(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ФЛАНЦЕВ
С ОБЕЧАЙКОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку фланцев с обечайкой | 1981 |
|
SU1018837A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Зажимное устройство | 1984 |
|
SU1143559A1 |
| Установка для сборки под сварку обечайки с фланцем | 1982 |
|
SU1063569A1 |
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Рычажный прижим для сборки под сварку | 1985 |
|
SU1311897A1 |
| Устройство для сборки и сварки обечаек с фланцами | 1982 |
|
SU1082599A1 |
| Устройство для сборки трубчатых элементов с деталями | 1990 |
|
SU1719182A1 |
1
Изобретение относится к сборочным устройствам и может быть использовано при выполнении сварочных работ на различных предприятиях машиностроительной промышленности, например при сборке и сварке фланцев картера заднего моста с корпусом заднего моста грузового автомобиля и обечайками.
Известно устройство для сборки под сварку фланцев с корпусом, содержащее поворотную подпружиненную планшайбу и зажим для фланца, выполненный в виде фиксирующего пальца с зашелкой 1.
Центрирование привариваемого фланца осуществляется фиксирующим пальцем по технологическому отверстию в нем, а зажим фланца защелкой и прижимом.
Однако фиксация фланца относительно корпуса может быть произведена лишь при наличии технологического отверстия в нем, а в случае его отсутствия, необходимо пробивать базовое отверстие во фланце.
Кроме того, после сварки это отверстие необходимо заглущить и герметично заварить. К тому же, указанное устройство непригодно для сварки глухих фланцев, не
имеющих базовых отверстий для зажима и центрирования.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для сборки под сварку фланцев с обечайкой, содержащее поворотную планщайбу и установленный с возможностью перемещения вдоль оси планщайбы прижим 2.
Однако данное устройство не обеспечивает необходимой точности центрирования фланца относительно корпуса обечайки, что снижает качество соединения.
Целью изобретения является повышение точности центрирования фланца относительно обечайки.
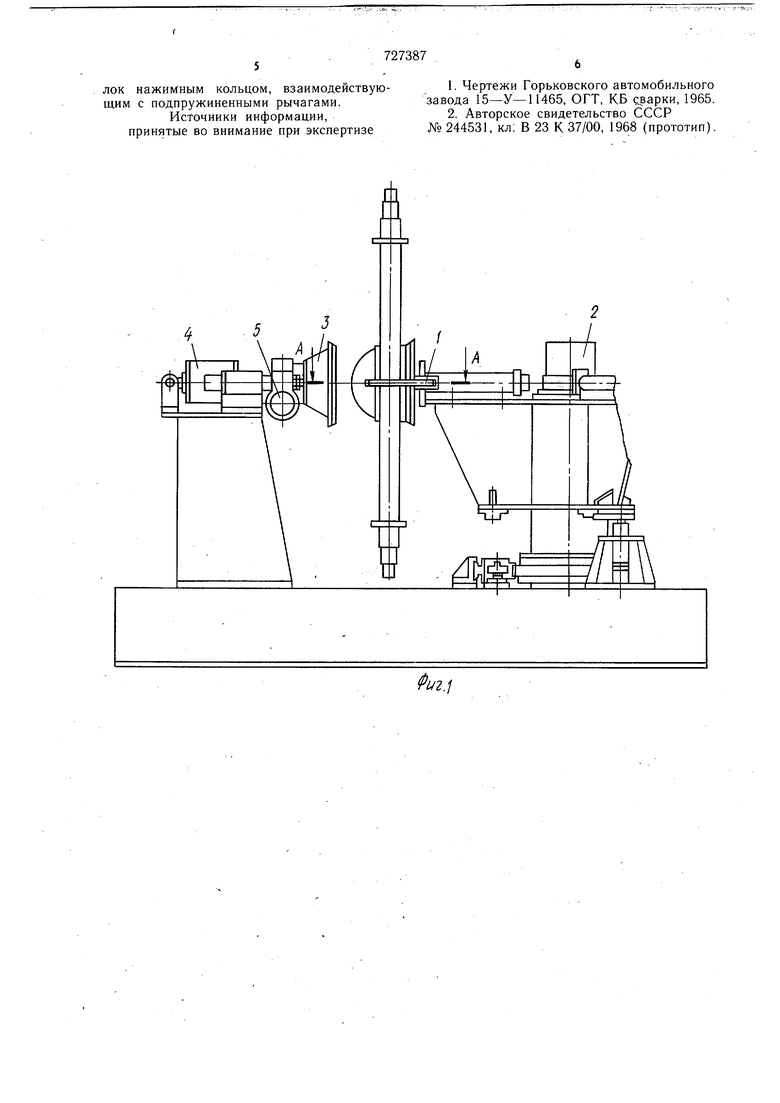
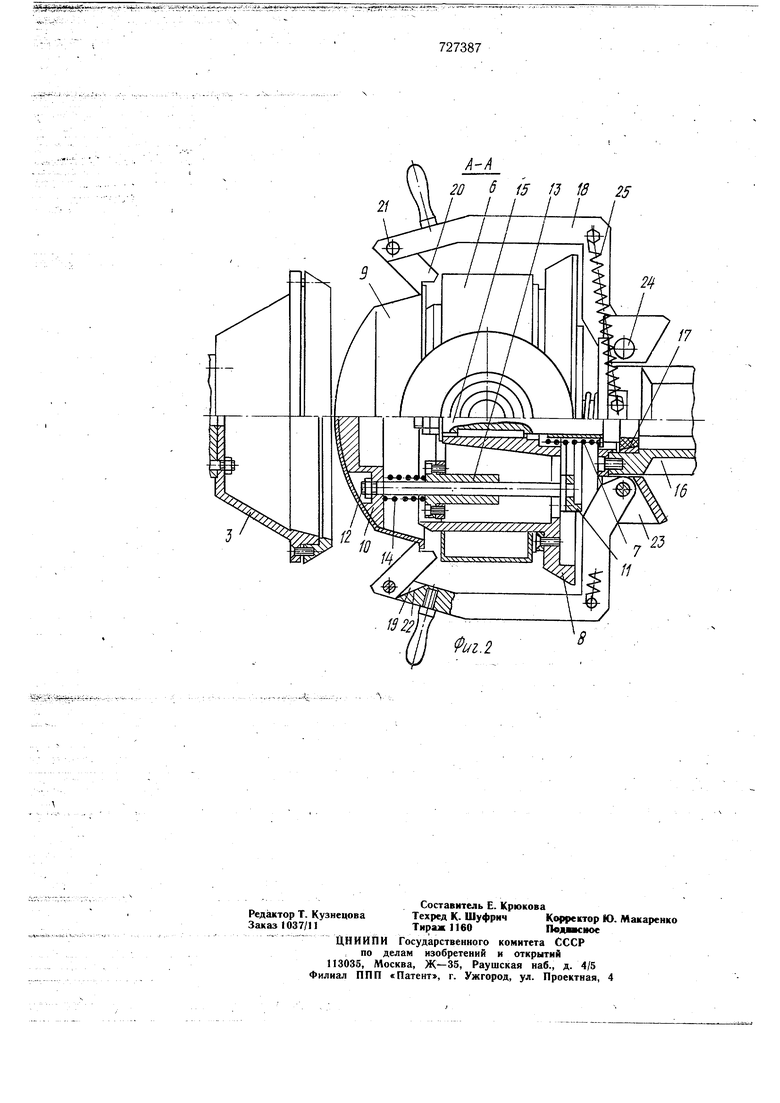
