(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ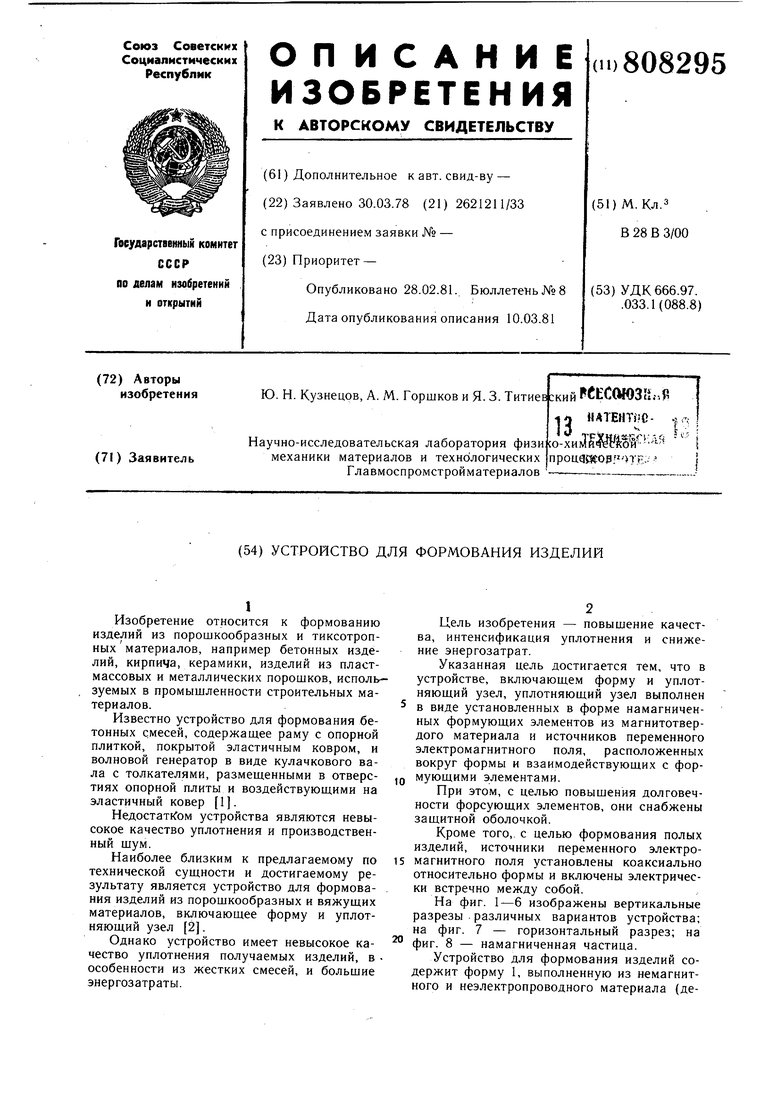
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Устройство для непрерывного прессования пластифицированных магнитных порошков | 1987 |
|
SU1496923A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2015791C1 |
| Виброударная площадка для формования трубчатых изделий из бетонных смесей | 1986 |
|
SU1373576A1 |
| Головка станка для радиального уплотнения трубчатых изделий из бетонных смесей | 1980 |
|
SU903125A1 |
| Бесконтактная торцовая синхронная машина | 1989 |
|
SU1713034A1 |
| ЭКСТРУДЕР ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ПЛИТ, ПРЕИМУЩЕСТВЕННО МНОГОПУСТОТНЫХ | 2007 |
|
RU2349449C1 |
| Электрическая машина | 1980 |
|
SU951565A1 |
| СПОСОБ ЗАПИСИ И СЧИТЫВАНИЯ КОДИРОВАННОЙ ИНФОРМАЦИИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2022365C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2072339C1 |
1
Изобретение относится к формованию изделий из порошкообразных и тиксотропныхматериалов, например бетонных изделий, кирпича, керамики, изделий из пластмассовых и металлических порошков, используемых в промышленности строительных материалов.
Известно устройство для формования бетонных смесей, содержашее раму с опорной плиткой, покрытой эластичным ковром, и волновой генератор в виде кулачкового вала с толкателями, размеш.енными в отверстиях опорной плиты и воздействуюшими на эластичный ковер 1.
Недостатк ом устройства являются невысокое качество уплотнения и производственный шум.
