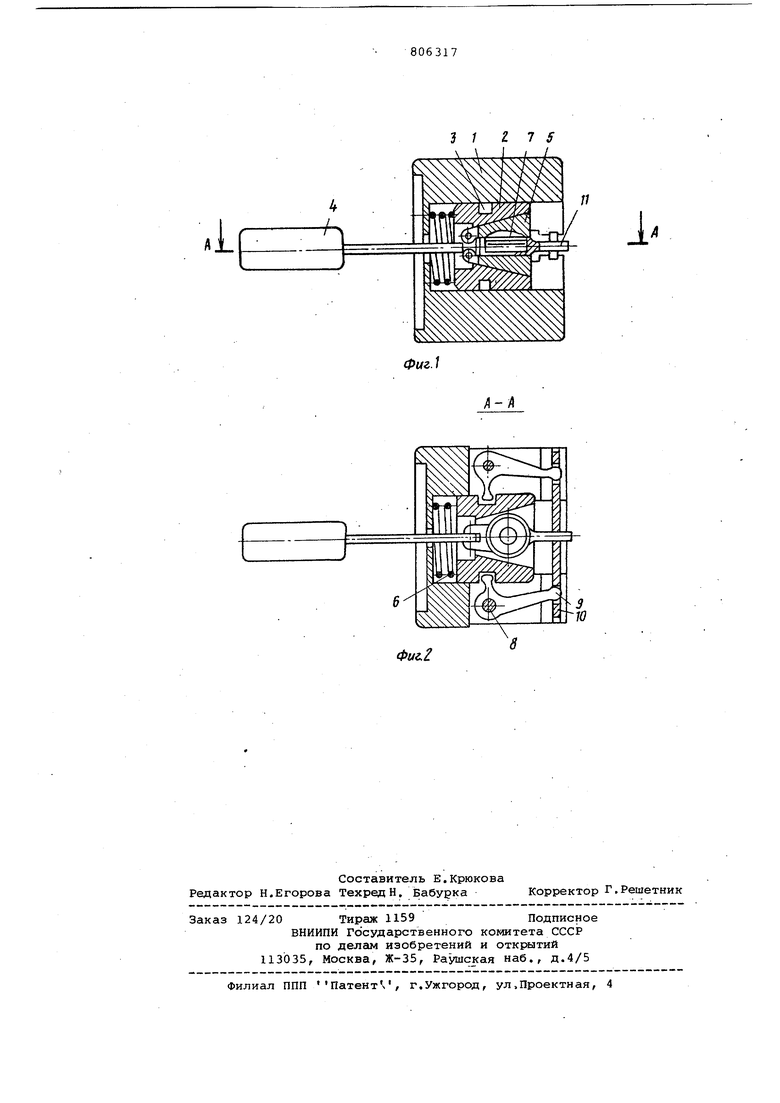
(54) ЗАЖИМНОЕ УСТРОЙСТВО нием деталей более сложной формы, где необходимо осуществить надежное зажатие по двум базовым поверхностям, в результате воздействия усилий, вектора которых должны быть перпендикулярны направлению сварочного осевого усилия. Цель изобретения - повышение надежности закрепления изделий по двум базовым поверхностям путем обеспечения расположения базирующих зажимных усилий перпендикулярно осевому сварочному усилию. С этой целью на выходном валу привода зажима изделия посредством тяги закреплен цанговый зажим, установленный внутри втулки с возможностью продольного перемещения, при это на внутренней зажимной поверхности цангового патрона закреплен радиальный фиксирующий упор. На фиг,1 изображено предлагаемое зажимное устройство на фиг.2 - сечение А-А на фиг,1. Зажимное устройство содержит поворотный корпус 1, установленную в нем втулку 2 с кольцевой канавкой 3 привод 4 зажима изделия, на котором посредством тяги закреплен цанговый зажим 5, смонтированный внутри втулки 2, которая подпружинена в осевом направлении относительно корпуса 1 пружиной 6, На внутренней зажимной поверхности цангового 5 закреплен радиальный фиксирующий упор 7. На корпусе 1 посредством шарниров 8 установлены двуплечие рычаги 9, причем один конец каждого рычага установлен в кольцевой канавке -3 втулк 2, а другой снабжен радиальным зажим ным кулачком 10. Свариваемая деталь 11 представляет собой головку реакти ной штанги автомобиля с двумя базовы ми поверхностями. Устройство работает следующим образом. В исходном положении цанговый зажим 5 выведен из втулки 2 за преде лы Kopnvca 1. Под воздействием пpsrжи ны б зажимные Кулачки 10 рычагами 9 разведены на максимальное расстояние Вручную или автоматически, например ходом автооператора загрузки (на чертеже не показан), свариваемая деталь 11 размещается в цанговом зажим 5 так, чтобы фиксирующий упор 7 вошел в расточку головки детали 11. Рабочим ходом штока привода 4 цанговый зажим 5 с деталью 1 вводится во втулку 2. Дальнейшее перемещение цан гового зажима 5 приводит к сжатию пружины 6, а рычаги 9, поворачиваясь, сводят-зажимные кулачки 10. При этом усилие зажатия детали 11 в цанговом зажиме определяется жесткостью пружины б. После соприкосновения зажимных кулачков 10 с деталью 11 (одной из ее базовых поверхностей) втулка 2 фиксируется рычагами 9 относительно корпуса 1, а вторая базовая поверхность детали 11 окончательно закрепляется в цанговом зажиме при воздействии полного-усилия привода 4. Это же усилие через кольцевую