С этой целью на планшайбе смонтированы подпружиненные рычаги с поворотными зажимными кулачками для фланца, взаимодействующими с прижимом, и упорами для ограничения поворота зажимных кулачков, а также подпружиненные скалки, установленные параллельно оси планщайбы с возможностью продольного перемещения и оснащенные жестко закрепленной на одном из концов всех скалок, оправкой для фланца и смонтированным на другом конце скалок нажимным кольцом, взаимодействующим с подпружиненными рычагами. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А фиг, 1. Устройство 1 (см. фиг. 1) крепится на многопозиционном столе 2 сварочной машины. Оно снабжено поворотным прижимом 3, связанным с силовым цилиндром 4 и приводом вращения 5. Одна из свариваемых деталей 6 (обечайка) базируется на подпружиненном пружиной 7 корпусе 8 планщайбы, а другая (сферический фланец) 9- на сферической оправке 10. Оправка для фланца и нажимное кольцо 11 жестко связаны между собой направляющими скалками 12, расположенными в направляющих втулках 13, на корпусе 8, и подпружинены пружинами 14. Корпус 8 планщайбы посажен на вал 15 и подвижен относительно последнего в осевом направлении. Вал смонтирован в основании 16 на подшипниках 17. Для удержания фланца 9 на оправке 10 предназначены рычаги 18, в пазах 19 которых установлены поворотные зажимные кулачки 20, щарнирно закрепленные на осях 21. Для обеспечения поворота кулачков толы{ вовнутрь пазы выполнены с упорами 22. Рычаги 18 крепятся в проущинах кронщтейна 23 основания 16 на осях 24 и подпружинены пружинами 25. Устройство работает следующим образом. На одной из позиций поворотного стола 2 производится установка свариваемых деталей 6 на поворотном корпусе 8 планщайбы и фланца 9 на сферической оправке 10. Для удержания фланца 9 вручную подводятся рычаги 18 с зажимными кулачками 20, причем кулачки имеют возможность поворота на осях 21 только вовнутрь. Установка фланца 9 производится с зазором относительно привариваемой детали 6, необходимым для отвода кулачков 20 и рычагов 18. В этом положении .кулачки упираются в упоры 22 паза 19 и являются упорами и зажимами для фланца 9, устанавливаемого на подпружиненную оправку 10. После поворота стола 2 напозицию сварки включается силовой цилиндр 4, связанный с прижимом 3. Последний надвигается на фланец 9, взаимодействуя с кулачками 20. Кулачки, поворачиваясь по ходу перемещения прижима вокруг оси 21 вовнутрь, перемещают фланец, а последний перемещает оправку 10 со связанными-с ней скалками 12 и нажимным кольцом II,сжимая пружины 14. Суммарное усилие сжатия пружин 14 меньще чем пружины 7, взаимодействующей с корпусом 8 планщайбы. В тот момент, когда кулачки 20 сходят с фланца 9, прижим 