью деформации не менее 25% до заполнения внутренней полости контейнера. Полученную заготовку подогревают до ковочной температуры перед свободной осадкой. При необходимости прошивают пустотелым прошивнем. Раскатывают до заданных размеров. 1 з.п. ф-лы, 2 ил. Ј
Фиг. 2
Редактор Т. Юрчикова
Составитель Ю. Чебыкин
Техред М.МоргенталКорректор М. Демчик
| Охрименко Я.М., Тюрин В.А | |||
| Теория процессов ковки | |||
| М.: Высшая школа, 1977, с.280. |
