(54) ПРЕСС-КОМПОЗИЦИЯ НА ОСНОВЕ ГИДРОЛИЗНОГО ЛИГНИНА
Смазыэающее вещество.1-2
Краси1 ель 1-2 и при весовом соотношении слоев 9296:4-8 соответственно.
Для. приготовления второго слоя пресс-композиции j используют резольный полимеру фбнолформальдегидный форполимер марки ФРВ-2, новолачный фенолформальдегидный форполимер 18, фенОлформальдегидный клей ВИАМ-Б. В качестве минерального наполнителя используют кварцевый песок; в качестве органического наполнителя трудногидролизуемые. полисахариды из древесного гидролизного лигнина, скоп, древесные опилки; металлического - опилки черных и цветных металлов; отвердителя и ускорителя - собственный лигнин с рН2-3 из гидролизного лигнина, уротропин, сернокислый аммоний; в качестве смаэывакщего вещества используют олеиновую кислоту; в качестве красителя - окись хрома, охра, железный сурик, сажа«
Изобретение иллюстрируется следующими примерами.
П р.и м е р 1. Тщательным смешением до получения однородной массы готовят слой из 40 вес.% резольного фенолформальдегидного форполимера марки ФРВ-2; 55 вес.% наполнителя (22 вес.% опилки черных металлов дисперсностью менее 5 мм + 22 вес.% кварцевый песок дисперностью менее 5 мм +11 вес.% трудногидролизуемых оставшихся полисахаридов волокнистой структуры из древесного гидролизно-го лигнина) ; 2 ьес.% смазывающего вещества (олеино Bdk кислота); 1 вес.% красителя (окись хрома). Далее в матрицу пресс-фйрмы вводят порошкообразный облицовочный слой (равный в каждой пресскомпозиции, соответственно, 3, 4, 6, 8 и 10 вес.%), на который насыпают основной слой пресс-композиции (соответственно, 97, 96, 94/ 92 и 90 вес.%) . Дисперсность компонентов пресс-композиции менее 5 мм,влажность 6%. Пуансоном прессуют подготовленную пресс-композицию при и давлении 30 МПа в брикет, из которого прессуют при 180°С и давлении 15 МПа изделие.
П р и м е р 2. Тщательным смешением до получения однородной массы готовят слой из 50 вес.% спиртового раствора новолачного фенолформальдегидного форполимера 18. Н-Тагильского завода пластмасс; 45 вес.% наполнителя (18 вес.% опилки цветных металлов дисперсностью менее 5 мм + 18 вес.% кварцевый песок дисперсностью менее 5 мм + 9 вес.% скопволокнистая целлюлозная составляющая отходов бумажных производств); 2 вес.% отвердителя (уротропин); 1 вес.% смазывающего вещества (олеиновая кислота); 2 вес.% .красителя (охра или железный сурик).
В матрицу вводят основной слой пресс-КОМПОЗИ1ШИ (97, 96, 94, 92 и 90 вес.%), которую прессуют при +20 и давлении 28 МПа в брикет. На снятый из пресс-формы брикет вводят облцовочный слой пресс-композиции (соответственно, 3, 4, 6, 8 и 10 вес.%) пластообразной консистенции, приготовленный на органическом растворителе. Подготовленную пресс-композицию сушат при до остаточной {влажности облицовочного слоя 6%, затем из нее прессуют изделия при 175 и давлении 15 МПа.«
Пример 3. Тщательным смешением до получения однородной массы приготовляется облицовочный слой из 30 вес.% фенолформальдегидного кЛея ВИАМ-Б; 65 вес.% наполнителя (26 вес опилки черных г еталлов - дисперсность менее 5 мм, 26 вес.% кварцевый песок дисперсностью менее 5 мм, 13 вес,% древесные опилки дисперсностью менее 5 мм); 1,5 вес.% отвердителя (сернокислый аммоний); 2 вес.% смазывающего вещества (олеиновая кислота) ; 1,5 вес.% красителя (сажа). Далее процесс производят как в примере 1.