Наиболее близким к предлагаемому по технической суш.ности и достигаемому результату является устройство для формования изделий из порошкообразных и вяжуш,их материалов, включаюшее форму и уплотняющий узел 2.
Однако устройство имеет невысокое качество уплотнения получаемых изделий, в особенности из жестких смесей, и большие энергозатраты.
Цель изобретения - повышение качества, интенсификация уплотнения и снижение энергозатрат.
Указанная цель достигается тем, что в устройстве, включающем форму и уплотняющий узел, уплотняющий узел выполнен в виде установленных в форме намагниченных формующих элементов из магнитотвердого материала и источников переменного электромагнитного поля, расположенных вокруг формы и взаимодействующих с формующими элементами.
При этом, с целью повыщения долговечности форсующих элементов, они снабжены защитной оболочкой.
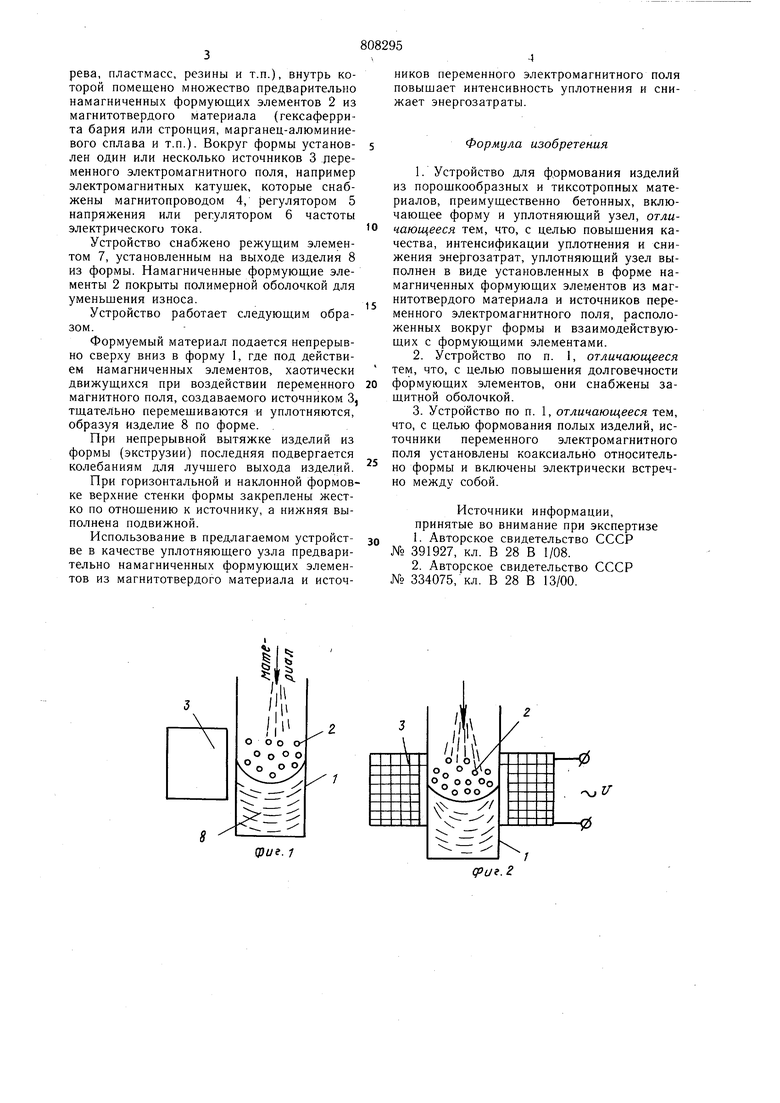
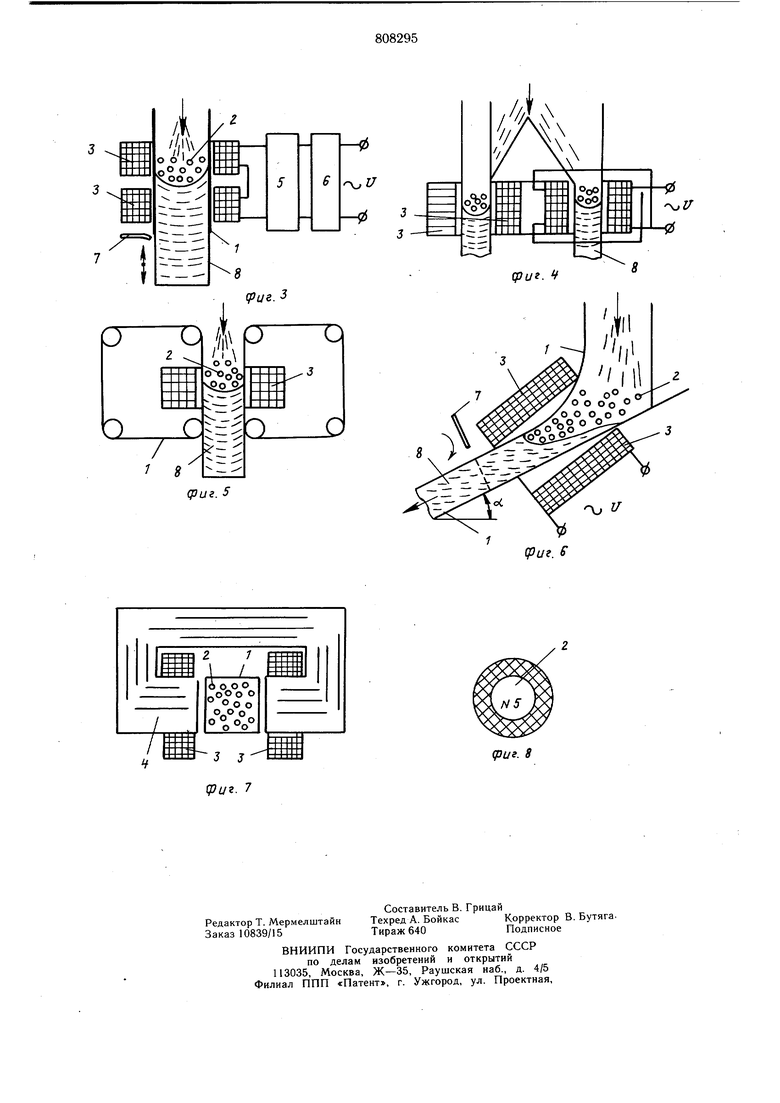
Кроме того, с целью формования полых изделий, источники переменного электро5магнитного поля установлены коаксиально относительно формы и включены электрически встречно между собой.
На фиг. 1-6 изображены вертикальные разрезы различных вариантов устройства; на фиг. 7 - горизонтальный разрез; на фиг. 8 - намагниченная частица.
Устройство для формования изделий содержит форму 1, выполненную из немагнитного и неэлектропроводного материала (дерева, пластмасс, резины и т.п.), внутрь которой помещено множество предварительно намагниченных формующих элементов 2 из магнитотвердого материала (гексаферрита бария или стронция, марганец-алюминиевого сплава и т.