(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2702650C1 |
| Устройство для фиксации катодной штанги | 1978 |
|
SU846613A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ АКТИВАЦИИ ПИТЬЕВОЙ И ОРОСИТЕЛЬНОЙ ВОДЫ | 2004 |
|
RU2252920C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДНЫХ РАСТВОРОВ СОЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366616C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ РЕАКТОР | 2014 |
|
RU2586560C2 |
| ПРОТОЧНЫЙ ЭЛЕКТРОАКТИВАТОР ВОДЫ | 2006 |
|
RU2323890C1 |
| ПРОТОЧНЫЙ ЭЛЕКТРОАКТИВАТОР ВОДЫ | 2007 |
|
RU2331589C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ | 1992 |
|
RU2042639C1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ МОДУЛЬНАЯ ЯЧЕЙКА ДЛЯ ОБРАБОТКИ РАСТВОРОВ ЭЛЕКТРОЛИТОВ | 2007 |
|
RU2350692C1 |
| Устройство для торцового электроалмазного шлифования | 1983 |
|
SU1189613A1 |

t
Изобретение относится к электрохимической обработке и может быть использовано при электрохимической .обработке труб и других тел вращения при биполярном подводе электрического тока.
Известна установка для обработки наружной поверхности труб с контактным подводом тока .
Недостатком установки является сложность обработки концов труб, так как для обеспечения непрерывности процесса обработки концы труб соединяются с помощью патрубков. Кроме того, ток к трубе подводится с помощью скользящего контакта, поэтому в зоне контакта возможно искрение вплоть до образования дуги. Поверхность трубы при этом приходит в негодность, возможен даже сквозной прожог стенки
Известна установка для электрохимической обработки йаружной поверхности труб с биполярным подводом тока, содержащая электролизер, электроды, источник тока и транспортирующий механизм.
Установка выполнена в виде цилиндрической камеры, которая разделена по длине на катодную р анодную зоны резиновыми прокладками. В катодной
зоне электродом является корпус камеры, который во избежание разрушения внутри футерован свинцом. В анодной зоне катод выполнен цилиндрическим. Таким в каждый момент времени происходит полирование отрезка-трубы, находящегося в анодной зоне и катодной обработка соседнего участка длины трубы. Для обеспечения непрерывности процесса концы труб соединяют спутниками-патрубками (2. Однако качество обработки поверхности труб невысокое .в связи с тем, что происходит значительное наводораживание поверхности трубы в катодной зоне;, из-за сильного разогрева трубы в катодной зоне происходит образование на поверхности окисного слоя, трудноудаляемого при следу.ющей
обработке в анодной зоне, что вызы- . вает брак по дефектам поверхности, имечуемый цвета побежалости;сложно обрабатывать ,онцы труб из-за наличия спутников-патрубков; малая производительность процесса.
Цель изобретения - улучшение качества обработки н,аружной поверхности труб и интенсификация процесса обработки.
Для достижения поставленной цели в известной установке для электрохимической полировки труб электроды выполнены в виде полуокружностей, разделенных изоляторами и подключаемых к разноименным полюсам источника тока, а транспортирующий механизм выполнен в виде роликов, установленf ных под углом к технологической оси и электрического блока с бегущим магнитным полем.