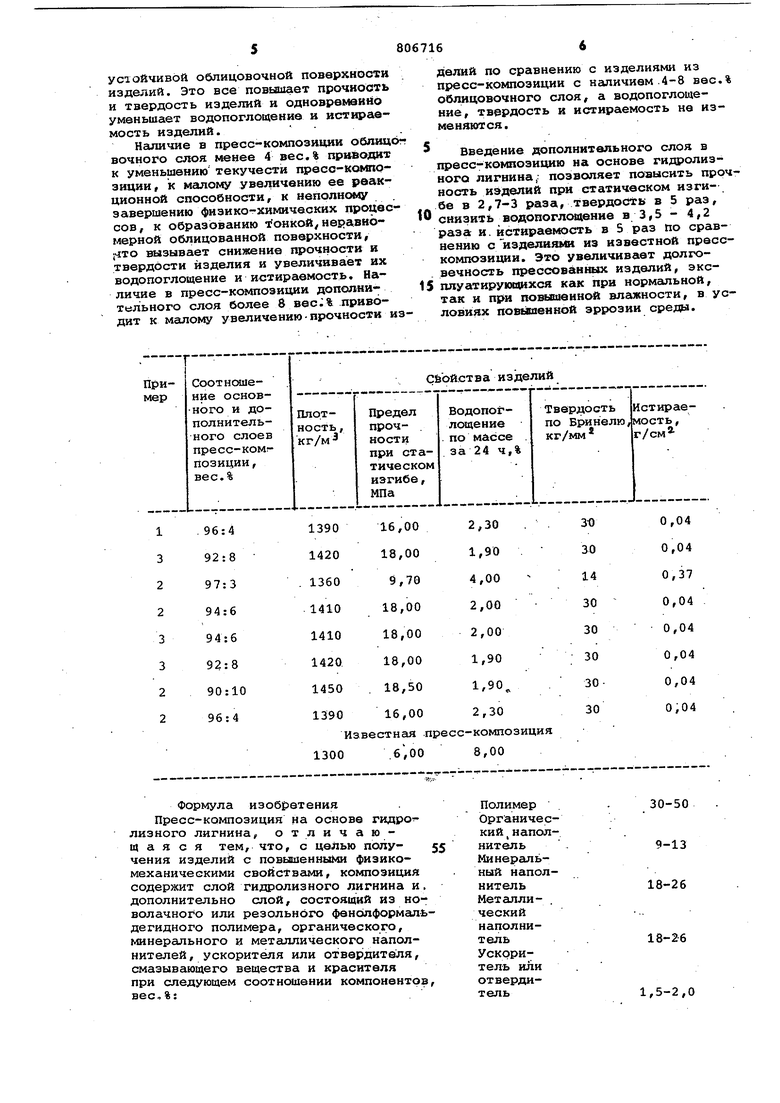
Физико-механическим испытаниям подвергают образцы с размерами 200x50x10 мм, вырезанные из листовых изделий толщиной 10 мм. Из каждой пресс-композиции испытывают по 30 .образцов.
При испытаниях определяют плотность предел прочности при статичес1 6м изгибе ,водопоглощение по массе з 24 ч,твердость по Бринелю и истираемость изделий.Результаты испытаний представлены в таблице,где приведены составы пресс-композиций, включающие граничные и оптимальные соотношения основного и дополнительного слоев пресс-композиции, состав известной пресс-композиции,а также физико-механические показатели полученных образцов изделий.Из таблицы видно,что прочностные свойства и твердость изделий из пресс-композиций с добавкой дополнительного слоя значительно превышают такие показатели изделий из одного лигнина,а водопоглощение и истираемость изделий ниже из пресс-композиций с добавкой дополнительного слоя,что является преимуществом предлагаемой пресс-композиции.
Оптимальное количество дополнительного слоя в пресс-композиции находится в пределах 4-8 вес.%. При таком количестве дополнительного слоя достигается наибольшая реакционная способность пресс-композиции что приводит к полному завершению в ней всех физико-химических процессов к получению плотной и прочной монолитной структуры-И твердой, износеустойчивой облицовочной поверхности изделий. Это все повышает прочность и твердость изделий и одновременно уменьшает водопоглощение и испфаемость изделий.
Нсшичие в пресс-композиции облицо вочного слоя менее 4 вес.% прккводит к уменьшению текучести пресс-композиции, к мгшому увеличению ее реакционной способности, к неполисжу завершению физико-химических процес сов, к образованию п онкой неравномерной облицованной поверхности, viTO вызывает снижение прочности и твердости изделия и увеличивает их водопоглощение и истираемость. Наличие в пресс-композиции дополнительного слоя более 8 вес;% приводит к малому увеличениюпрочности изделий по сравнению с изделиями из пресс-композиции с наличием .4-8 вес.% облицовочного слоя, а водопоглощение, твердость и истираемость не изменяются.
Введение дополнительного слоя в пресс-композицию на основе гидролизного лигнина,; позволяет повысить прочность изделий при статическом изгибе в 2,7-3 раза, твердость в 5 раз,
снизить водопоглос ение в 3,5 - 4,2 раза и. истираемость в 5 раз по сравнению с изделиями из известной прессКОМПОЗИШ1И. Это увеличивает долго. вечность прессованных изделий, экс15 плуатируюцихся как при нормальной, так и при повышенной влажности, в условиях повешенной эррозии среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресскомпозиция на основе гидролизного лигнина | 1979 |
|
SU857192A1 |
| Сырьевая смесь для изготовления теплоизоляционных изделий | 1983 |
|
SU1131856A1 |
| Пресс-композиция на основе гидро-лизНОгО лигНиНА | 1979 |
|
SU812809A1 |
| Пресс-масса для изготовления облицовочного слоя древесно-стружечных плит | 1982 |
|
SU1065450A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕСС-МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОГО СЛОЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1996 |
|
RU2132769C1 |
| ПОЛИМЕРНАЯ ПРЕСС-КОМПОЗИЦИЯ | 1991 |
|
RU2022985C1 |
| СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2623754C1 |
| Пресскомпозиция на основе гидролизного лигнина | 1979 |
|
SU854962A1 |
| Композиция для облицовки | 1976 |
|
SU697448A1 |
| СВЯЗУЮЩЕЕ ДЛЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2086518C1 |
2,30. . 3t)0,04
1,90 300,04
4,00 140,37
2,00300,04
2,00300,04
1,90300,04
1,90 30-0,04
2,30300,04 Известная .пресс-композиция
7806716 8
: Смазываю-1. Автосюкое свидетельство СССР
1дее вещество 1,0-2,0 376419, кл. С 08 Н 5/02, 1966. Краситель 1,0-2,0
и при весовом соотношении слоев92- 2. Минин А. Н. Технология пьезо-96:4-8 соответственно.термопластиков. М., Лесная промышИсточники информгщии, ленность, 196S, с. 256-259 (протопринятые во внимание при экспертизе,тип).