канавку 3 и рычаги 9 окончательно закрепляет деталь 11 по первой базовой поверхности. С завершением цикла сварки обратНым ходом штока привода 4 пружина б, разжимаясь, перемещает втулку 2, которая поворачивает рычаги 9, разводя зажимные кулачки 10 На максимальное расстояние от детали 11. Тем саким становится возможным перемещение цангового зажима 5 за пределы корпуса 1 устройства в исходное положение. Предлагаемое зажимное устройство позволяет расширить номенклатуру сварных узлов для перевода на сварку трением,поскольку оно обеспечивает надежное закрепление деталей сложной формы по двум базовым поверхностям, в которых базировка должна осуществляться в результате воздействия усилий, вектора которых перпендикулярны направлению сварочного осевого усилия. В зтом случае привод осевого усилия машины может быть использован не только как источник .создания сварочного соединения, но и как привод базирования в зажимном устройстве деталей сложной формы. Кроме того, на основе предлагаемого устройства возможна разработка широко применяемых на практике элемент.ов зажимной конструкции, в частности цангового и рычажного патронов, что обеспечивает высокую надежность и работоспособность устройства в условиях длительной эксплуатации,а также возможно использование устройства в оборудовании с полной автоматизацией технологического процесса сварки, включая загрузку деталей. Формула изобретения Зажимное устройство, преимущественно машин для сварки трением,содержащее поворотный, корпус с установленной в нем с возможностью продольного перемещения втулкой и с шарнирно смонтированными в корпусе двуплечими рычагами, одно из плеч каждого рычага закреплено на втул- ке, а другое снабжено радиальным зажимным кулачком, а также привод зажима изделия, отличающе-е с я тем, что, с целью повышения надежности закрепл.ения изделий по двум базовым поверхностям, на выходном валу привода зажима изделия смонIтирован установленный во втулке с возможностью продольного перемещения цанговый зажим с закрепленным на его внутренней зажимной поверхности радиальным фиксирующим упором для изделия.
1
А
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1978 |
|
SU727387A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Универсальный патрон | 1990 |
|
SU1814993A1 |
| УСТРОЙСТВО И СПОСОБ ЗАМЫКАНИЯ КОНТАКТОВ СВАРОЧНОЙ ПРОВОЛОКИ И ТОКОПОДВОДЯЩИЙ ЗАЖИМ | 2009 |
|
RU2477677C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Зажимное устройство машины для сварки трением | 1985 |
|
SU1311889A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
Фиг,2