п.). Вокруг формы установлен один или несколько источников 3 деременного электромагнитного поля, например электромагнитных катушек, которые снабжены магнитопроводом 4, регулятором 5 напряжения или регулятором 6 частоты электрического тока.
Устройство снабжено режущим элементом 7, установленным на выходе изделия 8 из формы. Намагниченные формующие элементы 2 покрыты полимерной оболочкой для уменьщения износа.
Устройство работает следующим образом.
Формуемый материал подается непрерывно сверху вниз в форму 1, где под действием намагниченных элементов, хаотически движущихся при воздействии переменного магнитного поля, создаваемого источником 3, тщательно перемешиваются и уплотняются, образуя изделие 8 по форме.
При непрерывной вытяжке изделий из формы (экструзии) последняя подвергается колебаниям для лучшего выхода изделий.
При горизонтальной и наклонной формовке верхние стенки формы закреплены жестко по отношению к источнику, а нижняя выполнена подвижной.
Использование в предлагаемом устройстве в качестве уплотняющего узла предварительно намагниченных формующих элементов из магнитотвердого материала и источНИКОВ переменного электромагнитного поля повышает интенсивность уплотнения и снижает энергозатраты.
Формула изобретения
формующих элементов, они снабжены защитной оболочкой.
Источники информации, принятые во внимание при экспертизе 0 1. Авторское свидетельство СССР № 391927, кл. В 28 В 1/08.
(риг. 2
(риг. 3
(риг. 5
(риг. f
(Риг. f
(put. 7