3, поджимает фланец к оправке 10, обеспечивая его центрирование и удержание. При дальнейщем перемещении прижима прижимное кольцо 11 находит на скосы рычагов 18, заставляя последние поворачиваться йокруг осей 24 в проущинах кронщтейна 23 и выводя их из зоны вращения детали 6. В этот момент фланец 9 своим торцом поджимается к свариваемой детали 6, есколько сжимая пружину 7. Дальнейший отвод рычагов до упора производится пружинами 25 в тот момент, когда оси пружин переходят через оси 24 вращения рычагов. Включается привод вращения 5 прижима 3, воздействующий на вращение закрепленных деталей 6 и 9. Производится сварка. После сварки деталей 6 и 9 (обечайки и фланца) прижим 3 отводят назад,и многопозиционный поворотный стол 2 поворачивается на позицию выгрузки, а одновременно на позицию сварки приходит с позиции загрузки устройство 1 с деталями 6 и 9, установленными . под сварку. Цикл повто-, ряется. Выполнение подпружиненного подвижного корпуса планщайбы со скалками, перемещающимися вдоль оси последней, одни из концов которых оснащены оправкой, а другие концы снабжены нажимным кольцом, взаимодействующим с пqдпpyжинeнными рычагами закрепленными на кулачки, позволяет производить центрирование и зажим под сварку глухих конических и сферических полых деталей типа фланцев без отверстий для их фиксации, что, в свою очередь, устраняет операцию по пробивке технологического отверстия во фланце, исключает операцию по заварКе указанного отверстия, что повыщает точность центрирования, а следовательно качество свариваемой детали. Формула изобретения Устройство для сборки под сварку фланцев с обечайкой, содержащее поворотную планщайбу и установленный с возможностью перемещения вдоль оси планщайбы прижим, отличающееся тем, что, с целью повыщения точности центрирования фланца относительно обеч,айки на планщайбе смонтированы подпружиненные рычаги с поворотными зажимными кулачками для фланца, взаимодействующими с прижимом, и упорами для ограничения поворота зажимных кулачков, а также подпружиненные скалки, установленные параллельно оси планщайбы с возможностью продольного перемещения и оснащенные жестко закрепленной на одном из концов всех скалок, оправкой для фланца и смонтированным на другом конце скалок нажимным кольцом, взаимодействующим с подпружиненными рычагами.
Источники информации, принятые во внимание при экспертизе
№ 244531, кл: В 23 К 37/00, 1968 (прототип). 2 S 15 /J W I I I I 25 I