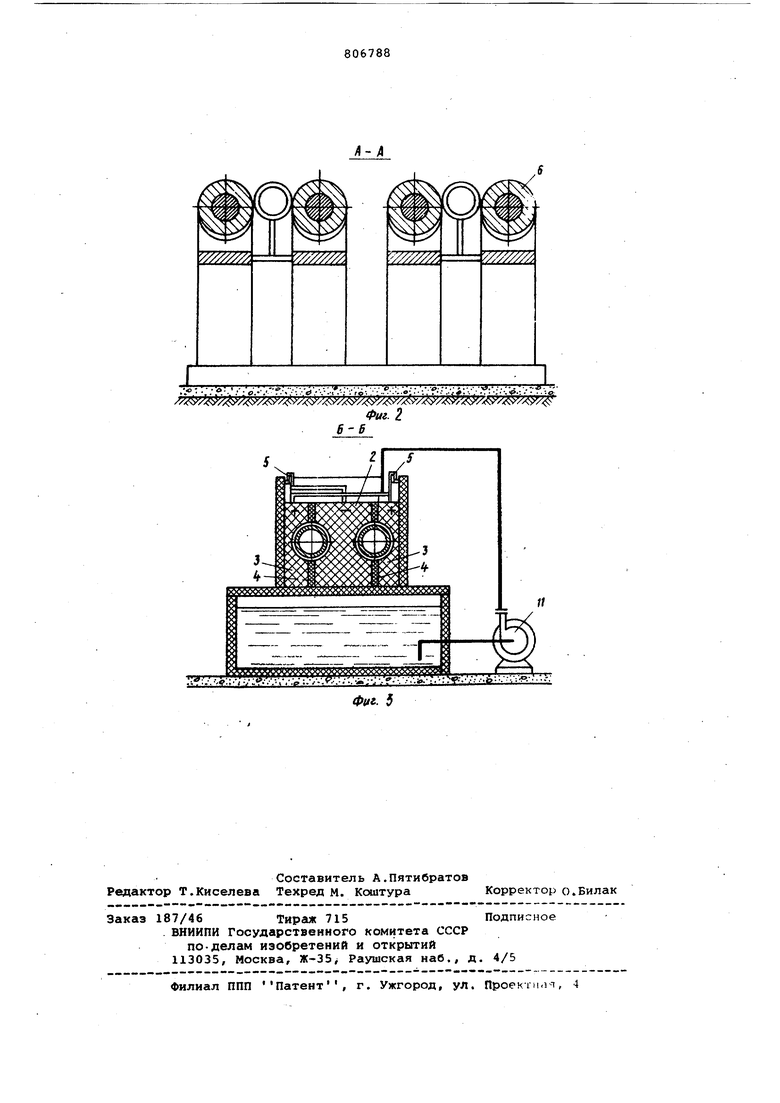
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство состоит из цилиндрической камеры 1 для электрохимической обработки, в которой установлены электроды: анод 2 и катод 3, разделенные изолятором 4. Токоподводы 5 вынесены выше уровня электролита. Цилиндрические ролики 6 с осями, развернутыми относительно технологической оси, и статорные обмотки 7 обеспечивают вращение и поступательное пере1Лёщение трубы во время обработки в стенках камеры устансЗвлены проводники 8 для центрирования трубы. Пневмоцилиндр 9 служит для перемещения статорной обмотки 7. В состав устройства входит ванна 10 для промывки и насос 11..
Устройство работает следующим образом.
Трубу укладывают на упоры между роликами 6, задающими трубе поступательное движение. Пневмоцилиндр 9 перемещает статорную обмотку 7 вправо и труба попадает в бегущее электрическое поле, под действием которого она вращается со скоростью 7080 об/мин и поступает в камеру 1 электрохимической обработки, а пневмоцилиндр возвращает статорную обмотку в исходное положение.. При прохождении трубы через камеру 1 происходит обработка ее поверхности. Труба вращается и за каждый оборот дважды меняет полярность. Вращение трубы в камере
позволяет интенсифицировать процесс электрохимического растворения за счет устранения диффузионных ограничений (быстрого отвода продуктов реакции и постоянного Обновления электролита у поверхности трубы). При непрерывной пррезарядке поверхности трубы не происходит наводораживания и разогрева трубы в катодной зоне. Таким образом обеспечивается равномерная качественная обра ботка. Рабочий электролит непрерывно подается в камеру. 1 насосом. Из обработки труба с помощью статорной обмотки подается на промывку в ванну 10.
5 Установку можно выполнить многониточной, например двухниточной, (фиг. 2). Это позволяет повысить производительность предлагаемой установки .
Формула изобретения
и транспортирующий механизм, отличающееся тем, что, с целью повышения качества и интенсификации процесса, электроды выполнены в виде полуокружностей, разделенных изоляторами и подключаемых к разноименным полюсам источника тока.
Источники информации, принятые во внимание при экспертизе
t-i g:::: J.i ::-;i;: . I: :°f f :L -It f; {i : : -:: {LWУx y ; ь w ;5Уx. 6-6
. ....-Л.:Л: .У.
Фиг. 2
. 5
